南瓜汁混合酶解工艺研究
2017-10-18郭文娟
郭文娟
(山西省食品工业研究所,山西太原 030024)
南瓜汁混合酶解工艺研究
郭文娟*
(山西省食品工业研究所,山西太原 030024)
研究了南瓜汁混合酶解的最佳生产工艺。在单因素试验的基础上应用响应曲面法得出南瓜汁混合酶解最佳工艺条件:果胶-纤维素酶0.05%,α-淀粉酶0.65%,糖化酶0.81%,酶解温度50℃,酶解时间2 h。此工艺条件下,南瓜汁可溶性固形物含量为5.46%。
南瓜汁;混合酶解;制备工艺
南瓜中淀粉含量较高,可占到干质量的50%,不同品种南瓜淀粉含量的差别较大。南瓜中的不可溶性原果胶会使打浆后的南瓜浆液呈黏稠状态,极易与南瓜淀粉颗粒黏结在一起,导致南瓜汁的提取率降低。本文通过生物酶作用达到分解物料,降低黏度,提高出汁率的效果。在前期试验的基础上,本研究在酶解温度50℃,酶解时间2 h的条件下,重点研究了复合酶中果胶-纤维素酶、α-淀粉酶和糖化酶的添加量对物料可溶性固形物含量的影响,采用响应曲面法确定南瓜汁加工为速溶粉的最佳酶解工艺参数,为将来南瓜汁系列产品的开发利用提供参考依据。
1 材料与方法
1.1 材料与仪器
南瓜,市购;果胶-纤维素酶、α-淀粉酶、糖化酶,均购于北京奥博星生物技术有限责任公司;抗坏血酸、柠檬酸,阿拉丁试剂有限公司。
数显电子折光仪,上海微川精密仪器有限公司;榨汁机,美的集团股份有限公司;溶剂过滤器,上海奥特赛因斯仪器有限公司;电子天平,上海佑科仪器仪表有限公司;HH-2水溶锅,国华电器有限公司。
1.2 工艺流程
南瓜→清洗→去皮→切分、去籽→切丁→漂烫→打浆→酶解→滤汁→测定
1.3 试验方法
可溶性固形物含量测定方法:依照NY/T 2637—2014《水果和蔬菜可溶性固形物含量的测定折射仪法》测定。
将南瓜丁漂烫时,加入抗坏血酸护色。打浆后加入混合酶,酶解温度50℃,酶解时间2 h。过滤后取汁测定可溶性固形物含量。
在单因素试验的基础上,以3种酶的添加量为影响因素,以南瓜汁的可溶性固形物含量为判定指标进行响应面试验,确定不同酶的最适添加量。试验因素水平设计见表1。
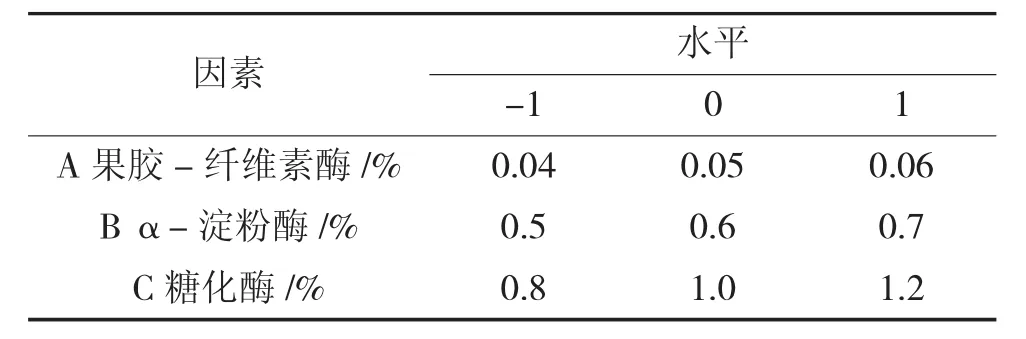
表1 响应曲面设计试验因素水平和编码
2 结果与分析
2.1 Box-Behnken试验结果
由Desing-Expert7.0统计分析软件设计出的试验矩阵及试验结果如表2所示。
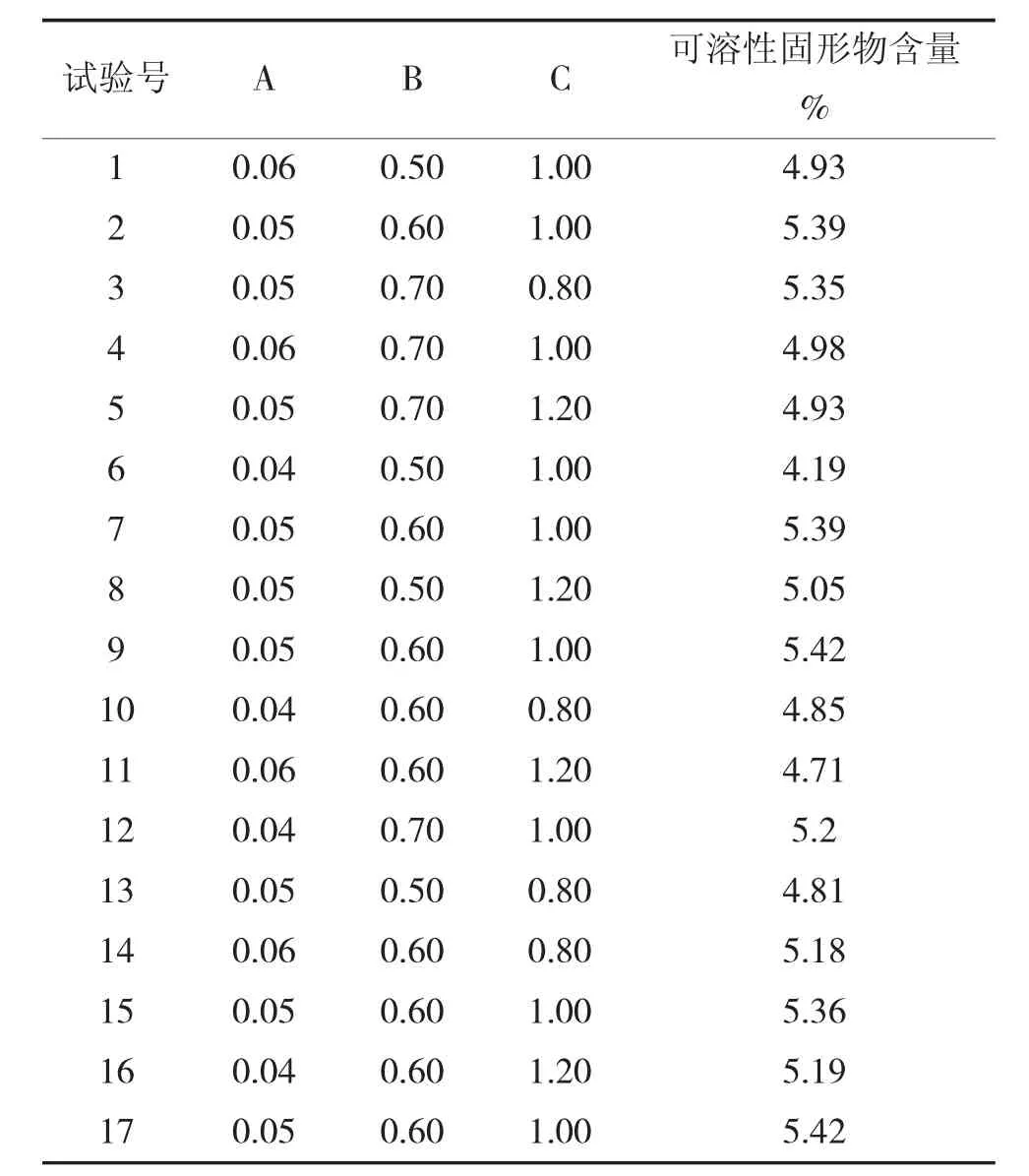
表2 响应曲面试验设计及可溶性固形物含量
2.2 回归方程拟合及方差分析
对所得数据进行回归分析,结果见表3,对各因素拟合后得到的回归方程:Y=+5.40+0.046A+0.19B-0.039C-0.24AB-0.20AC-0.17BC-0.31A2-0.26B2-0.10C2。由表3可知,因素A、B、AB、AC、BC、A2、B2、C2(P<0.05) 对试验有显著影响,模型回归拟合方程显著,说明该模型与实际拟合良好,试验方案可靠。失拟项不显著(P>0.05),说明所得方程与实际拟合中非正常误差所占比例较小,可用于试验结果分析。
2.3 响应面图分析
响应面是优化存在多因素影响试验条件的寻优方法,画出响应值与因素变量构成的响应面图和等高线图,可进行直观分析。如下页图1~图3所示,α-淀粉酶对可溶性固形物影响显著,其曲面较陡峭;果胶-纤维素酶,糖化酶不显著,曲面较平坦。因此影响可溶性固形物含量的因素主次顺序为:α-淀粉酶>果胶-纤维素酶>糖化酶。AB、AC、 BC的交互作用对试验都有显著的影响。
2.4 验证试验
采用上述最适条件进行验证试验。采用果胶-纤维素酶0.05%,α-淀粉酶0.65%,糖化酶0.81%进行酶解,得到南瓜汁可溶性固形物含量5.46%。经过3次平行试验,取平均值为5.43%,与预测值接近,说明响应曲面法对南瓜汁中可溶性固形物提取有指导意义。
3 结论
本试验应用响应曲面法对混合酶酶解南瓜汁的工艺条件进行优化,结果表明,在果胶-纤维素酶0.05%,α-淀粉酶0.65%,糖化酶0.81%,酶解温度50℃,酶解时间2 h的条件下,经酶解后的南瓜汁可溶性固形物含量最高,达5.46%。酶解后的南瓜汁即可进入后续工段,先经真空浓缩,温度50℃~60℃,真空度0.06 MPa~0.08 MPa,浓缩至固形物含量约为30%~35%。加入15%麦芽糊精和变性淀粉(麦芽糊精DE值为13%~17%;麦芽糊精∶变性淀粉为1.5∶1),配料、均质(均质压力20 MPa~30 MPa) 后进行喷雾干燥,所得南瓜速溶粉的溶解性为99.1%,褐变指数为0.10。
[1]翟金霞,赵瑞娟,刘洋,等.混合酶法制备高含量可溶性糖南瓜粉[J].天津科技大学,2009,24(4):29-30.
[2]刘洋,屈淑平,崔崇士.南瓜营养品质与功能成分研究现状与展望[J].中国瓜菜,2006(2):27-29.
[3]贺小琼.南瓜的营养与保健[J].中国食物与营养,2003(8):43-46.
[4]金桂英.南瓜粉的营养药用价值与开发利用[J].福建农业科技,1998,15(2):26-27.
[5]曹炜,陈锦屏,李红民.南瓜酶法制汁工艺研究[J].西北大学学报,2000,30(3):44-46.
[6]张芳,蒋作明,章恩明.南瓜的功能特性及其在食品工业中的应用[J]. 食品工业科技,2000,21(6):62-63.
[7]XU H L.Integrated dry land weed control in nature farming systems[J].International Nature Farming Re-search Center,2004,6:7-11.
[8]许春英,乔长晟,贾士儒,等.天然南瓜粉生产工艺及关键技术的研究[J].食品科学,2007,28(1):377-379.
[9]秦蓝,许时婴,王璋.采用酶法液化技术制取高品质的南瓜汁[J].食品与发酵工业,2003,29(12):48-53.
[10]王志艳,郑江枫,林河通,等.南瓜加工技术研究进展[J].包装与食品机械,2012,30(5):35-39.
Study on pumpkin juice production process with mixed enzyme solution
GUOWenjuan*
(Shanxi food industrial research institue,Shanxi Taiyuan 030024,China)
The optimal process of pumpkin juice was confirmed.Based on the single factor experiments,the response surface method was employed to optimize the preparing conditions:addition quantity of pectin-cellulose enzyme 0.05%,alpha amylase 0.65%,saccharifying enzyme 0.81%,Under this condition,soluble solids content of pumpkin juice was 5.46.
pumpkin juice;mixed enzyme solution;production process
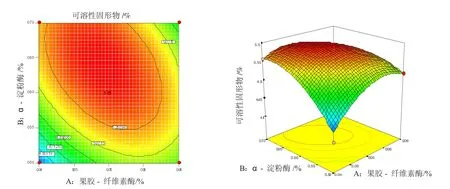
图1 果胶-纤维素酶、α-淀粉酶添加量对可溶性固形物含量的影响

图2 果胶-纤维素酶、糖化酶添加量对可溶性固形物含量的影响
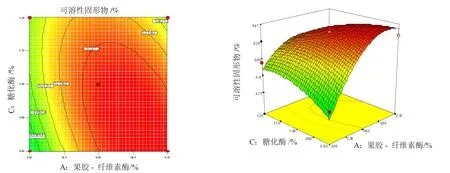
图3 α-淀粉酶、糖化酶添加量对可溶性固形物含量的影响
TS225.36
A
1673-6044(2017)03-0037-03
10.3969/j.issn.1673-6044.2017.03.012
*郭文娟,女,1982年出生,2009年毕业于山西农业大学农产品加工贮藏专业,工程师。
2017-07-03
