钛合金和异种金属的焊接研究现状
2017-10-17朱运锋胡裕龙
朱运锋+胡裕龙
摘 要: 综述了钛合金和铝合金、钢、铜、镁合金等异种金属的焊接研究现状,阐述了钛合金和异种金属焊接存在的问题、研究的方向和研究的进展,并指出防止生成脆性的金属间化合物是獲得良好接头的关键。
关键词: 钛合金;异种金属;焊接
异种金属焊接是指将两种不同种类和性能的金属材料通过特定的焊接工艺连接在一起并形成具有完整性和预期使用性能的结构件[1]。由于异种金属连接的特殊性,常用方法有扩散焊、搅拌摩擦焊、熔钎焊、激光焊、冷压焊等特种连接技术。钛合金因具有比强度和热导率高、耐腐蚀性和生物相容性好等优点而被广泛的应用在航空航天、医疗器械等行业中[2]。研究钛合金和异种金属的焊接是充分发挥钛合金的优异性能和扩展其应用范围的有效途径。当前,主要的研究热点有钛合金和铝合金、钢、铜合金、镁合金等异种金属的焊接。
1 钛合金和铝合金的焊接
钛合金和铝合金的焊接问题随着航空航天工业的发展而受到各个国家和众多研究者的重视。然而由于钛合金和铝合金在晶体结构、热膨胀系数、熔点和热导率等方面存在着较大的差异,常规的焊接方法很难获得可以满足使用要求的焊接接头。为了解决钛合金和铝合金在焊接过程中存在的问题,研究者对钛合金/铝合金的扩散焊、搅拌摩擦焊、电子束熔钎焊、激光焊、真空钎焊、液相扩散焊等方法进行了大量实验和研究[3-6]。
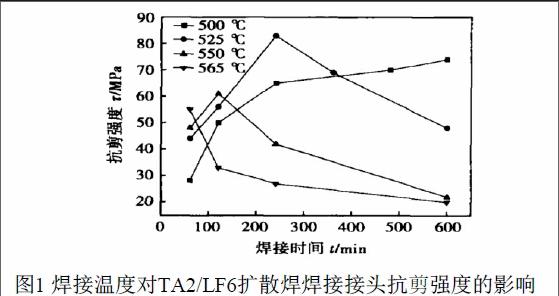
姚为等[7]采用扩散焊技术对TA2/LF6异种金属进行了实验,研究发现当焊接温度超过525℃时,Ti/Al/Mg三种元素将会发生扩散反应生成Al18Ti2Mg3型中间相,焊接接头的结合强度取决于扩散反应产生的新相区和固溶冶金结合区,结合强度随扩散反应新相区的增大而降低,随固溶冶金结合区的增大而升高。图1显示了焊接温度对TA2/LF6扩散焊焊接接头剪切强度的影响。可以看出当焊接温度为500℃时,焊接接头的抗剪强度随保温时间的延长而增加,当保温时间为600 min时达到最大值74 MPa;当焊接温度为525℃时,焊接接头的抗剪强度在保温240 min 时达到最大值83MPa,之后急剧减小;当焊接温度分别为550℃和565℃时,焊接接头的抗剪强度最大值降低,分别为61 MPa 和55MPa。
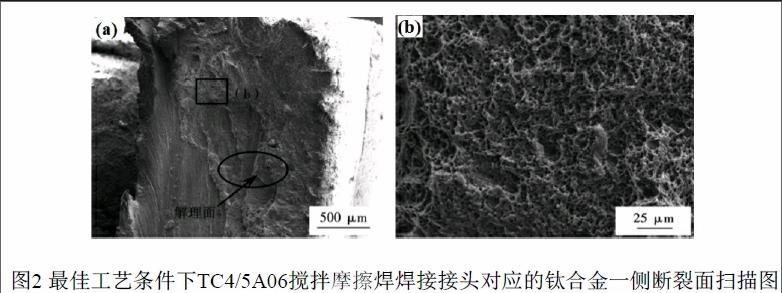
张振华等[8]对TC4钛合金与5A06铝合金进行了搅拌摩擦焊接实验,指出采用最佳工艺条件(n=1500 r/min,ν=60 mm/min,T=0.1 mm)进行焊接时获得的Ti /Al对接焊缝的抗拉强度达到可以达到5A06 铝合金抗拉强度的 88%左右,且其断裂主要发生在铝侧焊合区内。图2(a)为最佳工艺条件下TC4/5A06搅拌摩擦焊焊接接头对应的钛合金一侧断裂面扫描图。可以看出圆形标记区域为平坦光滑的脆性解理面,说明该处界面为脆性连接,界面结合强度较低。图2(b)为图2(a)矩形标记区域的局部放大图,该区域大量分布的紧密排列的韧窝说明该处界面为韧性连接,界面结合强度较高。
王亚荣等[9]采用电子束熔钎焊对TC4钛合金和5A06铝合金进行了冶金结合,研究发现Ti/Al元素在焊接过程中在界面处产生了互扩散现象,并形成了宽度约为1.0~1.6 mm的中间层,其中在钛合金一侧形成了宽度约为20~40 μm的扩散层,而在铝合金一侧则分布着大量金属间化合物。该法所形成的界面能够提高钛合金/铝合金焊接接头的力学性能。
2 钛合金和钢的焊接
钛合金/钢异种焊接复合结构不仅具有钛合金高的比强度和良好的抗腐蚀性能,还兼容了钢材料应用范围广、价格便宜的优点[10]。但由于钛合金和钢的热导率和线膨胀系数的差异性太大,且互溶性又较差,焊接时容易生成脆硬性的Ti-Fe金属间化合物,致使钛合金/钢的异种焊接困难。为了解决这些问题,研究者对有关钛合金/钢异种金属的扩散焊、钎焊、爆炸焊等焊接技术进行了深入研究和分析[11-13]。
Ting Wang等[14]对Ti6Al2Zr2Mo2V钛合金和304奥氏体不锈钢进行了电子束焊接,采用的填充材料为V/Cu基复合材料。实验表明单一的填料不能有效的抑制Ti Fe金属间化合物的生成,只有两种或者两种以上的填料才能达到抑制效果。Taeshin CHUNG等[15]分别使用了Ti+Zr基40Ti-20Zr-20Cu-20Ni钎料、银基Ag-6Pd钎料、镍基 BNi2和BNi7钎料对Ti-6Al-4V钛合金和STS304不锈钢进行了钎焊实验。实验证明,Ni基填充材料中的Ni可以有效地起到稳定元素的作用,从而降低β相的转变温度。对于Ag基填充材料来说虽然加入其他材料可以提高焊接接头的强度,但由于Ag和Ti的亲和性较差不能有效地提高填充材料的扩散。润湿角和进入钢侧母材扩散原子数BNi7≥BNi2>40>Ag-5Pd。李炎等[16]对钛与20钢爆炸焊接结合区的显微组织进行了分析,在焊接界面处的钢侧和钛侧母材内都含有高密度位错,其中,钢侧面出现了等轴细晶及变形拉长的晶粒区。结合区内可以观察到相互熔合的复合界面,说明爆炸产生的高能量使界面金属熔化,液体金属的喷射与急冷使结合区内出现微晶、微孪晶及钛的亚稳相。Yongqiang Deng等[17]用纯Ag作为填充材料对工业纯钛和304不锈钢进行压力扩散焊,实验表明Ag可以有效地抑制脆性金属间化合物Ti-Fe的形成,而Ag形成的金属间化合物承载能力较强,从而提高焊接接头的强度。
3 钛合金和铜的焊接
铜合金作为良好的导电导热材料在航空航天、化工、造船、能源等领域被广泛应用。将钛合金和铜合金焊接形成复合结构材料具有广阔的应用前景。目前为止,已经有不少的人研究过钛合金/铜异种金属的连接或焊接 [18-20]。
Lee等[21]使用锆基钎料进行Ti-Cu异种金属的钎焊,研究发现,随着钎焊时间的增加,钎料中的Zr和母材中的Ti、Cu发生反应,从而导致接头部分敏感区域由富钛相向富铜相转变。而且随着钎焊时间的变化,接头中金属间化合物的形成基本上分为三个阶段(1)焊缝界面区Ti2Cu金属间化合物的形成;(2)Ti2Cu/TiCu在和Cu2TiZr两相结构金属间化合物的形成;(3)向富铜相金属间化合物的转变,并且发现当接头由Ti2Cu/TiCu + Cu2TiZr相组成时,接头可以获得最大抗拉强度。Nizamettin等[22]利用爆炸焊进行Ti-6Al-4V板材和紫铜板材的连接,研究了不同量爆炸材料的使用对结合界面的影响。抗剪切试验发现接头断裂位置位于铜板一侧,而不是焊缝结合面处。随着爆炸材料配比的增加,界面处晶粒细化非常明显。另外,在焊缝结合面处没有发现金属间化合物的生成。Meshram 等[23]对工业纯钛和紫铜进行了摩擦焊接研究,他们发现焊接时间过长将会导致较厚金属间化合物中间层的形成,从而导致接头强度降低。赵熹华等[24]研究了钛合金和铜合金的扩散焊接,并对接头接合区形貌进行了分析讨论,试验结果表明,采用Ni、Ni/Cu复合层作为中间层时,钛合金一侧的镍扩散速度慢,并且扩散不充分,导致接头存在宏观裂纹,接头强度较低。当采用Cu作为中间层时,接头裂纹缺陷消失,强度增高。张凯锋等[25]采用Cu箔作为中间层进行TB2钛合金的扩散焊,研究发现,在所选的扩散工艺参数下,扩散接头生成 Cu3Ti2、CuTi、CuTi3金属间化合物,对接头力学性能产生严重负面影响。
4 钛合金和镁合金的焊接
镁合金因具有比强度和比刚度高、地磁屏蔽性能和阻尼性能好等优点而被广泛的应用于航空航天、汽车工业和电子產品等领域中。将钛合金和镁合金进行异种金属焊接,可以有效改善镁合金高温力学性能和耐腐蚀性能差的缺点,解决镁合金性能短板,结合钛合金和镁合金的性能优势,提高其应用范围。目前钛合金和镁合金之间主要存在着扩散焊、爆炸焊、电阻焊和搅拌摩擦焊等焊接方法[26-28]。
Watanabe等[29]对ZK60镁合金和钛合金板材进行搅拌摩擦焊,重点研究其界面扩散区的微观组织和接头的力学性能,并与纯镁-钛的搅拌摩擦焊接头进行对比。研究显示可以通过搅拌摩擦焊的方法来实现ZK60镁合金与钛合金板材之间的冶金连接。拉伸试验发现断裂面主要发生在接头界面部分的ZK60镁合金与搅拌区之间。此外,ZK60镁合金中的锌、锆等合金元素在搅拌摩擦焊过程中与钛在接头界面处发生反应形成一很薄的反应层,由于纯镁和钛合金接头界面处没有形成反应层,使得ZK60镁合金与钛合金接头的抗拉强度要高于纯镁和钛合金接头。
熊江涛等[30]以50μm厚的纯Al作为过渡金属对AZ31B镁合金/Ti-6A1-4V异种金属间进行了扩散焊实验。研究发现若保温时间控制在3h,焊接温度是改变接头微观组织、界面新生相与连接强度的重点影响因子。若焊接温度比450℃小,则在Mg/Al接触层没有共晶组织形成,不能完成镁合金和钛合金之间有效结合;若焊接温度在450℃到480℃,则焊接温度成为Mg/Al/Ti接触层的主要控制因素,主要对连接界面处反应产物的组织形貌与结构产生波动变化。若焊接温度达到470℃,保温时间达到3h,则连接界面剪切强度最高,是72.4MPa,达到了AZ31B母材(86MPa)的84.2%。
5 问题和建议
由于钛合金和异种金属的热导率和线膨胀系数存在较大差异,在焊接过程中容易形成脆性的金属间化合物,导致焊接接头强度变差。因此在焊接过程中加入适当的中间过渡金属、选择合适的焊接工艺和焊接方法对改善焊接接头的微观组织和力学性能是十分必要的。
参考文献
[1]曲文卿,董 峰,齐志刚,等.异种材料的先进连接技术[J].航空制造技术,2006(12):16-21.
[2]谢成木. 钛及钛合金铸造[M].北京:机械工业出版社,2004:20-26.
[3]Vaidya W, Horstmann M, Ventzke V, et al. Improving interfacial properties of a laser beam welded dissimilar joint of aluminum AA6056 and titanium Ti6Al4V for aeronautical applications[J]. Journal of Materials Science Letters, 2010, 45(22): 242-254.
[4]Zhao P.F., Kang H. Study on vacuum brazing of dissimilar alloys of Al/Ti[J]. Journal of Materials Engineering, 2001, 4: 25-28.
[5]李亚江,S.A. Gerasimov. Ti/Al异种材料真空扩散焊及界面结构研究.材料科学与工艺,2007,(15):206-210.
[6]白建红,傅莉等.钛合金/纯铝异种金属摩擦焊接工艺.焊接学报,2006,27(11):50-53.
[7]姚为,吴爱萍,邹贵生,等.LF6/TA2扩散焊接接头组织结构及性能[J].焊接学报,2007,22(12):89-93.
[8]张振华,沈以赴,冯晓梅,等.钛合金与铝合金复合接头的搅拌摩擦焊[J].焊接学报,2016,37(5):28-32.
[9]王亚荣,滕文华,余洋,等.铝/钛异种金属的电子束熔钎焊[J].机械工程学报,2012,48(20):88-92.
[10]Shuhai Chen, Mingxin Zhang, Jihua Huang, et al. Microstructures and mechanical property of laser butt welding of titanium alloy to stainless steel [J]. Materials and Design, 2013, 53(1): 504-511.
[11]祁凯,于治水,李瑞峰.1Cr18Ni9Ti不锈钢/Ti6A14V钛合金真空钎焊工艺研究[J].热加工工艺,2011,40(19):162-164.
[12]周荣林,郭德伦,张银根.相变扩散连接工艺参数对钛与不锈钢接头强度的影响[J].中国有色金属学报,2002,12(4):663- 667.
[13]王廷,张秉刚,陈国庆等.钛/钢异种金属焊接存在问题及研究现状[J].焊接,2009(5):29-33.
[14]Ting Wang, Binggang Zhang, Guoqing Chen, Jicai Feng. High strength electron beam welded titanium–stainless steel joint with V/Cu based composite filler metals [J]. Vacuum, 2013, 94 (1): 41-47.
[15]Taeshin CHUNG, Jungsoo KIM, Jeongseok BANG, Byoungho RHEE, Daegeun NAM. Microstructures of brazing zone between titanium alloy and stainless steel using various filler metals [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 639-644.
[16]李炎,吴逸贵,张芳松,徐国照.钛/20G钢爆炸焊接复合界面分析[J].材料开发与应用,1993,(6):28-33.
