一种船用高频整流型逆变弧焊电源
2017-10-13吴任国
吴任国
一种船用高频整流型逆变弧焊电源
吴任国
(海军驻武汉地区军事代表局,武汉 430064)
本文研制了一种高频整流型逆变弧焊电源装置。该产品前级采用了高频PWM整流技术,后级采用移相全桥变换器。通过有效的控制,使得弧焊电源能够在复杂的工作环境中稳定输出低压大电流并用于焊接。
电弧焊 高频PWM整流 移相全桥
0 引言
弧焊电源是一种应用于弧焊机中,能够适用于电弧焊负载特性的低压大电流电源[1]。在手工电弧焊中,利用弧焊电源的大电流产生的热将焊条融化,用于焊接钢材料工件。逆变式弧焊电源因其体积较小,重量较轻的优良特质,焊疤平整,焊接效果好等特点深受用户喜爱。
本电源充分考虑到弧焊电源复杂的电磁环境,采用高频PWM整流技术和移相全桥技术设计一种船用手工电弧焊电源,能够适应焊接条件下的各种恶劣环境,是一种先进的弧焊电源。
1 弧焊电源系统组成
高频整流型逆变弧焊电源包括:高频PWM整流器,移相全桥变换器。弧焊电源系统组成如图1所示,前级PWM整流器将三相380 V交流输入电源转化为700 V直流。后级移相全桥变换器将PWM整流器产生的高压直流,转化为50-200 A低压大电流直流电源,供焊接使用。控制部分包括输入电压电流采样,母线电压采样,输出电压电流采样。采用数字化控制方式,主控芯片为DSP型号为TMS320F28335。
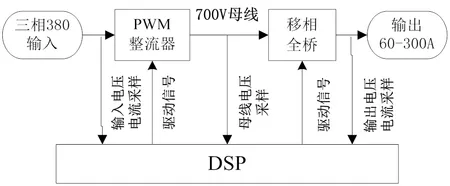
图1船用手工电弧焊电源系统框图
2 高频PWM整流器设计
传统弧焊电源大都采用不控整流技术,由于不控整流技术本身固有的电流畸变,谐波含量大,滤波成本高,电压不可控等缺点,不能满足对电网注入谐波的要求,而高频PWM整流技术具有谐波特性好,功率因数高,功率密度大等优点[2]。如图2所示为PWM整流器的拓扑图。
由图2可以得出PWM整流器a、b、c三相传递函数[3]为:
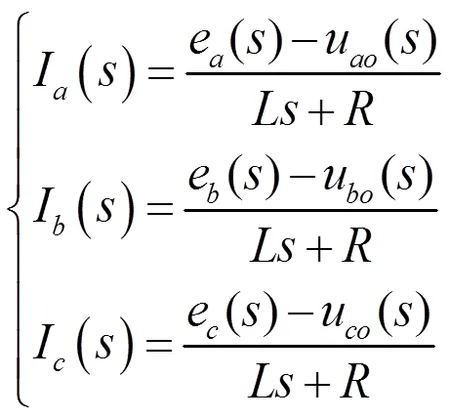
PWM整流器的控制为电压电流双闭环控制,并采用SVPWM调制方式,可以达到输入电流(总谐波畸变率)THD小于5%。图3为PWM整流器电流内环控制框图,其中G1(S)为电流环PI控制器传递函数,Ko和为系统实际对象。图4为PWM整流器电压外环控制框图。其中,G2(S)为电压环PI控制器,Q(S)为电流内环等效传递函数,G3(S)为实际对象[3,4]。

图3 电流内环控制框图

图4 电压外环控制框图
3 移相全桥变换器设计
传统的全桥PWM变换器适用于输出低电压大功率,以及电源电压和负载电流宽范围变化的场合。而移相全桥变换器由于易于实现软开关,常应用于大中功率场合。本文设计的手工电弧焊电源,后级需要输出低压大电流。故选取了移相全桥变换器。由于传统的移相全桥变换器存在输出二极管振荡电压尖峰高的缺点,本文在传统移相全桥变换器的基础上,采用了Tr-lead型移相全桥变换器[5],可以大大减小输出二极管的振荡电压幅值。外加谐振电感能够保证电源在轻载时仍然能实现软开关。图5为Tr-lead型移相全桥变换器拓扑图。
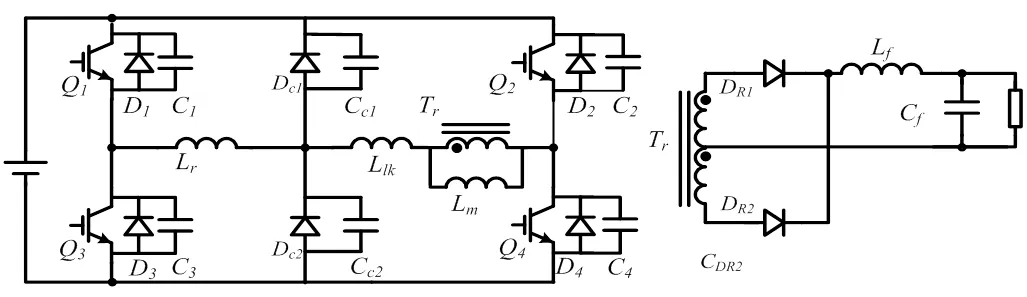
图5 Tr-lead型移相全桥变换器
4 软件设计
手工电弧焊电源软件主要分为两部分,一是主电路控制部分,包括主电路的采样、运行、故障判断、故障保护等。二是焊接控制部分,主要用于焊接时焊接电流控制。如图6所示为主电路控制部分软件流程图,在给PWM整流器驱动之前,进行模块过温,输入过压欠压检测,如正常,启动PWM整流器,将母线电压升至700 V,之后进行输入过流检测,如正常进入待机模式。在待机模式下等待焊接指令,接到焊接指令后控制器发出移相全桥驱动,并实时检测输出电流。在运行过程中,故障时均停机,封锁PWM整流器和移相全桥变换器的驱动,同时声光报警。
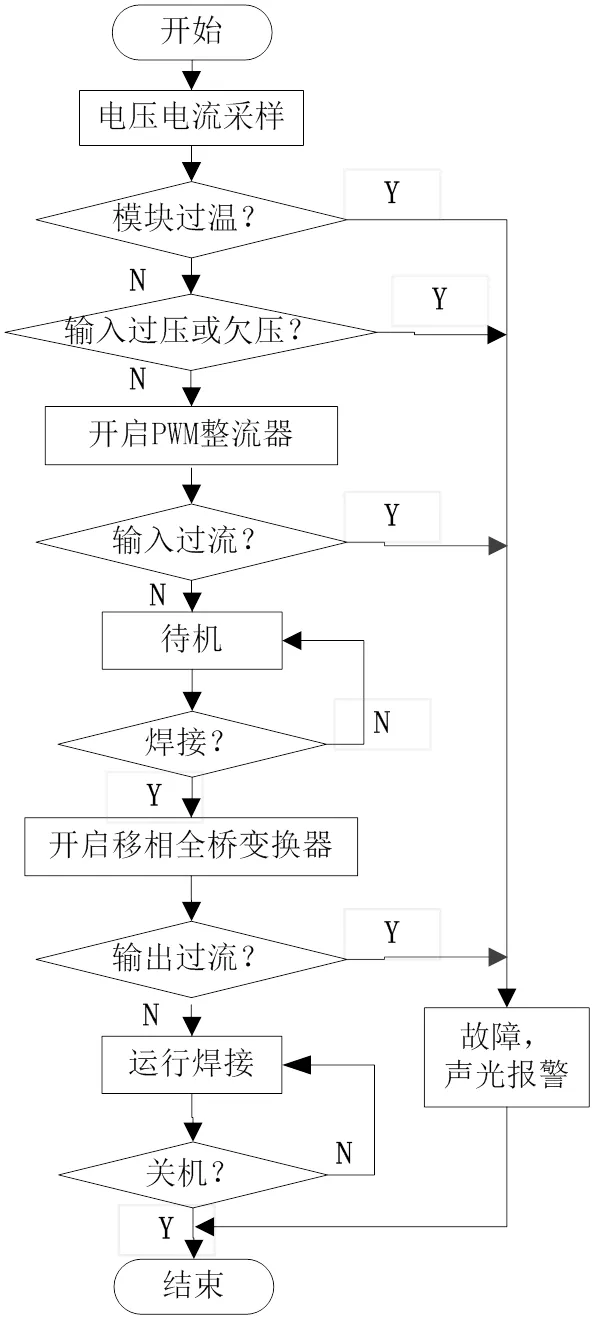
图6 主程序流程图
在焊接过程中,为了使焊接流畅,易起弧,不易断弧,需要对焊接电流进行控制。如图6所示为焊接控制程序流程图。当输出空载时,说明焊接还未开始,处于等待焊接状态。当开始焊接时,调节移相全桥变换器占空比,输出给定焊接电流。这时如焊接电压过低,说明焊条处于粘黏状态,还需要加入推力电流以解除此状态。
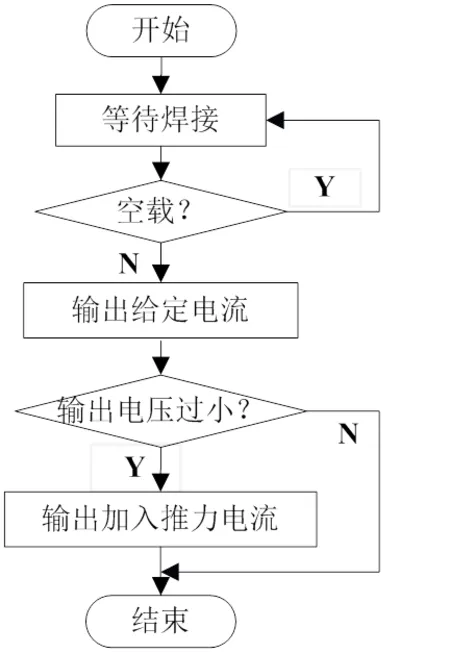
图7 焊接程序流程图
5 实验结果及分析
为了验证手工电弧焊电源设计的合理性及实用性,搭建了一台额定功率8 kW,输出电流50~200 A可调的工程样机。
图8为PWM整流器满载条件下输入电流和输出电压波形,其中CH2为输出电压,CH3为输入电流,可以看出输出电压稳定在700 V,输入电流正弦度较高,THD为4.1%。
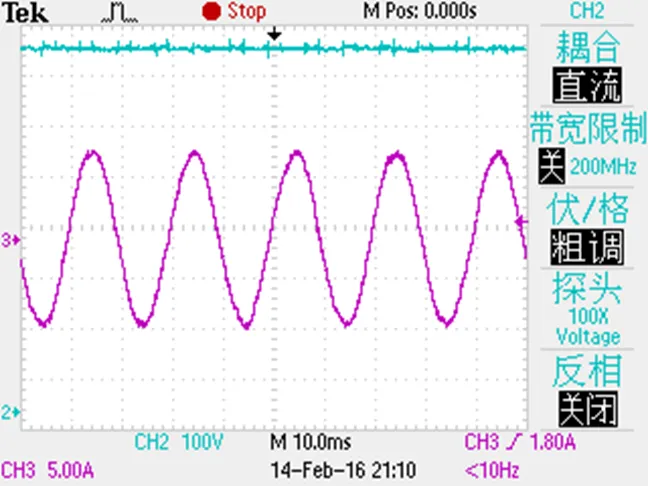
图8 PWM整流器满载输入电流和输出电压
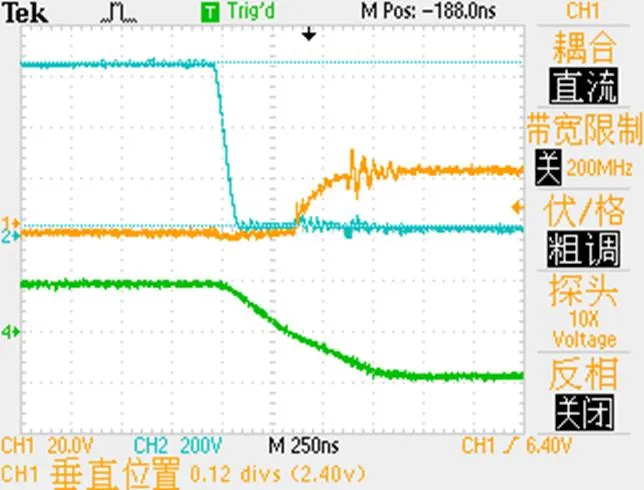
图9 移相全桥实现软开关
图9为输出电流为50 A(最小负载电流)时,移相全桥电流滞后臂上管的驱动及电压波形。其中,CH1为桥臂电压波形;CH2为对应桥臂驱动电压波形;CH4为谐振电感电流,可以看出移相全桥实现了软开关。
图10所示为焊接起弧波形,CH1为电流波形,CH2为电压波形。空载电压65 V,可以看到起弧后,电压下降到30 V左右,电流上升到50 A左右,已经进入到正常的焊接,起弧成功。
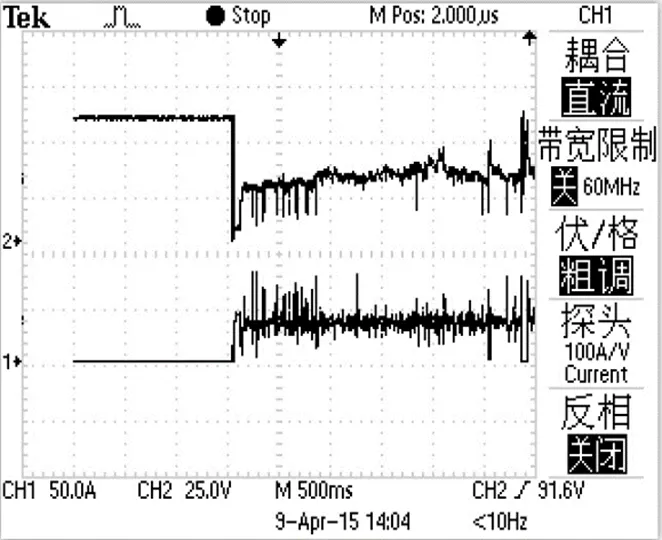
图10 焊接起弧波形
如图11所示,为50 A焊接时的电压电流波形。CH1为电流波形,CH2为电压波形。当焊条黏住时,即输出电压下降较多(低于10 V)时,推力电流起作用,可以看到电压跌落处,电流迅速增大到90 A左右。焊接过程中,在电流较平稳段,电流波动在10 A以内,能够保证较好的焊接质量。
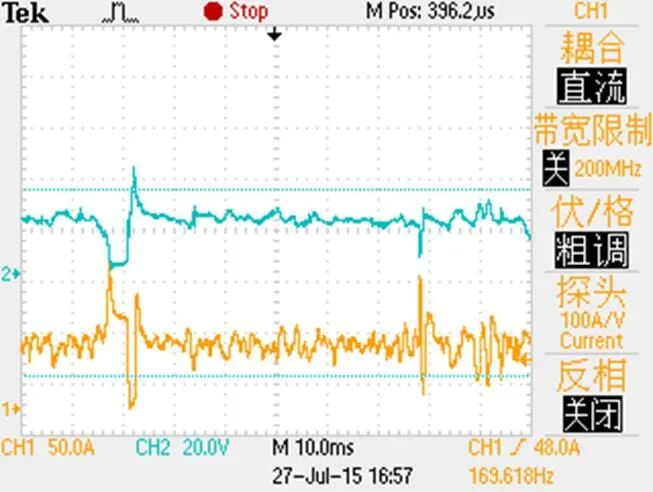
图11 焊接电流电压波形
图12为输出120 A,推力电流40 A焊接时的焊疤图,可以看出,焊接流畅,无断弧,焊疤平整。说明弧焊电源输出具有较好的动态性能与稳态性能。

图12 焊接效果图
(
6 结束语
本高频整流型逆变弧焊电源AC/DC部分采用高频PWM整流电路,DC/DC部分采用移相全桥电路,该拓扑电路可以实现软开关,有利于实现高频化,同时具有较高的效率。在复杂的环境中仍然能够为负载提供低压大电流的稳定输出,保证焊接所需要的条件。
[1] 杨通, 黄延龄, 张光先.数字化的逆变弧焊电源. 电焊机, 2009, (02): 11-17.
[2] 王恩德, 黄声华.三相电压型PWM整流的新型双闭环控制策略. 中国电机工程学报, 2012, (15): 24-30,18.
[3] 张晓东, 王兵树, 张军伟. PWM整流器的双闭环控制系统设计与仿真研究. 电测与仪表, 2009, (01): 73-76.
[4] 朱永亮, 马惠, 张宗濂.三相高功率因数PWM整流器双闭环控制系统设计. 电力自动化设备, 2006, (11): 87-91.
[5] 阮新波.脉宽调制DC/DC全桥变换器的软开关技术. 第二版. 2013, 北京: 科学出版社.
An Arc Welding Inverter with High-frequency Rectifier
Wu Renguo
(Naval Representatives Office in Wuhan, Wuhan 430064, China)
TM464
A
1003-4862(2017)04-0031-03
2017-01-06
吴任国(1965-),男,高级工程师。研究方向:船电。