双储罐替代恒全回流半连续精馏操作方式的研究
2017-10-20李娟吕灵娟白鹏郭翔海
李娟,吕灵娟,白鹏,郭翔海
双储罐替代恒全回流半连续精馏操作方式的研究
李娟,吕灵娟,白鹏,郭翔海
(天津大学化工学院制药工程系,教育部系统生物工程教育部重点实验室,天津 300350)
提出双储罐替代的恒全回流半连续精馏操作方式(SCTR),该操作方式中塔顶和塔釜的双储罐分别交替使用,使精馏塔处于恒全回流状态,并能进行半连续地产品采出和原料补充。通过Matlab编程进行模拟,以轻重组分回收率、单位时间总产量(..)等作为指标,在不同进料情况下对各参数的优化,包括储罐总体积、各储罐体积等。模拟结果表明,SCTR操作方式与恒回流比间歇精馏操作方式相比,最多可节省操作时间32%,与塔顶单储罐动态累积循环全回流间歇精馏相比,操作时间相近,与多储罐动态累积循环全回流间歇精馏操作方式相比,耗时略高。适用于轻组分浓度低的二元组分的分离。采用乙醇/正丙醇物系验证了该操作方式在进料浓度分别为0.2、0.5和0.8情况下的可行性和操作的简单灵活。
分离;设计;计算机模拟
间歇精馏又称分批精馏,是较早使用的分离技术之一,被广泛应用于制药、精细化工及轻工等高附加值产品的小批量生产中,其优点是设备简单、操作灵活等[1]。关于间歇精馏的研究,主要有两个方向:①新型精馏塔结构的研究与开发;②操作方式的优化。
新型结构的精馏塔根据持液储罐安装位置的不同划分为提馏式间歇精馏塔、中间储罐间歇精馏塔、塔身多储罐间歇精馏塔等;按照操作方式不同可划分为恒回流比操作方式、恒馏出液浓度操作方式、优化变回流比操作方式以及全回流操作方式。
其中,循环全回流操作按全回流循环次数和储罐个数可分为3种:①塔顶单储罐多次全回流-全采出切换[2-3];②塔顶双储罐多次全回流-全采出操 作[4-5];③塔身多储罐全回流间歇精馏[6-9]。上述3种循环全回流操作均为间歇分批操作,每批物料的开车和停工都会有一定的延长时间,且在同一时间只能通过塔顶分离轻组分,无法同时实现对重组分产品的采出。
基于此背景,本文提出双储罐替代的恒全回流半连续精馏操作方式(SCTR)。通过塔顶和塔釜双储罐的交替使用实现恒全回流状态的半连续精馏过程,其操作步骤为:①精馏塔塔顶和塔釜各有两个充满原料的储罐通过三通阀与精馏塔连接;②旋转阀门使塔顶和塔釜各一个储罐与精馏塔接通,进行全回流操作;③塔顶储罐浓度达标时,以装入待分离原料的塔顶储罐代替已达标的储罐,继续全回流操作;④塔釜储罐浓度达标时,以装入待分离原料的塔釜储罐代替已达标的储罐,继续全回流操作;根据塔顶储罐和塔釜储罐的产品浓度,选择步骤③或④,直至结束操作。这样可以同时在塔顶和塔釜分别采出轻组分和重组分,以原料代替塔顶回流的冷凝液,相当于给精馏体系加入原料,因此称为半连续操作。
1 模拟流程与结果
将塔顶和塔釜的双储罐视为单储罐,采出产品时两储罐间的切换可视为单储罐内持液浓度发生变化,即储罐内持液的浓度瞬间由合格产品的浓度变为待分离原料的浓度。同时,将塔顶储罐持液视为塔顶冷凝器持液,但不视为一块理论板;塔釜储罐视为塔釜持液的一部分,且视为一块理论板。本文采用平衡级动态精馏模型,并进行以下假设。
(1)理论板假设 各塔板均视为理论板,符合全混级假设(气液相完全混合)和平衡级假设(气液相处于相平衡)。
(2)恒摩尔流假设。
(3)塔顶储罐、塔釜储罐、塔板的静持液量恒定。
(4)塔釜视为一个平衡级。
(5)恒定的相对挥发度。
采用4~5阶Runge-Kutta法(ODE45),模拟计算是从全回流开始,不包括开车阶段,因此精馏操作初始时,假设全塔浓度均等于进料浓度F。
1.1 评价指标
塔顶和塔釜产品轻组分浓度要求分别为0.99和0.01,分离效果的评价指标有:操作时间(),轻组分收率(L),重组分收率(H)和单位时间总产量()。
1.2 模拟结果与讨论
模拟过程主要参数设定如表1所示。
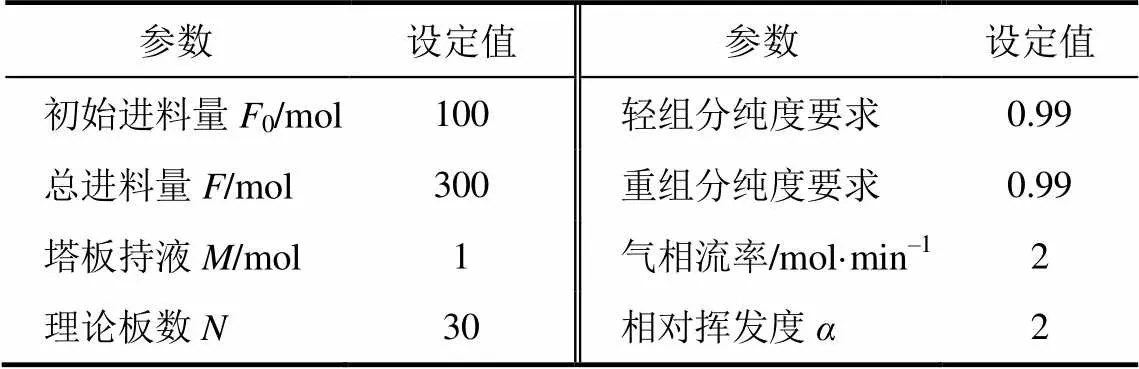
表1 模拟计算设定参数
1.2.1 储罐总体积对分离效果的影响
储罐总体积对分离效果的影响主要是通过影响塔釜再沸器的持液量来实现。任意时刻,精馏塔内总物料量一定,各塔板持液量固定,从而塔顶和塔釜储罐总体积的大小决定了再沸器中剩余持液量,而再沸器中剩余持液量的大小,决定了每次塔釜储罐采出与补料后,塔釜再沸器与塔釜储罐内的平均浓度是否接近分离原料浓度。储罐总体积对分离效果的影响如表2。
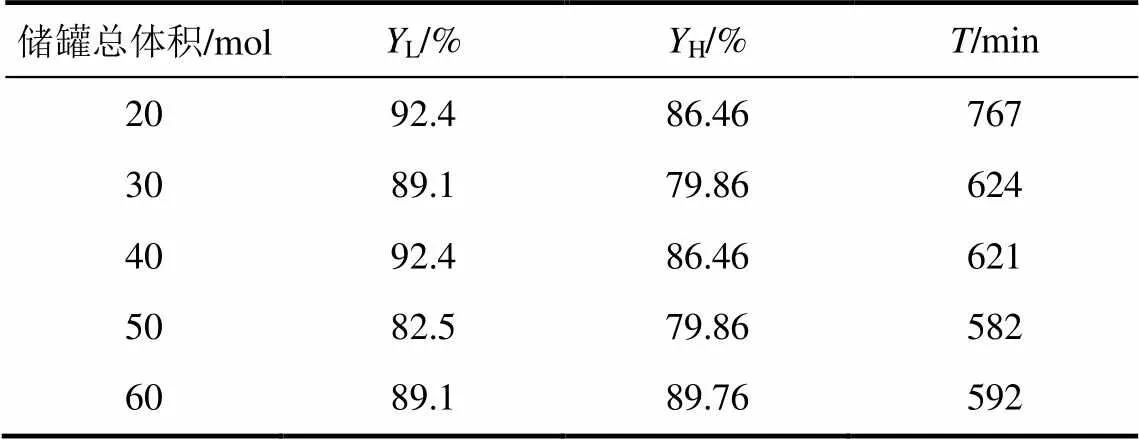
表2 储罐总体积对分离效果的影响
注:进料浓度F=0.5。
从回收率看,储罐总体积为20mol、40mol、60mol时轻组分回收率L和重组分回收率H均较高,且储罐总体积为60mol时精馏操作时间最短,因此在之后的模拟计算中,均采用60mol作为储罐总体积。
1.2.2 储罐容积及进料浓度对分离效果的影响
进料浓度较低时,塔顶储罐过大,可能导致只能采出一次塔顶轻组分,精馏操作结束时,塔顶储罐内物料达不到合格标准而成为过渡馏分。若塔顶储罐较小,可以少量多次采出,从而尽可能地得到更多的合格产品。具体情况如表3所示。

表3 储罐容积及进料浓度对分离效果的影响
由表3可知:①进料浓度较低时,如0.2、0.3,选用较小的塔顶储罐(10mol)可以得到较高的回收率(L和H)和单位时间总产量(..),对间歇精馏操作有利;②中等进料浓度(F=0.5)时,塔顶储罐体积为35mol,塔釜储罐体积为25mol,塔釜总持液量为36mol,即中等进料浓度时,塔顶储罐与塔釜总持液量接近时对间歇精馏操作有利;③进料浓度较高时,应该采用较大的塔顶储罐,每次尽可能多地从塔顶采出合格产品。进料浓度低时,采用较小的塔顶储罐体积可以减少对塔内全回流后平衡状态的影响。因此,进料浓度偏低时,应采用较小的塔顶储罐以提高回收率,缩短操作时间。
1.2.3 多次循环的稳定性
针对不同进料浓度,分别在1.2.2节中得到的较优操作条件下操作60个循环。进料浓度为0.2时的循环结果如图1所示,储罐产品采出时间的变化见图2。进料浓度为0.5和0.8时具有相似的变化趋势。
由图1、图2可知,SCTR操作方式在多次循环时仍然稳定,且塔顶塔釜储罐的采出时间与循环次数存在一定的正比关系,可通过循环次数分别预估塔顶和塔釜储罐的采出时间。
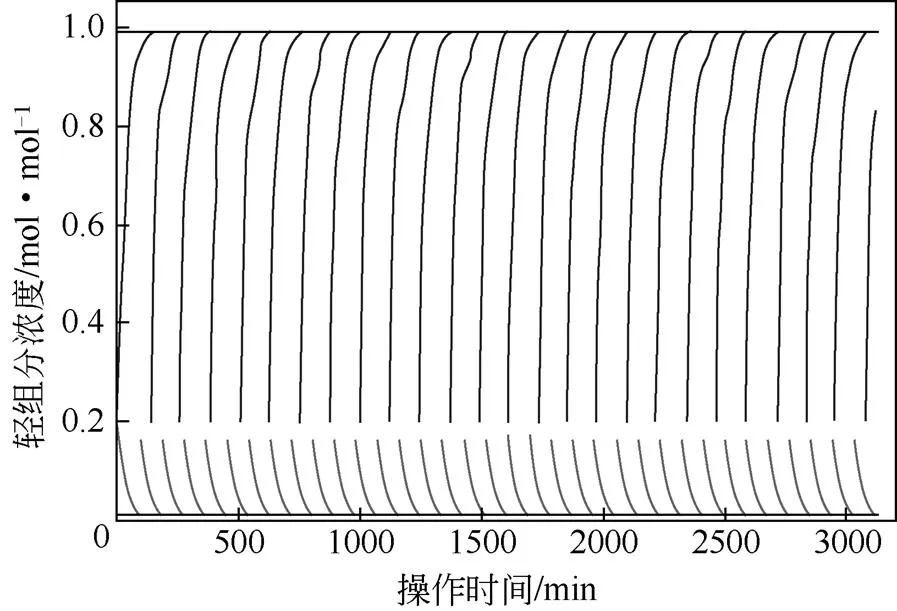
图1 60次循环的浓度变化图
(F=0.2,=2.0)

图2 采出时间与循环次数的关系
(F=0.2)
1.2.4 处理能力
模拟了低进料浓度(F=0.2)和高进料浓度(F=0.8)时总进料量从300mol递增时新操作方式的分离效果,模拟结果如图3所示。
进料浓度为0.2时,重组分收率随处理量增加而增加,而轻组分收率呈较大波动性。这是由于进料浓度较低时,塔内重组分较多,轻组分较少,对于一定的处理量,最后一次进料之后,塔顶储罐内轻组分浓度能否达标采出,对轻组分收率有很大影响。重组分位于塔釜,最后一批物料时,即使塔顶储罐内产品不达标,塔釜内产品大多数时候能够达到采出标准,因此重组分收率较高。同理,当进料浓度较高时,则表现为塔釜储罐内重组分浓度能否达标采出对重组分收率的影响较大。
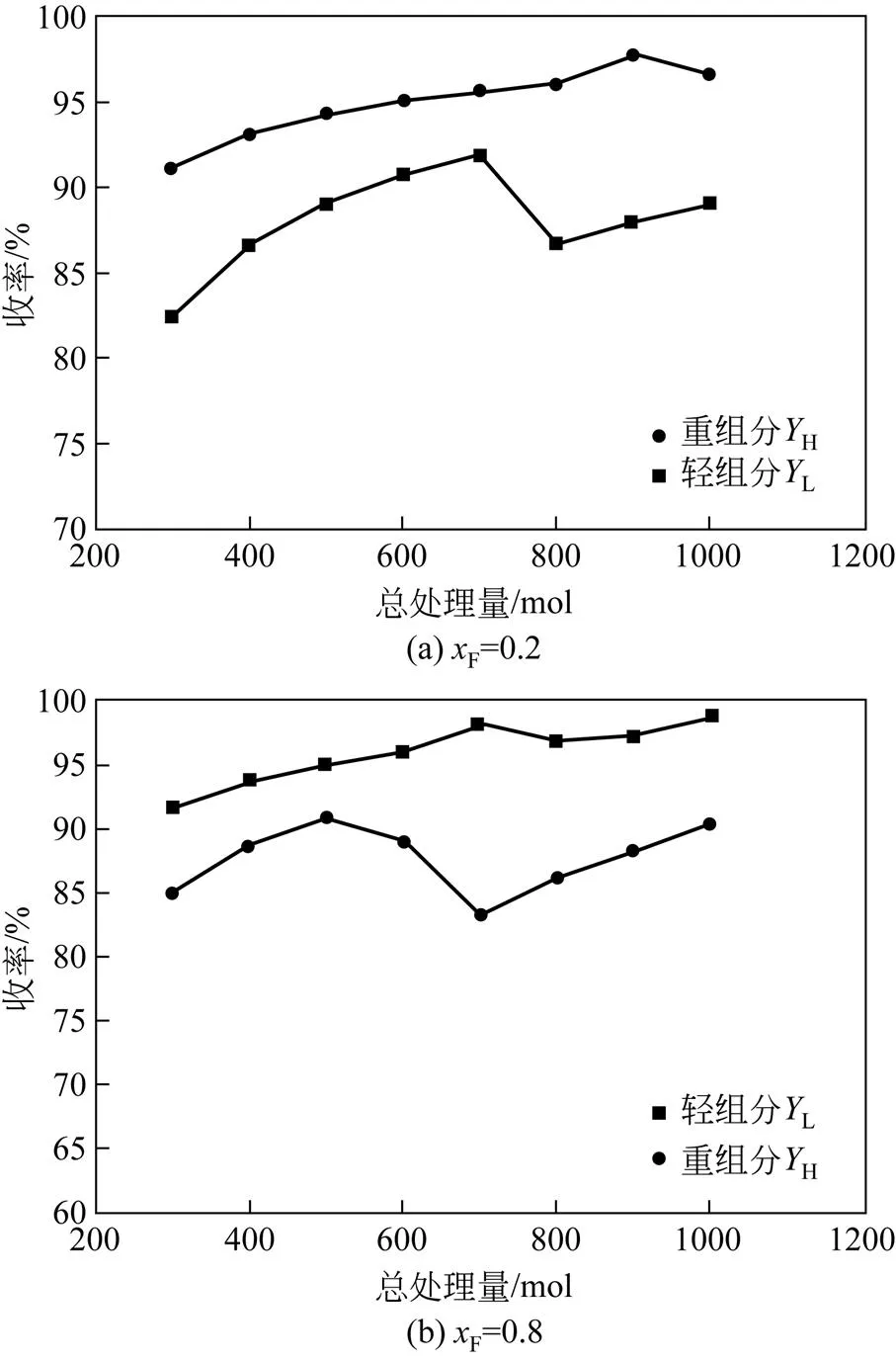
图3 轻重组分的收率
(=2.0)
1.2.5 与其他操作方式的比较
不同操作方式间的比较如表4所示,以SCTR的操作时间为基准,高于SCTR操作时间的为正值,反之,取负值。
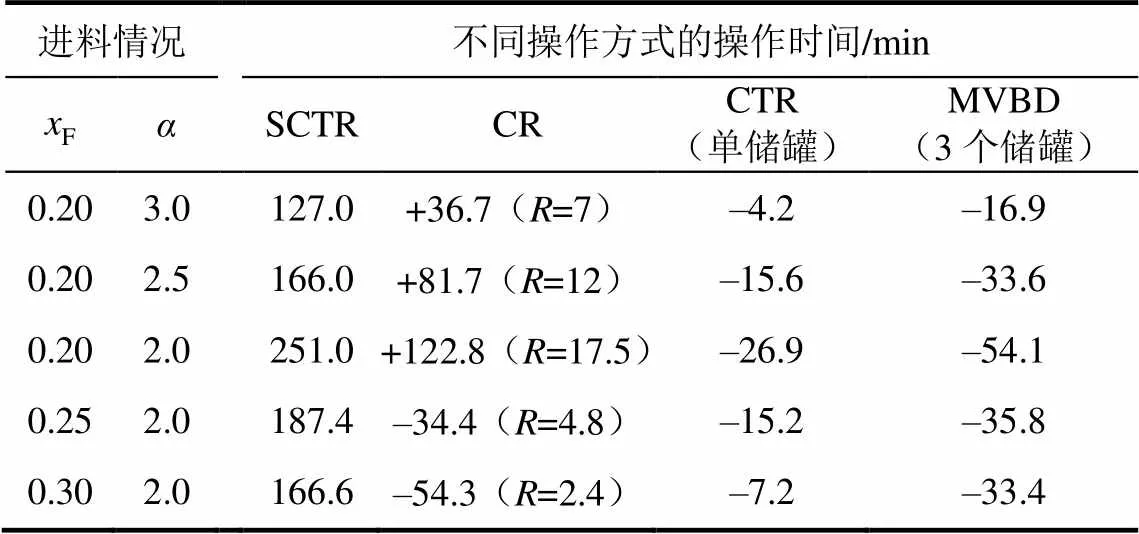
表4 不同操作方式的比较
注:操作时间为获得30mol轻组分所需时间。
在低进料浓度低相对挥发度时,恒全回流半连续精馏操作方式相较恒回流比操作方式最多可缩短约33%,与塔顶单储罐多次全回流-全采出操作(CTR)、塔身多储罐恒全回流间歇精馏(MVBD)相比,则没有优势。在进料浓度和相对挥发度其中一个相对较高时,恒全回流半连续精馏操作方式所用操作时间与塔顶单储罐多次全回流-全采出操作相近。但考虑到CTR和MVBD为分批操作,每批物料的开车和停工期较长,而恒全回流半连续精馏(SCTR)可实现半连续地产品采出与物料的补充,进行多个采出周期时可节省更多时间。由表4可知,恒全回流半连续精馏(SCTR)操作方式更适用于相对挥发度较低的低浓度二元组分的分离。
2 实验部分
2.1 实验装置与设计参数
塔釜为500mL三口烧瓶,采用可调电压的电加热套用于给塔釜再沸器加热,塔节为内径30mm的玻璃管,长80cm,塔节内装有3×3的不锈钢θ网环填料,填料层高度70cm(理论板数为7),如图4。储罐通过软管与精馏塔相连,通过夹子实现连接切断。
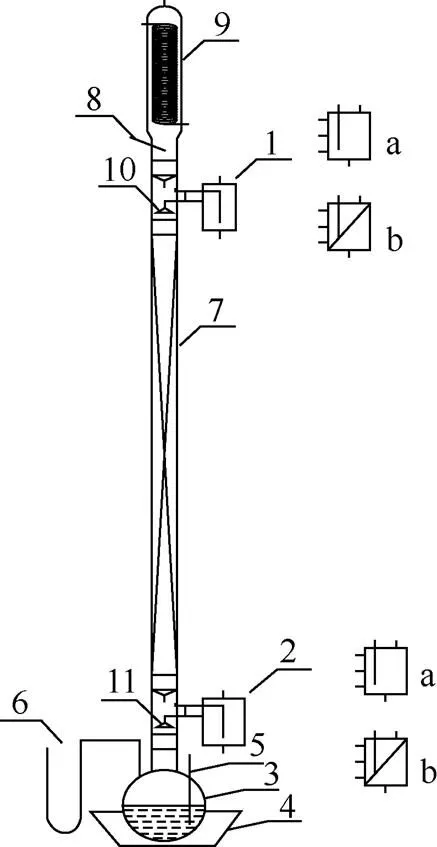
图4 实验装置图
1—塔顶储罐 1a/1b;2—塔釜储罐 2a/2b;3—再沸器;4—电加热套; 5、8—温度计;6—压差计;7—填料塔节;9—冷凝器;10、11—液体分布器
实验物系为乙醇/正丙醇。参考模拟过程中,当F为0.2时,进料轻组分含量为塔顶储罐最佳容积的2倍,当F为0.8时,进料轻组分含量为塔顶储罐最佳容积的1.6倍,当F为0.5时,保证塔顶储罐容积与塔釜总持液相近,且塔釜再沸器能够提供足够的上升蒸汽。针对进料浓度设计3组实验,见表5。原料全部从塔顶储罐加入,由储罐溢流进入精馏塔,从塔节流入塔釜储罐,再溢流进入塔釜。塔顶塔釜储罐的乙醇产品浓度要求分别为0.95和0.05,每20min从储罐取样进行气相色谱检测。
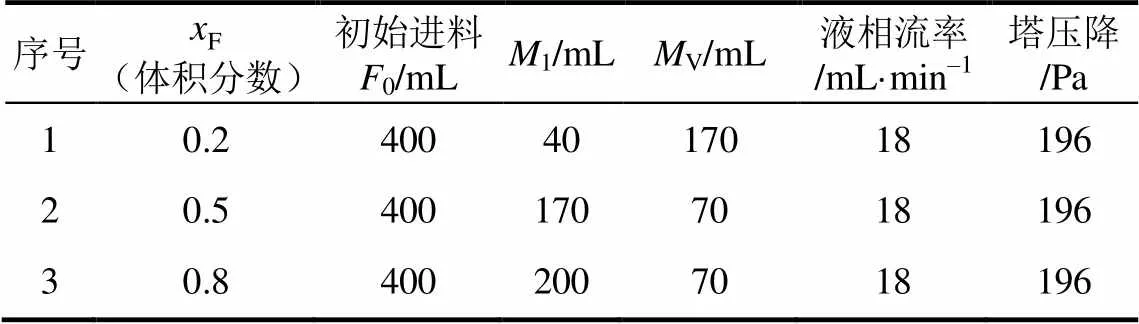
表5 恒全回流半连续精馏实验设计参数
2.2 实验结果与讨论
3组实验的结果见表6及图5。当储罐内浓度达到要求时,装有原料的储罐立刻替代产品已达标的储罐与精馏塔连接,因此在图上表现为储罐内浓度瞬间变为原料浓度。3组实验均可实现塔顶和塔釜的多次采出,唯一不同的是塔顶和塔釜产品采出的顺序和时间。

表6 恒全回流半连续精馏实验结果
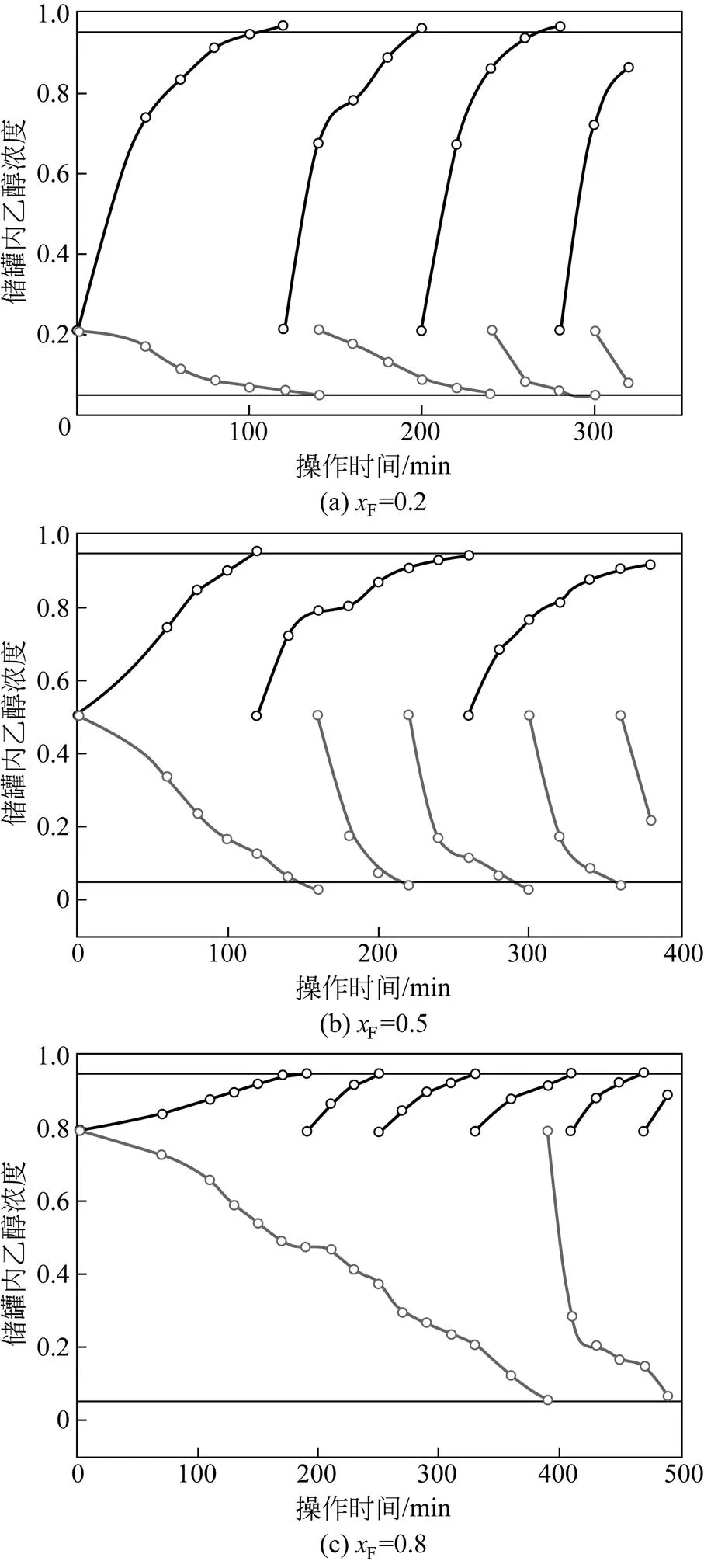
图5 储罐内乙醇浓度变化
储罐内浓度变化曲线与模拟得到的浓度变化曲线具有相似的规律与趋势,且可以同时在塔顶和塔釜分别采出轻组分产品和重组分产品,说明恒全回流半连续精馏操作方式具有可操作性,本文所建立的数学模型能够较好地描述精馏塔内浓度变化 情况。
3 结论
基于现有循环全回流操作均为间歇操作,且无法同时获得轻组分和重组分产品,本文提出塔顶塔釜双储罐交替使用的循环全回流半连续精馏操作,在操作过程中,以原料代替塔顶回流的冷凝液,相当于给精馏体系加入原料,从而实现半连续操作。采用Matlab软件建立数学模型并进行优化研究,与恒回流比操作方式相比,可节省操作时间达32%。综合考虑,SCTR更适用于相对挥发度较低的低浓度二元组分的分离,采用合适的塔顶塔釜储罐容积,可同时在塔顶塔釜分别得到轻组分产品和重组分 产品。
本文作者所选取的进料浓度并未全面覆盖,且每批次储罐的替换会带来返混,对整个精馏塔内浓度梯度与稳定性的影响较大,需要进一步考察并建立更加严格的数学模型。
[1] 晋正茂,王维德.间歇精馏模拟及操作方式的研究进展[J].化工技术与开发,2006,35(9):34-38.
JIN Z M,WANG W D.Research progress on simulation and operation model of batch distillation[J].Technology & Development of Chemical Industry,2006,35(9):34-38.
[2] SØRRENSEN E,SKOGESTAD S.Optimal operating policies of batch distillation with emphasis on the cyclic operating policy[J].Proceedings Process Systems Engineering,1994,449:449-456.
[3] SØRRENSEN E,PRENZLER M.A cyclic operating policy for batch distillation—theory and practice[J]. Computers & Chemical Engineering,1999,23(4/5):533-542.
[5] 白鹏,骆淑莉,黄家铭,等.动态累积间歇精馏操作方法研究[J]. 化工生产与技术,2004,11(6):32-34.
BAI P,LUO S L,HUANG J M,et al.Study on dynamic- accumulation cyclic operation[J].Chemical Production and Technology,2004,11(6):32-34.
[6] BAI P,HUA C,LI X G,et al.Cyclic total reflux batch distillation with two reflux drums[J].Chemical Engineering Science,2005,60(21):5845~5851.
[7] TANG K,BAI P,LI G Z.Total reflux operation of multivessel batch distillation for separation of binary mixtures[J].Chinese Journal of Chemical Engineering,2014,22(6):622-627.
[8] WITTGENS B,LITTO R,SØRRENSEN E,et al.Total reflux operation of multivessel batch distillation[J].Computers & Chemical Engineering,1996,20(96):S1041-S1046.
[9] 蔡炜炜,陈立峰,李文秀,等.动态累积间歇精馏新操作方式研究[J].现代化工,2010,30(s1):58-61.
CAI W W,CHEN L F,LI W X,et al.Study on a novel operation of dynamic-accumulation batch distillation[J]. Modern Chemical Industry,2010,30(s1):58-61.
[10] 张兵,陈立峰,李文秀,等.双回流动态累积间歇精馏全过程的研究[J]. 现代化工,2011,31(s1):377-381.
ZHANG B,CHEN L F,LI W X,et al.Study on dynamic-accumulation batch distillation of a noveloperation tower with double-reflux[J]. Modern Chemical Industry,2011,31(s1):377-381.
Study on operation mode of vessels-alternated semi-continuous distillation with constant total reflux
LI Juan,LV Lingjuan,BAIPeng,GUO Xianghai
(Key Laboratory of Systems Bioengineering,Ministry of Education,Department of Pharmaceutical Engineering,School of Chemical Engineering and Technology,Tianjin University,Tianjin 300350,China)
The present work proposed a new operation mode named the vessels-alternated semi-continuous distillation with constant total reflux(SCTR). In the new mode, the column was under total reflux all the time with two reflux drums working in turn at both the top and the bottom, respectively. A simulation was conducted by Matlab to study the discharging policy and optimize the operating parameters including the total holdup and distribution of vessels. The optimization was done according to the product yield both of light and heavy components, as well as the amount of total product per unit time(P.I.). Compared with operation mode of constant reflux(CR),SCTR can save the operation time by more than 32%. It took almost the same time to operate compared with CTR with one vessel, but more time than the MVBD with three vessels. The results showed that the SCTR operation was more suitable for separation of binary mixtures with low concentration of light component. But it was advantageous in realizing semicontinuous operation by discharging product and replenishing feed periodically. Experiments with ethanol-propanol system in different feed concentrations(0.2、0.5 and 0.8)were presented, which confirmed the operation feasibility and simplicity of the new operation mode.
separation;design;computer simulation
TQ028.1+3
A
1000–6613(2017)10–3619–06
10.16085/j.issn.1000-6613.2016-2079
2016-11-14;
2016-12-03。
天津大学自主创新基金(2016XZC-0071)及天津市自然科学基金(16JCYBJC20300)项目。
李娟(1991—),女,硕士研究生。
郭翔海,副教授。E-mail:guoxh@tju.edu.cn。