火电厂抗燃油监督存在问题分析及对策
2017-10-19王红卫孙晓东
王红卫,孙晓东
(1.华电国际技术服务中心,山东 济南 250216;2.西安热工研究院有限公司,陕西 西安 710032)
火电厂抗燃油监督存在问题分析及对策
王红卫1,孙晓东2
(1.华电国际技术服务中心,山东 济南 250216;2.西安热工研究院有限公司,陕西 西安 710032)
根据现场调研报告,对火电厂机组抗燃油在运行过程中发生劣化的原因进行分析,指出运行油温过高、油中水分超标、旁路再生装置效果差、油质维护方法不正确均是抗燃油在运行过程中发生劣化的主要因素,并提出了抗燃油维护方法及监督措施。
抗燃油;运行温度;水分;再生装置;维护方法
0 引言
随着我国电力工业的快速发展,大容量机组越来越多,机组调速系统因特殊的使用环境及要求,大多使用抗燃油。抗燃油具有良好的润滑性、抗燃性和稳定性,可提高DEH控制系统的动态响应品质,主要为汽轮机、给水泵小汽轮机及高压保安系统提供安全、稳定的动力用油和控制用油,完成阀门驱动及快速遮断汽轮机等功能。机组抗燃油理化指标,如水分、酸值、体积电阻率、泡沫特性、颗粒度等必须合格。若抗燃油油质超标,会造成调速系统腐蚀、卡涩、泄漏,油质氧化严重时会产生油泥,缩短油质使用寿命。个别电厂抗燃油经长期运行后指标发生超标,若处理不当会引发其他指标也超标,给机组运行带来严重的安全隐患,并增加运行维护的难度。
因此,需对抗燃油劣化的原因和预防措施进行讨论分析,以确保油质指标合格,保证机组安全经济运行。
1 抗燃油劣化的原因分析
1.1 运行温度对油质的影响
抗燃油的成分为三芳基磷酸酯,在常温下不易氧化,但在较高温度下其氧化速率剧增。运行中油温一般控制在35—55 ℃,同时应杜绝局部过热,但由于设备或人为原因,过热现象时有发生。因此,运行油温高是油质劣化的重要因素之一。
某台600 MW机组,由于冬季环境温度低,机组水冷壁管频繁泄漏,机组启停频繁。从PI系统查知,该机组启动过程中油温高达90 ℃,抗燃油管路距油动机较近,保温隔离效果差,油温达到88 ℃,导致电阻率降至1.23×109Ω·cm,酸值升高到0.69 mg KOH/g。在系统检查时,发现油箱内加热棒积满碳化物,如图1所示;油箱底部有大量脱落碳化物,如图2所示。该机组仅运行1年时间,就因运行油温过高发生严重劣化而不得不更换新油。
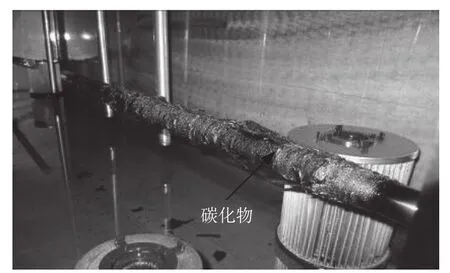
图1 加热棒附着一层较厚的黑色碳化物
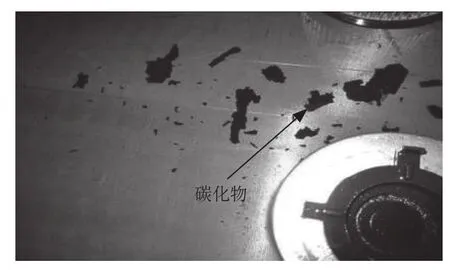
图2 加热棒脱落下来的碳化物在油箱底
1.2 水分对油质的影响
抗燃油属于合成酯类化合物,容易吸潮并且遇水极易发生水解反应生成酚和羧酸,生成的羧酸还可作为水解反应的催化剂。抗燃油的水解不仅会引起酸值增大、粘度变化、产生油泥,还会加速油质劣化、缩短油品使用寿命。因此,水分是油质劣化的主要因素之一。
运行过程中,应注意更换油箱顶部呼吸器中的干燥剂,防止空气中的潮气污染抗燃油;还应控制离子交换树脂再生后对油质造成的水分污染。
某厂因冷油器渗漏使抗燃油系统水分超标,经抢修将冷油器渗水问题解决,但因现场未采取有效的处理手段,造成油质水分含量长期高于2 000 mg/L,严重超标,导致酸值逐渐增加、电阻率逐渐降低。在停机小修过程中,使用离子交换树脂滤芯将酸值和电阻率处理到合格范围内,但是开机后水分仍超出标准要求。再次经过吸附脱水、再生处理后油质恢复到运行油标准,解决了油质超标问题。具体的抗燃油分析情况如表1所示。
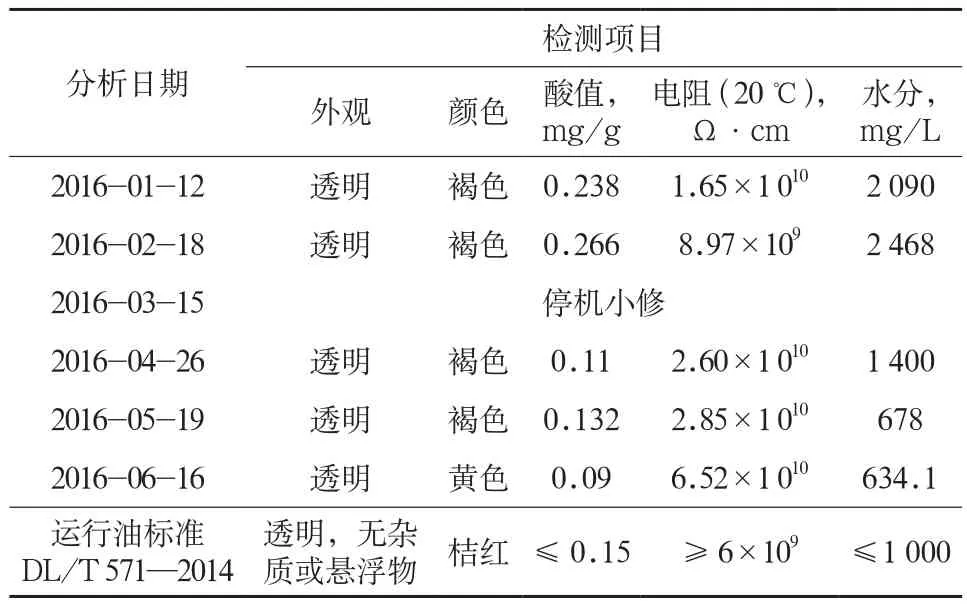
表1 1 000 MW机组抗燃油分析
1.3 旁路再生装置效果差
抗燃油系统都设有旁路再生装置,主要由硅藻土吸附剂滤芯和纤维滤芯组成,前者用于吸附劣化产物,后者用于过滤颗粒物。现场调研表明,大多数电厂均未按DL/T 571—2014《电厂用磷酸酯抗燃油运行维护导则》的要求,在机组启动的同时开启旁路再生装置,形成这种局面的主要原因有以下2点。
1.3.1 旁路再生装置对油质改进功效不大
硅藻土的再生原理为物理吸附。现场调研表明,硅藻土仅对酸性化合物有效果,当酸值过高时,对酸性化合物的处理效率较低,并且对其他油质指标处理效果欠佳。
1.3.2 投运硅藻土再生装置引起颗粒度超标
硅藻土由原矿进行筛分获得,筛分获得的颗粒分布不均匀,大颗粒上附着大量小颗粒,且硅藻土强度差,在油流中很容易破碎或小颗粒脱落。脱落的小颗粒随油流进入系统,将影响油质颗粒度指标。
因此,再生装置效果差也是油质劣化的主要因素之一,为此应选择再生效果优异的旁路再生装置,以替代硅藻土再生装置,满足油质的维护需要。
1.4 油质维护方法不正确
据调研,某些电厂油质不合格就采取补充新油的方式来改善油质指标。然而,补油少了,不起作用;大量补油,会导致油泥析出,影响机组安全。补入新油仅能短时间改善油质指标,并没有彻底去除油质劣化产物,残留在油中的劣化产物会起催化劣化作用,导致补入新油后短时间内油质再次发生严重劣化变质。因此,油质维护方法的不正确也是油质劣化的重要因素之一。
2 运行监督维护措施
依据上述油质劣化原因分析及多年抗燃油的维护经验,为了保持运行抗燃油各项性能指标优良,必须严格按DL/T 571—2014的要求,做好抗燃油各阶段监督和维护工作。同时,还应加强如下几项工作。
(1) 设备安装及大修后,系统油管路短接,然后使用合格的抗燃油进行循环冲洗,冲洗至颗粒度合格后,再将调门接入系统继续冲洗,冲洗至合格后机组方可启动。
(2) 对油系统定期检查,如发现精滤器压差异常,说明滤芯堵塞或破损,应及时查明原因,进行清洗或更换。
(3) 加强油箱底部加热投停监督工作,或将内置加热棒改在油箱外部,防止油品直接与加热棒接触产生高温过热的碳化产物。油管路温度过高时,应加装冷却器或增加隔热板,消除热辐射对油品温度的影响。
(4) 油箱呼吸口干燥剂失效后要及时更换,并加强运行油的水分监督与控制。
(5) 坚持长期或定期投用高效的再生装置,并定期更换再生滤芯。高标准控制油质各项重要指标,尽量减少油中劣化产物对运行油的催化劣化作用。
(6) 油质超标时,要采取正确的维护方法对运行油进行处理,避免短时间内再次发生油质超标的问题,以免给电厂带来多次经济损失。
3 结论
运行抗燃油系统的温度控制、水分控制,使用高效的再生装置,正确的维护方法,均是保证抗燃油油质的重要措施。抗燃油在汽轮机调速系统中占据重要位置,其质量的好坏、性能的优劣直接影响机组安全。因此,要高度重视抗燃油运行的各个环节,严格按照DL/T 571—2014标准要求,做好抗燃油的监督防劣化工作。
1 高 为,李 莉.抗燃油油质异常原因分析与解决措施[J].四川电力技术,2011,34(2):82-86.
2 王国蓉.磷酸酯抗燃油劣化的原因分析及处理[J].华电技术,2012,34(7):38-41.
3 王笑微,董 晔,常治军,等.EH供油系统油泵出口滤网堵塞原因分析及污染防控[J].中国电力,2014,7(5):432-34.
4 倪荣花,孙晓东,刘晓莹.抗燃油换油后酸值快速超标原因分析及处理[J].中国电力,2016,49(4):146-153.
5 汪红梅.电力用油(气)[M].北京:中国电力出版社,2015.
6 国家能源局.DL/T 571—2014电厂用磷酸酯抗燃油运行维护导则[S].北京:中国标准出版社,2015.
2017-04-22。
王红卫(1968—),女,工程师,主要从事电厂化学相关技术监督与研究工作,email:31463386@qq.com。
孙晓东(1980—),男,工程师,主要从事电力用油再生技术研究工作。
