铜电极与银电极的应用研究
2017-10-20吴升勇
吴升勇
摘要:本文对铜电极和银电极的应用进行了研究,通过做试验进行对比,比较铜电极与银电极在数控等离子切割机中的使用情况,并对两者的使用性能 作出评价。虽然单个银电极的采购成本比铜电极高出 23%~27%左右,但由于在同等的切割条件(人、机、料、法、环)下,银电极的平均寿命是铜电极的
1.9 ~2.4 倍。与铜电极相比,使用银电极切割零件不仅可以减少电极、喷嘴的需求数量,而且还可以大大地降低生产成本,对降成本具有重大意义。
关键词:电极;使用性能;平均寿命
中图分类号:TF845 文献标识码:A 文章编号:1672-9129(2017)09-052-02
Abstract: this paper studies the application of copper electrode and silver electrode, and compares the application of copper electrode and silver electrode in NC plasmacuttingmachine.Althoughthepurchasingcostofasinglesilverelectrodeisabout23%higherthanthatofacopperelectrode,duetothesamecuttingcon- ditions (man, machine, material, method, ring), The average life of silver electrode is 1.9U 2.4 times longer than that of copper electrode. Compared with copper electrode,cuttingpartswithsilverelectrodecannotonlyreducethenumberofelectrodesandnozzles,butalsogreatlyreducetheproductioncost.Ofgreatsignif- icance.
Key words: electrode; performance; life expectancy
1 铜电极和银电极使用情况对比试验
1.1 设备
使用普通的 HPR260 等离子切割机(上海金凤)、精细等离子切割机
(梅塞尔)进行对比试验。在工艺试验中可根据生产任务或设备情况,可进 行单枪或双枪数控切割零件。
1.2 电极及喷嘴
①铜电极及喷嘴(130A、260A)。
②银电极(130A、260A),喷嘴可借用与铜电极相配套的喷嘴使用。
对比试验时,要求喷嘴与电极配套使用,涡流环、内固定罩、保护帽、 外固定罩等易损件,损坏时可借用与铜电极相配套的易损件使用。
1.3 对比试验情况
1.3.1 电极按分组进行对比试验
130A:分6个组,每组铜、银电极各1个。260A:分4个组,每组铜、银电极各 1 个。
1.3.2 电极使用范围
130A电极用于切割8~12mm钢板;260A电极用于切割14~32mm钢板。
1.3.3 切割参数
各项技术参数,按照设备操作规程及岗位作业指导书,结合实际情况进行选择,银电极的弧压一般比铜电极的弧压高 5 伏。
1.3.4 试验数据对比及分析
①铜——银130A电极对比试验数据
选择 6 组电极切割材料分别为 8/Q235B、8/Q345B 、10/ Q 345B、12/ Q
345B 的零件进行对比试验,结果如下:
130A 铜 电极 切割 长度 平均值 :(185.903 +274.462 +592.16 +
414.241+524.844+421.572)÷6=402.197 (米)
130A铜电极穿孔次数平均值:(135+420+600+487+715+645)÷
6=500 (次)
130A 銀电极切割长度平均值:(342.734 +1065.368 +1835.161 +
742.066+1039.507+826.814)÷6=975.275 (米)
130A 银电极穿孔次数平均值:(314 +1630 +1232 +1210 +1492 +
1234)÷6=1185 (次)
结论:130A银电极切割长度平均值是铜电极的2.4倍,130A银电极穿孔次数平均值是铜电极的 2.4 倍。
②铜——银260A电极对比试验数据
选择 4 组电极切割材料分别为 14/Q345B 、16/ Q 345B、18/ Q 345B、20/ Q 345B、22/ Q 345B、25/ Q 345B、28 / Q 345B、30/ Q 345B、32/ Q 345B 的零
件进行对比试验,结果如下:
260A 铜电极切割长度平均值 :(213.102 +439.869 +265.363 +
290.062)÷4=302.099 (米)
260A铜电极穿孔次数平均值:(227+388+288+328)÷4=308(次)
260A 银电极切割长度平均值 :(457.606 +905.256 +569.945 +
654.137)÷4=646.736 (米)
260A银电极穿孔次数平均值:(450+704+613+612)÷4=595(次)结论:260A 银电极切割长度平均值是铜电极的 2.1 倍,260A 银电极
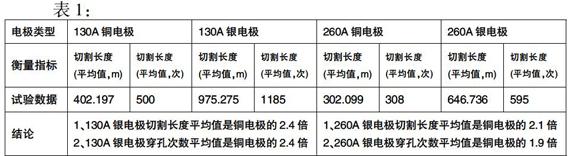
穿孔次数平均值是铜电极的 1.9 倍。以上试验数据汇总情况见表 1 表 1:
电极类型 130A 铜电极 130A 银电极 260A 铜电极 260A 银电极
衡量指标 切割长度
(平均值袁m) 切割长度
(平均值袁次) 切割长度
(平均值袁m) 切割长度
(平均值袁次) 切割长度
(平均值袁m) 切割長度
(平均值袁次) 切割长度
(平均值袁m) 切割长度
(平均值袁次)
试验数据 402.197 500 975.275 1185 302.099 308 646.736 595
结论 1尧130A银电极切割长度平均值是铜电极的 2.4倍
2尧130A银电极穿孔次数平均值是铜电极的 2.4倍 1尧260A银电极切割长度平均值是铜电极的 2.1倍
2尧260A银电极穿孔次数平均值是铜电极的 1.9倍
2 对比结果
130A 银电极的平均寿命是铜电极的 2.4 倍;260A 银电极的平均寿命是铜电极的 1.9 倍。
3 成本分析
3.1 采购成本对比
根据以上结论,在此对铜电极、银电极的采购成本进行对比分析。需要说明的是,电极与喷嘴是配套使用的,更换电极的同时也要更换喷嘴, 所以,喷嘴的成本也要考虑进去。
3.1.1 130A:
铜电极:88.35元/个,喷嘴:112.1元/个,共200.45元;银电极:109元/个,喷嘴:116元/个,共225元
根据上面的试验结果,从平均寿命来看:
130A 银电极的平均寿命是铜电极的 2.4 倍,用 225 元采购 1 副 130A 的银电极、喷嘴切割零件,如果要达到同样的切割效果,若使用铜电极、喷嘴,则需要花费 200.45*2.4=481.08 元。
3.1.2 260A:
铜电极:90.25元/个,喷嘴:114元/个,共204.25元;银电极:115元/个,喷嘴:118元/个,共233元
根据上面的试验结果,从平均寿命来看:
260A 银电极的平均寿命是铜电极的 1.9 倍,用 233 元采购 1 副 260A 的银电极、喷嘴切割零件,如果要达到同样的切割效果,若使用铜电极、喷嘴,则需要花费 204.25*1.9=388.08 元。
3.2 节约成本对比
电极(喷嘴)的用量与数割产量有很大关系,假如使用铜电极时,130A、
260A 电极、喷嘴的需求量各为 1000 副,那么,如果使用银电极,则只需要
130A的银电极、喷嘴417副,260A的银电极、喷嘴527副,这样就能节约一大笔费用,计算如下:
(1)铜电极的采购:
采购1000副130A铜电极、喷嘴的费用:1000*88.35+1000*112.1=
200450 (元)
采购1000副260A铜电极、喷嘴的费用:1000*90.25+1000*114=
204250 (元)
以上两项共:200450+204250=404700(元)
(2)银电极的采购:根据以上的使用寿命比较,要达到 1000 副铜电极的切割效果,采购银电极时,只需要130A的电极、喷嘴417副,260A的电极、喷嘴 527 副,费用为:
采购417副130A银电极、喷嘴的费用:417*109+417*116=93825(元)采购527副260A银电极、喷嘴的费用:527*115+527*118=122791(元)以上两项共:93825+122791=216616(元)
(3)节约费用:404700-216616=188084(元)
由此可知,130A、260A的T电极(铜)、喷嘴的需求量各为1000副时:若使用 Y 电极(银)、喷嘴,不仅可减少电极、喷嘴的需求量,并且可节约采购成本 188084 元。
当 130A、260A 的铜电极、喷嘴的需求量各为 2000 副、3000副…… 时,节约的采购成本依此类推。
3.3 质量对比
在铜电极、银电极的对比试验中,使用银电极切割,抽查切割零件,零件尺寸符合工艺要求,零件切割面质量未见异常。即使用铜电极与使用银 电极切割零件,切割面质量未见差异。
3.4 使用效率对比
无论是130A还是260A,使用银电极切割零件时,设置预流、设置切
断流、割炬到工件距离、切割速度、切割高度、穿孔高度等参数的选择,与 使用铜电极切割零件一样,都是依据《数控切割机操作指导书》进行选择 的。所不同的是,使用铜电极切割时,由于铜电极寿命短,需要频繁更换电 极(喷嘴)。而使用银电极切割时,由于银电极寿命较长,不用频繁更换电极(喷嘴)。
3.5 电极与喷嘴对比
在本次对比试验中,注意到一个细节,喷嘴的寿命比电极长,一般情况下,不管是130A还是260A,铜电极损坏时,喷嘴还没达到报废极限;银电极损坏时,喷嘴也接近报废极限了。由于电极和喷嘴是配套使用、同时更换的,使用铜电极,对喷嘴来说就是一个浪费。
4 结论
通过对铜电极与银电极的应用研究,可以得出以下结论:虽然银电极价格比铜电极价格高出 23%~27%,但由于银电极的平均寿命是铜电极的 1.9~2.4 倍,所以,使用银电极比使用铜电极更能节约生产成本。
参考文献:
[1]卜玮晶.数控等离子切割技术的应用与工艺研究.吉林:长春工业大学
[2]孔德杰,张光先,乔立强,齐兆亮;数控等离子切割技术在我国的现状 与发展[J];电焊机;2005 年 01 期
[3]刘菊兰.关于提高数控切割机数控切割质量的探讨[J].同煤科技,
2003 年 03 期.
