直接换热常规流程的改进及分析
2017-10-20张世坚蒋洪
张世坚,蒋洪
直接换热常规流程的改进及分析
张世坚,蒋洪
(西南石油大学石油与天然气工程学院,四川成都 610500)
针对直接换热(DHX)常规流程重接触塔塔底凝液直接进脱乙烷塔塔顶造成重接触塔塔顶回流重烃含量多、冷凝吸收效果差、丙烷回收率低的缺陷。通过增设脱乙烷塔塔顶回流罐得到两种改进流程:①改进流程Ⅰ,脱乙烷塔塔顶回流罐分离液相作重接触塔和脱乙烷塔塔顶回流;②改进流程Ⅱ,脱乙烷塔塔顶回流罐分离气相冷却后作重接触塔塔顶回流,分离液相作脱乙烷塔塔顶回流。并针对不同的原料气压力及气质贫富,对两种改进流程进行调整,分别得到适用于中压凝析气、低压油田伴生气和高压凝析气丙烷回收的DHX改进流程。并通过HYSYS软件对3种流程进行模拟对比分析,结果表明改进流程Ⅰ对于中压和高压凝析气丙烷回收率均很高(>99%),但对于油田伴生气改进效果不明显,并且改进流程Ⅰ对高压凝析气进行丙烷回收时能耗较高。而改进流程Ⅱ在不同原料气气质工况下均表现出很高的回收率(>99%),且能耗较低,是一种回收率高、适应范围广、节能高效的丙烷回收流程。因此可得结论:改进流程Ⅱ是3种流程中的最佳丙烷回收流程,但改进流程Ⅰ在某些特殊条件下也是一种值得参考的流程。
直接换热;丙烷回收;改进流程;流程模拟;HYSYS
1984年加拿大埃索资源公司KHAN等[1-2]提出的直接换热(direct heat exchange,DHX)工艺,在凝液回收领域具有划时代意义。常规膨胀机制冷工艺采用DHX工艺改造后,丙烷回收率从72%提高至95%,经济效益改善显著[3]。国内绝大多数凝液回收装置均采用DHX工艺,但根据国内各油田DHX流程使用现状来看,鲜有丙烷回收率高于98%的案例,其主要原因在于流程结构不优。本文通过对目前国内运用的主要DHX结构形式进行分析,总结出两种DHX改进流程,并对其进行比较及 分析。
1 国内DHX流程主要结构形式及 特点
目前国内运用最广泛的DHX流程如图1所示。该流程在埃索资源公司发明的DHX流程上去掉了脱乙烷塔塔顶回流罐,因此与美国Ortloff公司开发的OHR流程极为相似[4],其主要运用情况[5-12]见 表1。
该DHX常规流程特点为脱乙烷塔塔顶气换热后作为重接触塔塔顶进料,重接触塔塔底凝液直接(或换热后)进入脱乙烷塔塔顶作为回流。由于重接触塔塔底凝液重烃多,直接作脱乙烷塔塔顶回流,使得丙烷等重组分在脱乙烷塔第一块塔板大量气化,致使脱乙烷塔塔顶气重组分含量偏高;脱乙烷塔顶未设回流罐,重接触塔塔顶回流液中丙烷等重烃较多,影响重接触塔的冷凝吸收效果。这是造成目前国内大多数DHX丙烷回收工艺回收率低、能耗高的主要原因。
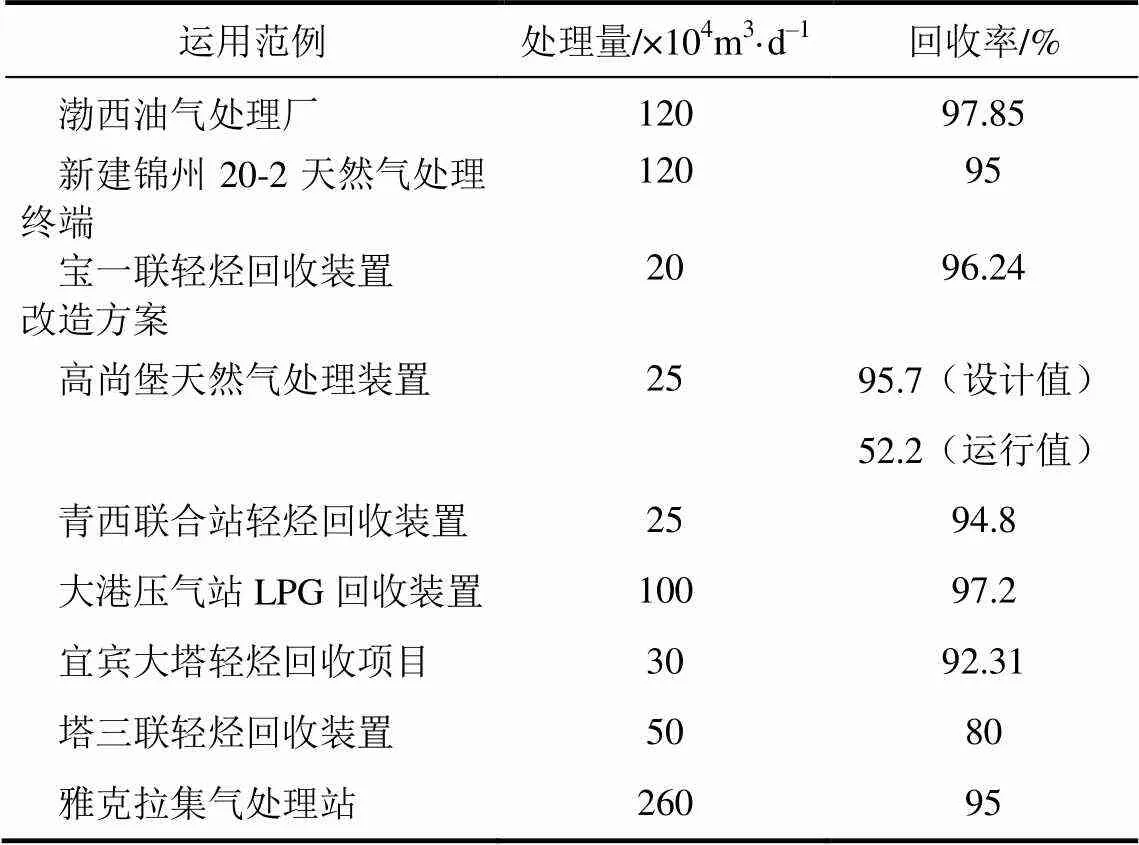
表1 DHX常规流程国内运用情况

图1 常规DHX典型流程图
2 两种改进DHX流程结构形式及 特点
根据DHX常规流程结构存在的缺陷,基于创造富含乙烷组分的重接触塔塔顶回流原则[13],调研国内外文献、专利及运用情况,通过增设脱乙烷塔塔顶回流罐的方式总结出两种DHX改进流程。常规流程及两种改进流程的主要区别在于重接触塔和脱乙烷塔的塔顶回流来源不同。改进流程Ⅰ和Ⅱ针对原料气压力及气质贫富不同,各自分别提出适用于中压凝析气(4~7MPa)、低压油田伴生气、高压凝析气(>7MPa)的3种调整形式,以使整个流程回收率高、能耗省。改进流程Ⅰ设计思路取源于自主设计的“高压天然气的凝液回收方法”[14],改进流程Ⅱ设计思路取源于春晓气田凝液回收工艺和高压重接触塔工艺(HPA)。
2.1 DHX改进流程Ⅰ
2.1.1 适用于中压凝析气的改进流程Ⅰ
适用于中压凝析气的改进流程Ⅰ在原来的DHX常规流程上增加脱乙烷塔塔顶回流罐,回流罐分离液相部分作重接触塔塔顶进料,部分作脱乙烷塔塔顶回流,回流罐分离气相与重接触塔塔顶气混合后外输,重接触塔塔底凝液与脱乙烷塔塔顶气和原料气换热后进入脱乙烷塔中下部,具体工艺流程图如图2所示。其特点有:①脱乙烷塔顶回流罐液相作重接触塔的塔顶进料,且可对进料量进行控制,有效防止重接触塔塔顶进料形成段塞流,提高了重接触塔操作稳定性和丙烷回收率;②脱乙烷塔塔顶回流温度低,对脱乙烷塔上部气相冷凝效果好,脱乙烷塔塔顶气重烃含量少,重接触塔塔顶回流液冷凝吸收效果好,丙烷回收率高;③重接触塔塔底凝液重烃多、温度低,与原料气换热,提高冷能利用率,中部进料更有利于重烃分馏。
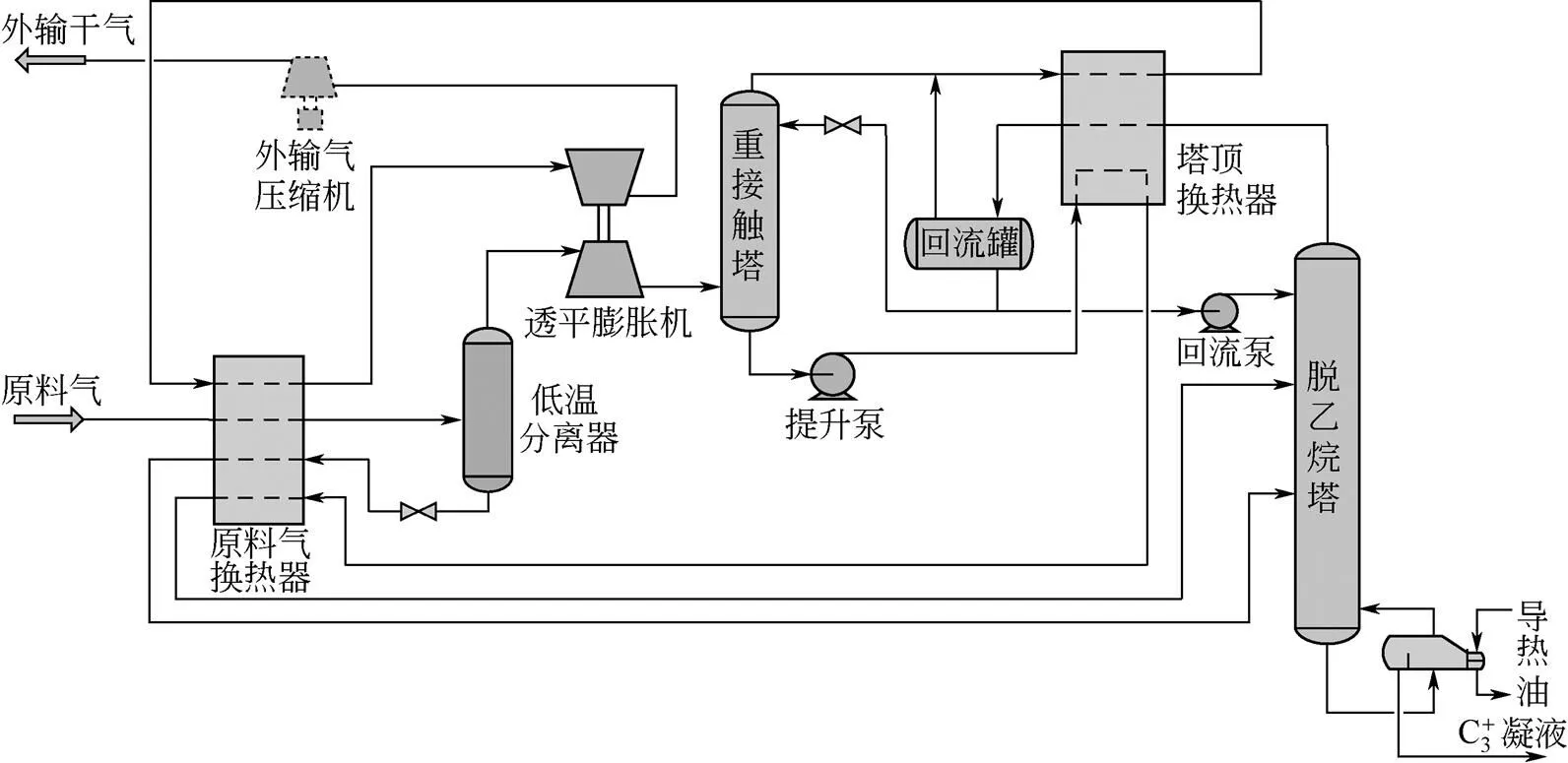
图2 适于中压凝析气的改进流程Ⅰ工艺流程图
2.1.2 适用于低压油田伴生气的改进流程Ⅰ
油田伴生气通常压力较低、气质富,采用膨胀机制冷技术,为减少压缩机组功耗及级数,通常增压后的压力不高(约4MPa)。为适应此种工况,需要对适用于中压凝析气的改进流程Ⅰ进行适当调整。适用于低压油田伴生气的改进流程Ⅰ的调整思路借鉴蒋洪等[15]对低压油田伴生气凝液回收工艺的改进研究,主要调整部分为:①采用逐级冷凝、逐级分离的两级分离方式进行冷凝分离,降低丙烷制冷的冷量消耗、提高冷凝深度,以最少的冷量消耗冷凝出最多的重烃;②脱乙烷塔塔顶增设丙烷制冷,当气质不是特别富时可取消该丙烷制冷环节。适用于低压油田伴生气的改进流程Ⅰ工艺流程图如图3所示。
2.1.3 适用于高压凝析气的改进流程Ⅰ
目前国内没有对高压凝析气进行凝液回收的案例,而英买(原料气压力10.5MPa,处理量700×104m³/d,C3+摩尔含量3.17%)、迪那2(原料气压力10.8MPa,处理量1540×104m³/d,C3+摩尔含量5.15%)等凝析气田原料气压力高、气量大、重烃含量丰富,有必要进行凝液回收。为减小外输压缩机功耗以及保证脱乙烷塔塔压不能过高(过高会影响分馏稳定性[16]),需要使重接触塔塔压高于脱乙烷塔。自主设计的适用于高压凝析气凝液回 收[14]的改进流程Ⅰ工艺流程图如图4所示。该流程脱乙烷塔顶回流罐气相直接进入冷箱换热,再增压至与重接触塔塔顶气压力相同并混合后再增压外输,有效利用了回流罐分离气的冷量。
2.2 DHX改进流程Ⅱ
2.2.1适用于中压凝析气的改进流程Ⅱ
改进流程Ⅱ的脱乙烷塔回流罐分离气相制冷后作重接触塔塔顶进料,分离液相作脱乙烷塔塔顶回流。低温重接触塔塔底凝液与脱乙烷塔塔顶气和原料气换热后进入脱乙烷塔中下部。改进流程Ⅱ是目前国内用于中压凝析气田丙烷回收的一种主要DHX流程,目前春晓(原料气压力5MPa,处理量760×104m³/d,C3+摩尔含量5.13%)、高栏终端(原料气压力6.9MPa,处理量1800×104m³/d,C3+摩尔含量2.46%)、塔里木轮南轻烃工程(原料气压力6MPa,处理量1500×104m³/d,C3+摩尔含量2.14%)均采用此流程进行丙烷回收。适用于中压凝析气的改进流程Ⅱ工艺流程图如图5所示。改进流程Ⅱ特点有:①经过回流罐的分离,分离气相作为重接触塔塔顶回流相比于常规DHX和改进流程Ⅰ的重接触塔塔顶回流更贫,在重接触塔中冷凝分离效果更好。②由于脱乙烷塔顶回流罐的分离作用以及分离气相作重接触塔塔顶回流,使得脱乙烷塔回流温度无需很低(通常–30~–40℃),减少了冷量损失。
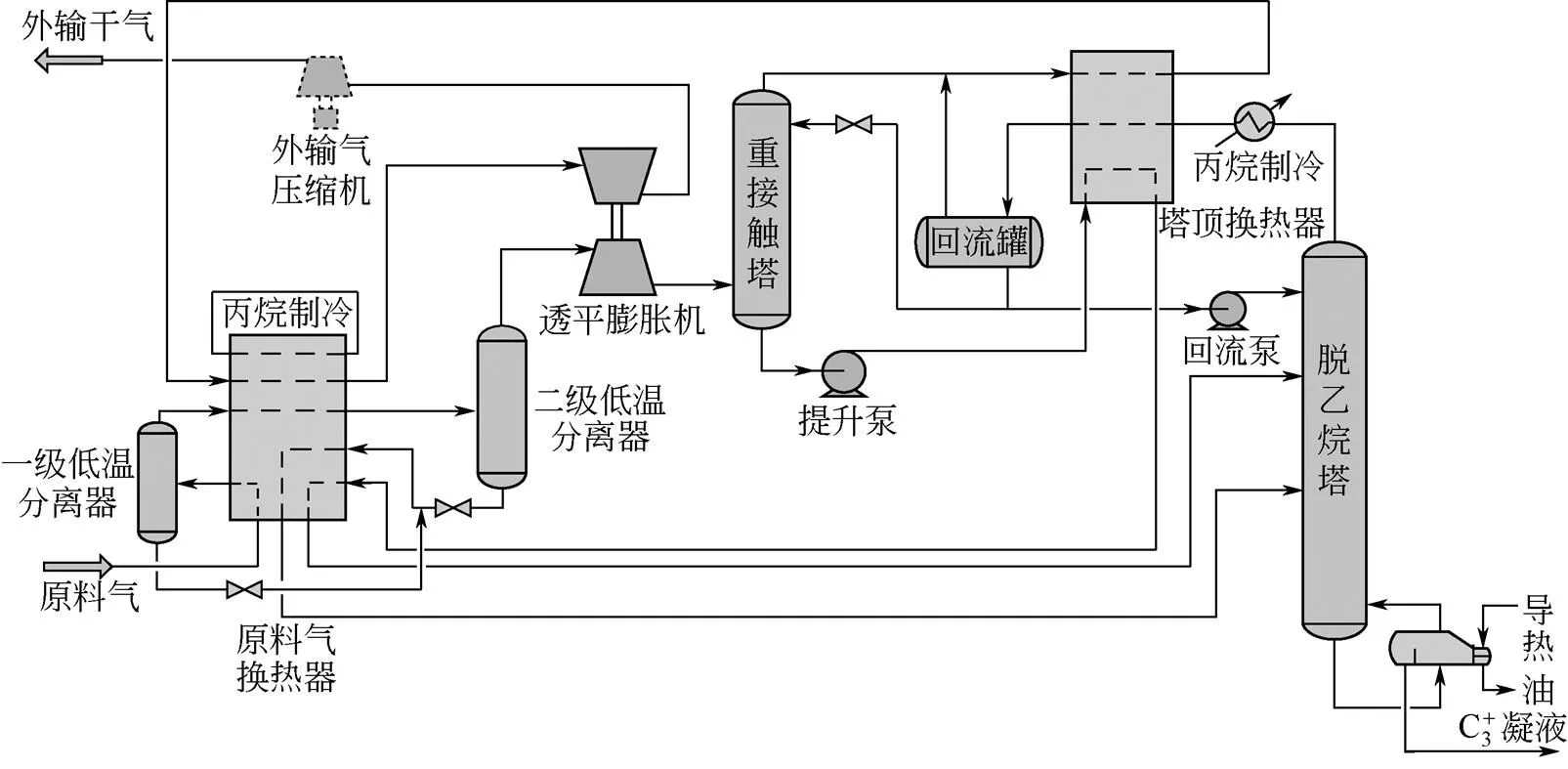
图3 适于低压油田伴生气的改进流程Ⅰ工艺流程图

图4 适于高压凝析气的改进流程Ⅰ工艺流程图
2.2.2 适用于低压油田伴生气的改进流程Ⅱ
对于适用于低压油田伴生气的改进流程Ⅱ,其调整方法与改进流程Ⅰ的相同,此处不再赘述。适用于低压油田伴生气的改进流程Ⅱ工艺流程图如图6所示。
2.2.3 适用于高压凝析气的改进流程Ⅱ
适用于高压凝析气田的改进流程Ⅱ借鉴高压重接触塔工艺(high pressure absorber process,HPA)[17-18],在HPA流程基础上增加了重接触塔塔底凝液与原料气的换热。该流程相比于适于中压凝析气的改进流程Ⅱ取消了重接触塔塔底泵,回流罐气相增加了一个小型压缩机,使重接触塔与分馏塔的操作彼此独立,每一个塔的操作压力都可以单独设置。经过改进后重接触塔可以保持较高的操作压力,从而节约了外输气压缩功耗。适用于高压凝析气的改进流程Ⅱ工艺流程图如图7所示。
3 DHX常规及改进流程模拟分析
针对总结出的适用于不同气质工况条件下的各改进流程,选取典型的中压凝析气塔里木轮南轻烃工程气质工况、低压油田伴生气高尚堡气质(工况另外假设)、高压凝析气英买气质工况进行模拟对比分析,模拟软件采用HYSYS V8.6,状态方程选用凝液回收中常用的Peng-Robinson方程[19]。流程比较主要从丙烷回收率和能耗进行分析,能耗以主体装置单位能耗的方式进行衡量,即主体综合装置能耗/混烃量,主体装置包括压缩机、脱乙、丁烷塔重沸器、泵、循环水冷系统,辅助及公用工程等装置的能耗未考虑,折算关系遵循《气田地面工程设计节能技术规范》(SY/T 6331—2013)[20]。压缩机采用燃料气供能、泵采用电供能、重沸器采用导热油供能(导热油采用燃料气加热)、水冷系统用于LPG与稳定轻烃产品冷却。燃料气热损耗10%,燃料气低位热值33.2MJ/m³,压缩机绝热效率75%,导热油热效率85%,电的折算值为11.84MJ/kW·h,水的折算值为7.12MJ/t,年工作时间8000h。
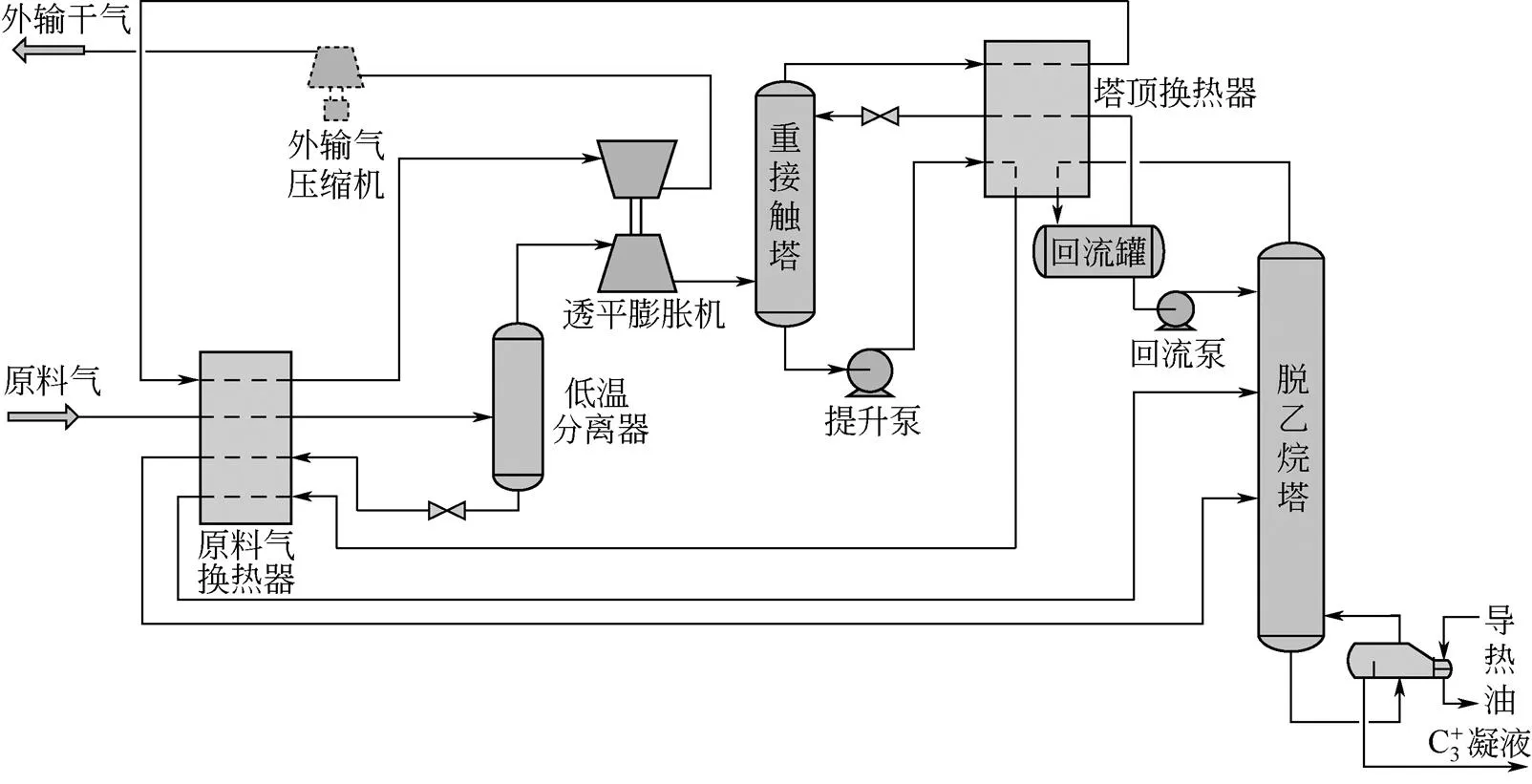
图5 适用于中压凝析气的改进流程Ⅱ工艺流程图

图6 适于低压油田伴生气的改进流程Ⅱ工艺流程图
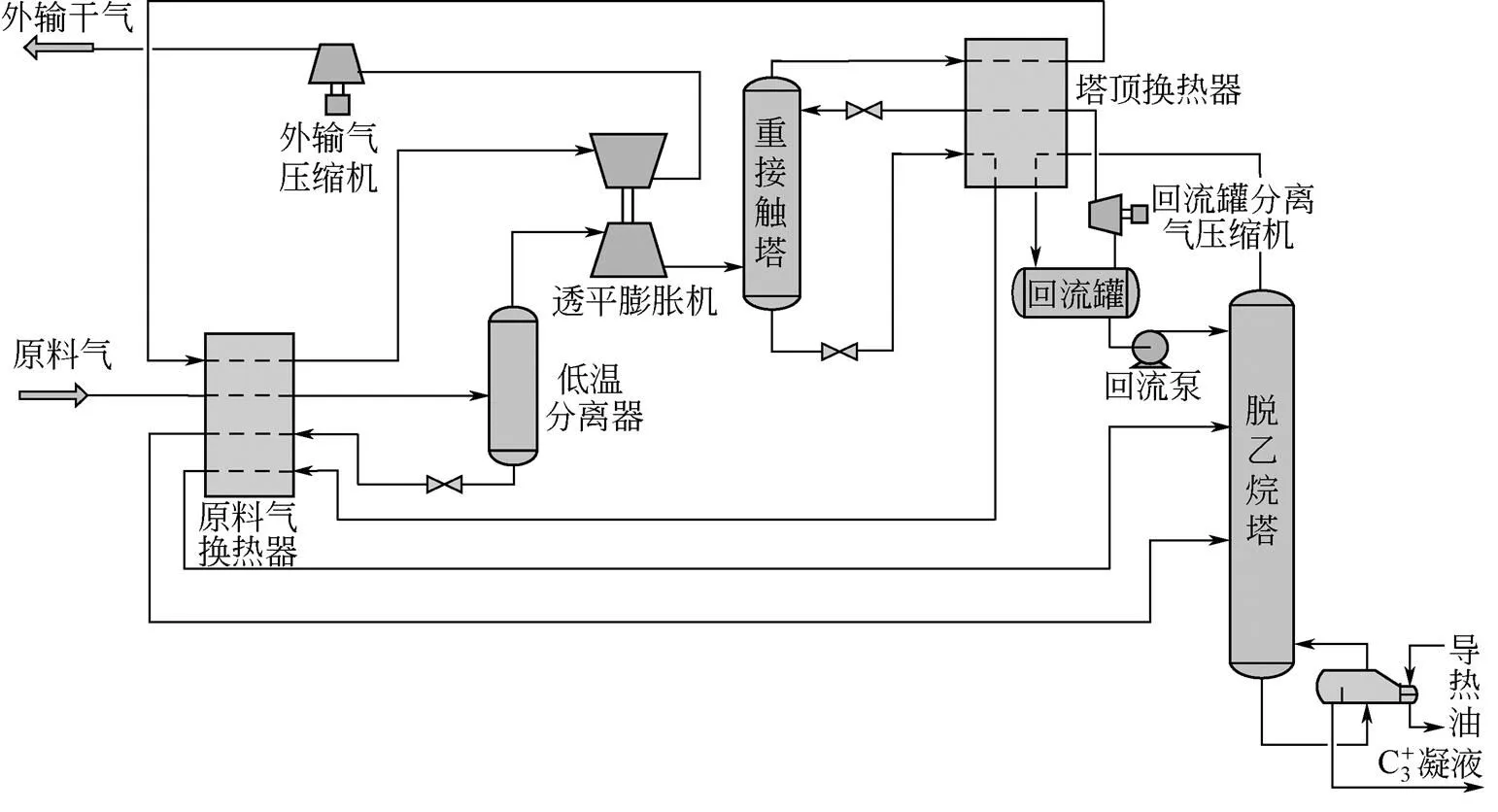
图7 适于高压凝析气的改进流程Ⅱ工艺流程图
3.1 中压凝析气模拟分析
塔里木轮南轻烃回收工程原料气压力6MPa,温度30℃,处理量1500×104m³/d,外输气压力要求大于6MPa,其原料气组成见表2。采用HYSYS软件对DHX常规流程、适用于中压凝析气的DHX改进流程Ⅰ和改进流程Ⅱ进行模拟分析,其关键参数见表3。由于气质较贫,未进行丙烷预冷,重接触塔塔压与现场设计值相同。
由表3可知,改进流程Ⅰ和Ⅱ回收率均很高(>99%),而DHX常规流程则很低。根据图8分析,主要原因在于DHX常规流程将重接触塔塔底凝液的冷量浪费于脱乙烷塔塔顶,原料气预冷效果差,膨胀制冷后冷量不足,同时由于重接触塔塔底凝液重烃多,脱乙烷塔塔顶气相温度高、重烃多,使得重接触塔的冷凝吸收效果变差,丙烷回收率降低。改进流程Ⅰ和改进流程Ⅱ的主体装置单位能耗如表4所示,分别为122.29kgec/t和127.93kgec/t,均低于DHX常规流程149.65kgec/t,对于塔里木轮南中压凝析气气质工况,改进流程Ⅰ和Ⅱ在回收率和能耗方面均表现出很明显的优势,而改进流程Ⅰ在能耗方面表现略优。
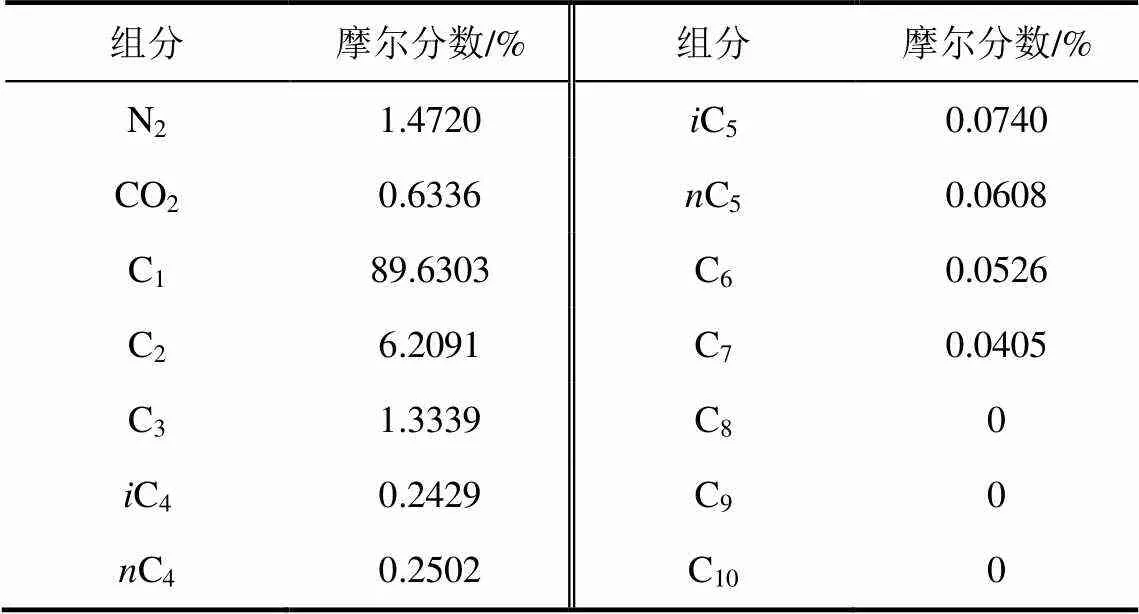
表2 轮南轻烃工程原料气组成(干基)

表3 轮南轻烃工程主要模拟参数
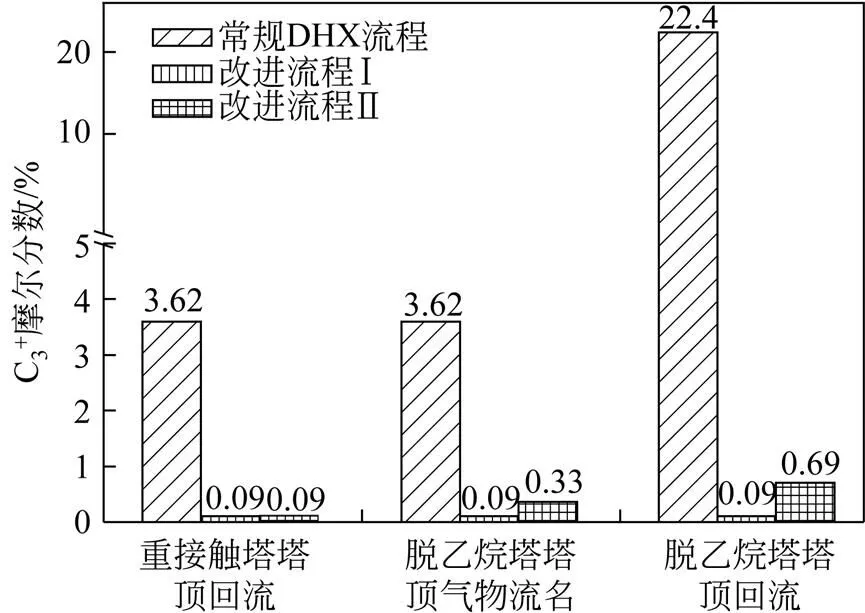
图8 轮南轻烃工程主要物流重烃含量

表4 轮南轻烃工程主体装置能耗对比表
3.2 低压油田伴生气模拟分析
由于高尚堡气质很富,对于研究DHX常规流程和改进流程具有代表性,但由于实际处理量较小(25×104m³/d),本次模拟假设处理量为500×104m³/d,为满足外输压力大于1.6MPa且无需外输气压缩机,将原料气增压至3.77MPa[3],高尚堡气质组成见表5。采用HYSYS软件对DHX常规流程、适用于低压油田伴生气的改进流程Ⅰ和Ⅱ进行模拟分析,其关键参数见表6。入口原料气丙烷制冷和脱乙烷塔塔顶气丙烷制冷均将物流冷却至–30℃。
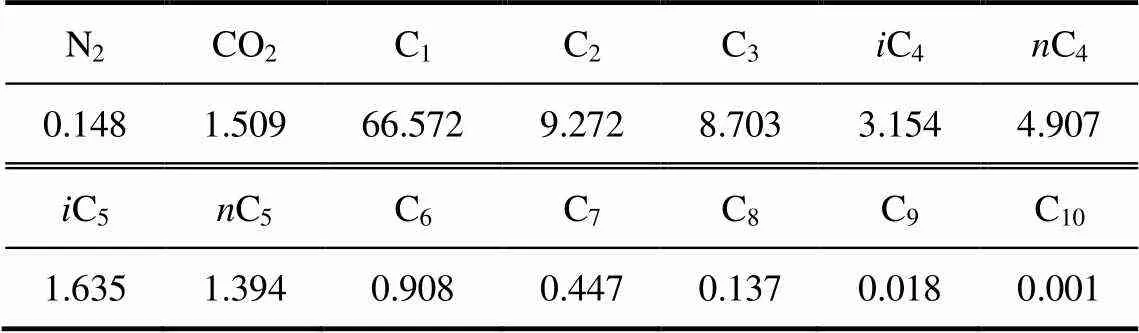
表5 高尚堡原料气组成(干基摩尔分数)单位:%

表6 高尚堡油田伴生气主要模拟参数
由表6可知,采用多级分离后,原料气丙烷制冷节能明显。由于改进流程增加了多级分离和脱乙烷塔回流罐,丙烷回收率均得到提高,特别是改进流程Ⅱ的丙烷回收率高达99%以上。根据表6和图9分析,DHX常规流程和改进流程Ⅰ丙烷回收率偏低是由重接触塔塔顶回流过富造成的,其原因在于高尚堡气质太富,即使DHX常规流程和改进流程Ⅰ的脱乙烷塔塔顶回流温度很低也不能显著降低脱乙烷塔塔顶气温度,致使脱乙烷塔塔顶气重烃含量多。而改进流程Ⅱ通过回流罐分离,将重烃分离下来,相比于前两者,改进流程Ⅱ更有利于重接触塔的冷凝吸收作用。3种流程在主体装置单位能耗相差不大(分别为52.9kgec/t、52.37kgec/t、52.89kgec/t)情况下,改进流程Ⅱ经济效益最好,在低压油田伴生气气质富的情况下,改进流程Ⅱ优势明显,见表7。
3.3 高压凝析气田气模拟分析
英买凝析气田原料气压力10.5MPa,温度40℃,处理量700×104m³/d,外输气压力要求大于6.5MPa,其原料气组成见表8。采用HYSYS软件对DHX常规流程、适用于高压凝析气的DHX改进流程Ⅰ和改进流程Ⅱ进行模拟分析,其关键参数见表9,整个流程未设置丙烷制冷。

图9 高尚堡工程主要物流重烃含量

表7 高尚堡工程主体装置能耗对比表
注:能耗计算中未考虑原料气压缩机耗能。
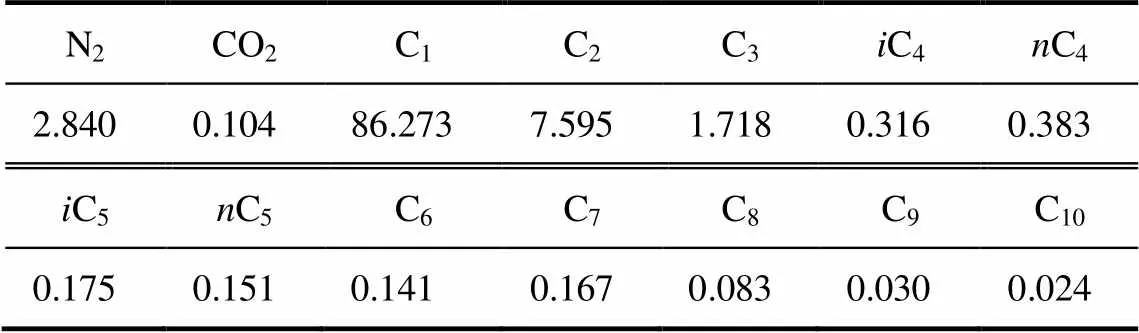
表8 英买凝析气组成(干基摩尔分数) 单位:%

表9 英买凝析气主要模拟参数
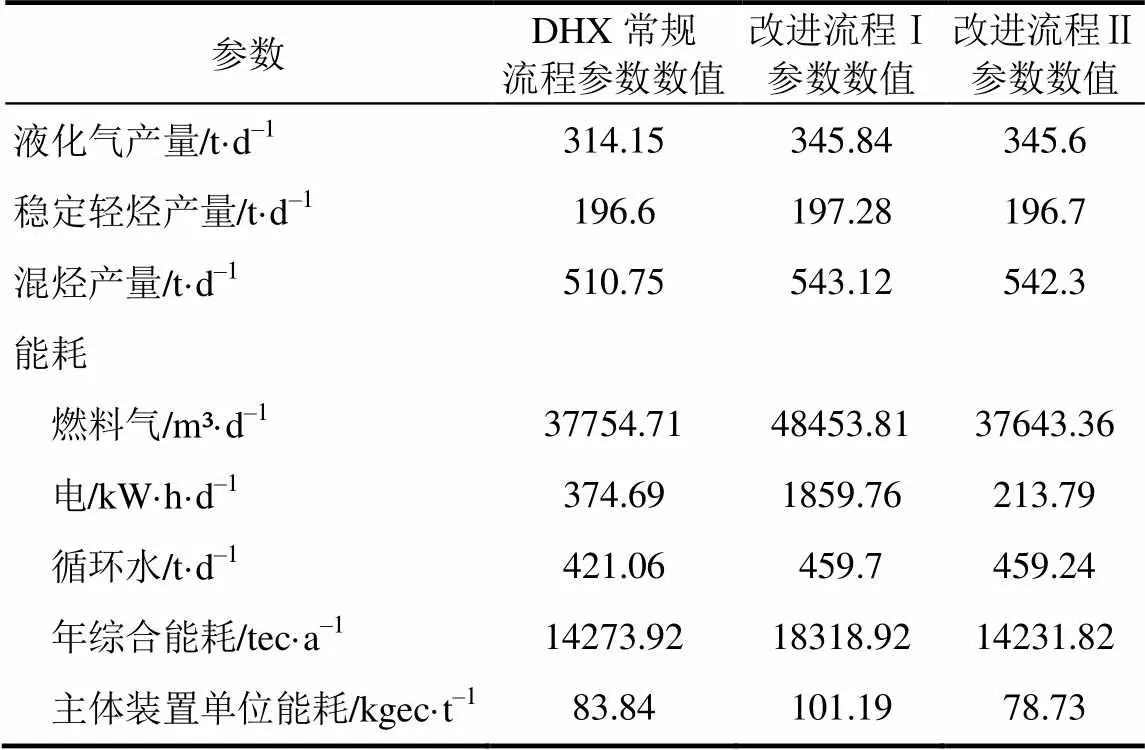
表10 英买工程主体装置能耗对比表
由表9和表10可以看出,在保持重接触塔塔压(4.0MPa)较高条件下,DHX常规流程丙烷回收率较低,其主要原因与前面分析的中压凝析气中DHX常规流程低效的原因相同。虽然改进流程Ⅰ回收率略高于改进流程Ⅱ,但能耗过高,故改进流程Ⅱ在回收率和能耗方面均表现最优。同时为减小外输压缩机功耗,若继续增加重接触塔塔压,DHX常规流程中的脱乙烷塔塔压也需相应增加,导致脱乙烷塔重沸器负荷急剧增加,分离效果更差,丙烷回收率更低。不同塔压下3种流程的丙烷回收率及主体装置单位能耗关系如图10、图11所示。由于改进流程Ⅰ和Ⅱ的重接触塔和脱乙烷塔塔压相互独立,所以在保持脱乙烷塔在2.5MPa的条件下,增加重接触塔塔压对丙烷回收率的影响不大,在3.6~4.6MPa范围内均能达到99%以上,4.8MPa以后改进流程Ⅱ回收率开始急剧下降,而改进流程Ⅰ比改进流程Ⅱ具有更高的重接触塔塔压适应范围,但由图11可知,即使改进流程Ⅰ重接触塔高效塔压可高于改进流程Ⅱ,但单位能耗却很高,其主要原因在于改进流程Ⅰ利用了脱乙烷塔分离气冷量,低温分离器温度(–38.14~–43.81℃)低于DHX常规流程(–17.82~–19.73℃)和改进流程Ⅱ(–20.8~–31.64℃),导致低温分离器分离气相减少,透平膨胀机传输轴功减少,外输压缩机能耗增加。同时,脱乙烷回流罐分离气压缩机进气温度高也是导致改进流程Ⅰ能耗高的原因。因此可得到结论,对于高压凝析气田低温分离器温度不需要太低,改进流程Ⅱ在保持高回收率条件下能耗最低,更适宜于高压凝析气田丙烷回收。但当气田需要对周围居民或工业供气时,改进流程Ⅰ可直接利用脱乙烷塔回流罐分离气对用户供气,取消脱乙烷回流罐分离气压缩机以适应需求,也是一种值得考虑的方案。
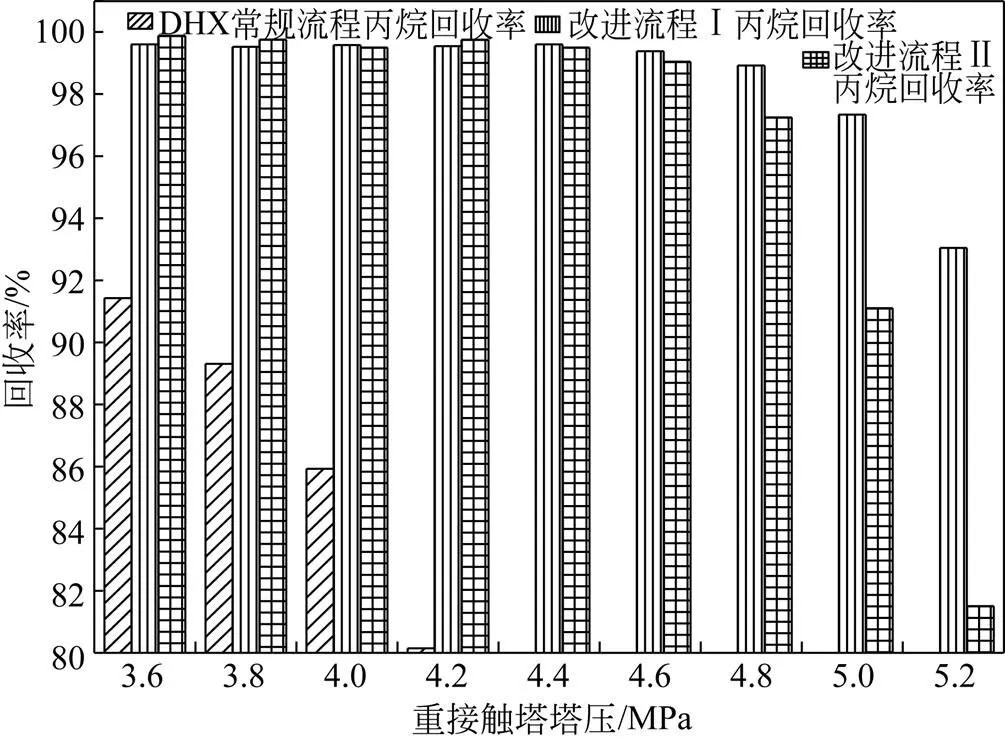
图10 3种流程重接触塔塔压与丙烷回收率关系图
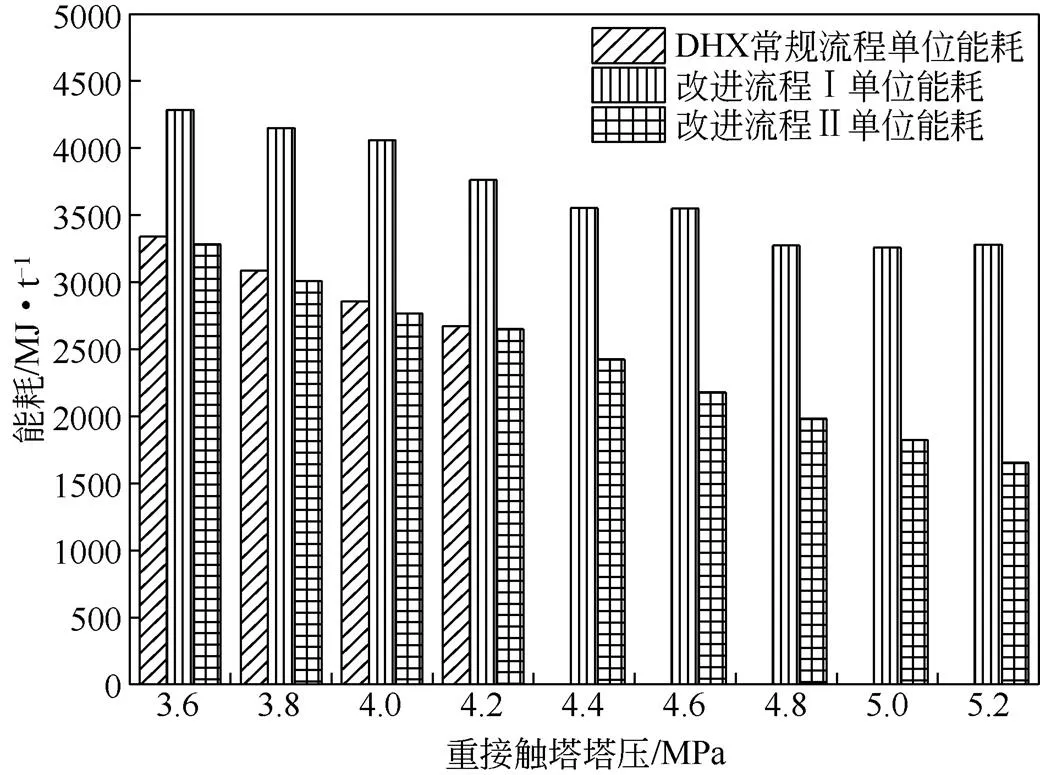
图11 3种流程重接触塔塔压与单位能耗关系图
4 结论
(1)对于较贫气质,改进流程Ⅰ和Ⅱ通过在DHX常规流程上增加脱乙烷塔顶回流罐可有效减小重接触塔塔顶回流和脱乙烷塔塔顶回流中的重烃含量,丙烷回收率大大增加。
(2)改进流程Ⅰ在中压凝析气和高压凝析气中丙烷回收率均很高(>99%),同时在高压条件下改进流程Ⅰ比改进流程Ⅱ具有更高的重接触塔高效塔压,但由于较高的重接触塔塔压需要过低的低温分离器温度,从而导致改进流程Ⅰ在外输气压力较高的情况下能耗较高。改进流程Ⅰ在低压油田伴生气丙烷回收中,相比于DHX常规流程优势不 突出。
(3)改进流程Ⅱ在对中压凝析气、低压油田伴生气、高压凝析气进行丙烷回收过程中均保持很高的丙烷回收率(>99%),且能耗较低。
(4)经过分析比较,改进流程Ⅱ适应范围广,能耗低,是3种流程中回收丙烷的最优流程,在一些特殊场合下,改进流程Ⅰ也是一种值得考虑的丙烷回收方案。
[1] 赵学波. 轻烃回收装置DHX工艺研究(Ⅰ)──原料适应性[J]. 石油化工高等学校学报,1996(4):27-30.
ZHAO Xuebo. Study on DHX process of light hydrocarbon recovery(Ⅰ) ──Adaptability of the gas feed[J]. Journal of Petrochemical Universities of Sinopec,1996(4):27-30.
[2] KHAN S A,HALIBURTON J. Propane recovery:US 4507133[P]. 1985.
[3] 乔在朋. 冀东油田伴生气处理工艺技术研究[D]. 成都:西南石油大学,2015.
QIAO Zaipeng. The process and technology research of Jidong oilfiled associated gas[D]. Chengdu:Southwest Petroleum University,2015.
[4] LOREN L. BUCK. Separating hydrocarbon gases:US4617039[P]. 1986-10-14.
[5] 胡文杰,朱琳. “膨胀机+重接触塔”天然气凝液回收工艺的优化[J]. 天然气工业,2012(4):96-100.
HU Wenjie,ZHU Lin. Optimization of the recovery process of gas condensate with DHX tower technology and expander system[J]. Natural Gas Industry,2012(4):96-100.
[6] 徐敏航,汪大林,张子波,等. 锦州20-2终端轻烃回收制冷工艺方案比选研究[J]. 石油与天然气化工,2013(2):119-122.
XU Minhang,WANG Dalin,ZHANG Zibo,et al. Refrigeration scheme comparison of NGL recovery process in Jinzhou 20-2 gas processing plant[J]. Chemical Engineering of Oil & Gas,2013(2):119-122.
[7] 王秋岩. 宝一联轻烃回收系统改造方案比选[J]. 油气储运,2016(1):102-106.
WANG Qiuyan. Selection of optimal program for reconstruction of Baolang United Station light hydrocarbon recovery system[J]. Oil & Gas Storage and Transportation,2016(1):102-106.
[8] 黄思宇,吴印强,朱聪,等. 高尚堡天然气处理装置改进与运行优化[J]. 石油与天然气化工,2014(1):17-23.
HUANG Siyu,WU Yinqiang,ZHU Cong,et al. Improvement and operation optimization of Gaoshangpu natural gas processing device[J]. Chemical Engineering of Oil & Gas,2014(1):17-23.
[9] 周学深,孟凡彬. 轻烃回收装置中DHX工艺的应用[J]. 石油规划设计,2002,13(6):62-65.
ZHOU Xueshen,MENG Fanlin. The application of DHX process on light hydrocarbon recovery unit[J]. Petroleum Planning & Engineering,2002,13(6):62-65.
[10] 朱琳. 宜宾大塔轻烃回收项目工艺设计及参数优化[J]. 石油与天然气化工,2014(3):271-274.
ZHU Lin. Process design and parameter optimization of Yibin Data light hydrocarbons recycle project[J]. Chemical Engineering of Oil & Gas,2014(3):271-274.
[11] 付秀勇,胡志兵,王智. 雅克拉凝析气田地面集输与处理工艺技术[J]. 天然气工业,2007,12:136-138.
FU Xiuyong,HU Zhibing,WANG Zhi. Gas condensate treating and ground gathering technology used in Yakela gas condensate field[J]. Natural Gas Industry,2007,12:136-138.
[12] 叶帆. 塔河油田轻烃回收工艺问题分析及运行模拟研究[D]. 成都:西南石油大学,2014.
YE Fan. The study on problems analysis and operation simulation of Tahe oilfiled light hydrocarbon recovery process.[D]. Chengdu:Southwest Petroleum University,2014.
[13] VANESSA Gahier,LOIC Barthe,CECILE Génin. NGL Recovery: evolution and next generation processes[EB/OL]. www.linkedin. com/pulse/ngl-recovery-evolution-next-generation-processes-barthe-loïc.
[14] 蒋洪,黄思宇,朱聪. 高压天然气的凝液回收方法: 104807288A[P]. 2017-03-15.
JIANG Hong,HUANG Siyu,ZHU Cong. A NGL recovery method for hign pressure natural gas:104807288A[P]. 2017-03-15.
[15] 乔在朋,蒋洪,牛瑞,等. 油田伴生气凝液回收工艺改进研究[J]. 石油与天然气化工,2015(4):44-49.
QIAO Zaipeng,JIANG Hong,NIU Rui,et al. Study on condensate recovery scheme improvement of oilfield associated gas[J]. Chemical Engineering of Oil & Gas,2015(4):44-49.
[16] 黄思宇,蒋洪,巴玺立,等. 英买天然气处理装置提高丙烷收率工艺改进研究[J]. 石油与天然气化工,2015(4):1-7.
HUANG Siyu,JIANG Hong,BA Xili,et al. Process improvement research on enhancing propane recovery in Yingmai natural gas processing device[J]. Chemical Engineering of Oil & Gas,2015(4):1-7.
[17] MOWREY E R,FOGLIETTA J H. Efficient,high recovery of liquids from natural gas utilizing a high pressure absorber[C]//Proceedings of the Eighty-First Annual Convention of the Gas Processors Association,Dallas,Texas. 2002,12.
[18] 蒋洪,何愈歆,王军. 高压吸收塔工艺回收天然气凝液的模拟分析[J]. 天然气化工,2011,36(3):7-11.
JIANG Hong,HE Yuxin,WANG Jun. Simulation analysis of utilizing high pressure absorber process to recovery condensate from natural [J]. Natural Gas Chemical Industry,2011,36(3):7-11.
[19] MEHRPOOYA M,LAZEMZADE R,SADAGHI M S,et al. Energy and advanced exergy analysis of an existing hydrocarbon recovery process[J]. Energy Conversion and Management,2016,123: 523-534.
[20] SY/T 6331—2013. 气田地面工程设计节能技术规范[S]. 北京:石油工业出版社,2014.
SY/T 6331—2013. Technical specification for design of energy conservation for gas field surface engineering[S]. Bejing:Petroleum Industry Press,2014.
Improvement and analysis of DHX conventional process
ZHANG Shijian,JIANG Hong
(School of Petroleum Engineering,Southwest Petroleum University,Chengdu 610500,Sichuan,China)
For the defects of DHX conventional process that DHX column bottoms condensate directly flowing into the deethanizer column overhead caused more heavy hydrocarbon in the DHX column overhead reflux,resulting in the poor effect of absorption and condensate,and low propane recovery. This paper summarized two improved processes by adding deethanizer column overhead reflux drum:①improved processⅠ:the separated liquid by deethanizer column top reflux tank serving as DHX column and deethanizer column top reflux;and ②improved processⅡ:the separated gas by deethanizer column top reflux tank was cooled and then served as DHX column top reflux,and the separated liquid by deethanizer column top reflux tank served as deethanizer column top reflux. Adjusting the two improved process for different feed gas pressure,rich or lean gas and respectively obtained processes applying to medium pressure condensate gas,low pressure oil-associated gas and high pressure condensate gas. By using HYSYS software to simulate and analyze the three processes,the results showed that the improved processⅠhad high propane recovery(>99%)in medium and high pressure condensate gas,but the improved effect for low pressure oil-associated gas was relatively unsatisfactory. Furthermore,the improved processⅠhad more energy consumption for high pressure condensate gas. The improved process Ⅱ indicated the high propane recovery(>99%)at different feed gas pressure and low energy consumption,and was an efficient process with high propane recovery,wide range of adaptation and low energy consumption. Thus,the improved process Ⅱ was the best process of the three processes,but the improved processⅠcould be a referable process under certain special conditions.
direct heat exchange(DHX);propane recovery;improved processes;process simulation;HYSYS
TE64
A
1000–6613(2017)10–3648–09
10.16085/j.issn.1000-6613.2017-0013
2017-01-04;
2017-06-20。
张世坚(1992—),男,硕士研究生,主要从事天然气集输处理。E-mail:497837717@qq.com。