基于PLC的浆纱机TIA技术升级
2017-10-13高宝玉何文雪桑文征
高宝玉,何文雪,桑文征
基于PLC的浆纱机TIA技术升级
高宝玉,何文雪,桑文征
(青岛大学自动化工程学院,山东青岛 266071)
本文介绍了染织工业中浆纱机全集成自动化的升级改造原理与方法,摒弃原西门子公司STEP5系列控制系统改造为TIA环境下STEP7系列PLC系统。并着重阐述浆纱机控制系统程序在两种编程环境中的转换,为其他的西门子系列产品升级为全集成自动化系统提供了经验。
浆纱机;STEP5;全集成自动化;升级
0 引言
TIA(Totally Integrated Automation)[1]是德国为发展工业4.0的战略而提出的全集成自动化系统。TIA Portal软件是西门子公司将工程组态和软件项目环境集合于一体的软件,能够用于开发所有的西门子系列项目。利用这种集成智能化的软件平台,操作人员能够快速、直观地开发和调试自动化系统。染织工业中浆纱机进行TIA升级改造,淘汰原来的STEP5系统可以使浆纱设备同其他染织设备联接起来,便于操作人员监控和开发。相比过去单纯的编程环境,TIA不再需要花费大量精力进行硬件和软件高效组态,此外还能为工业自动化4.0的实现建立一个基础。
1 生产工艺方法
浆纱机[3]在染织工业全过程中位于织布机的前面纺纱机的后面,该工艺主要目的是为纺好的纱线上浆。浆纱机从纱线的开卷、浆槽浸浆到烘房烘干,中间要经过伸长控制、温度控制、回潮控制、张力控制、计长控制等,使纱变为具有所需要的温度、湿度、伸长度等实用价值的纱,同时使其在织造时能承受织机上强烈的机械作用。软件完成的控制流程如图1所示。
此外还有故障菜单,由中央计算机监控整机故障项目的内容、代码、发生时间及修复时间,便于迅速诊断处理。
2 原控制系统简介
现在的工业[19]浆纱机常采用SIMATIC S5-95U系列PLC[7],是STEP7系统的早先产品,早期是备受欢迎的控制系统。但由于STEP7控制系统的成熟,逐步占领市场的主导地位,同时STEP5系统的配件贫乏并且昂贵、相关技术支持不够完善等弊端越来越突出。导致系统的维护难度日益增大。将STEP5控制系统改造成TIA环境下STEP7控制系统备受各大工控厂商青睐。

图1 软件控制流程
STEP5系统和STEP7系统的配置有着巨大的差距,虽然可以将STEP5作为从站配置在STEP7的系统中,但是由于S5-95U停产的原因,本系统将四个PLC全都替换为STEP7系统的模块。老的STEP5系统I/O点数为:11个模拟量输入、11个模拟量输出、29个数字量输入、24个数字量输出,总计共处理75个输入、输出点。所以选择S7-1513DP系列控制器最合适,系统功能和扩展性都满足原系统要求,西门子STEP7系列工业控制系统运算处理能力强大、通讯扩展性能完善、总体稳定可靠以及价格优廉。改造完成后不但系统控制功能不受影响,而且原来备件和调试维护等问题都可以解决[11]。如图2所示。
3 控制系统升级
3.1 软件的升级
由于浆纱机程序庞大,STEP5程序的重新编写是比较困难的。再TIA环境中STEP5升级STEP7并非是简单改造,STEP7的功能相对强大的多。两者在功能和硬件方面的差异影响编程语言、软件平台的迥然不同。尤其STEP7对STEP5程序完全不能兼容,浆纱机的程序直接移植到新系统中不能运行,所以要将原来浆纱机的程序进行转换,将其重置为符合STEP7工程项目所要求格式的程序,虽然编辑、修改比较麻烦,但相比重新编写简单得多。为解决这个难题我们决定采用先把STEP5程序升级STEP7,然后再把STEP7升级为TIA Portal环境下。总的说来,使用“Converting S5 Files”工具[13],可以分两步进行:
(1)源程序转换前的准备。首先,整理清析的浆纱机原程序中各个程序块的功能;其次,各个功能数据块的调用关系;最后,将数据块划分为系统数据块、HMI数据块,用户数据块。这样方便于转换后便于对问题程序的修改。
(2)使用转换工具:Converting S5 Files。一般自动转换的正确率有限,大约2/3能够正确的转换,但有一些原作者自己编写的程序块和一些加密的程序是不能转换的。所以为了保证新的浆纱机程序的可用性,程序转换后出现警告和错误,根据浆纱工艺和原STEP5程序,重新编写出错的程序块。
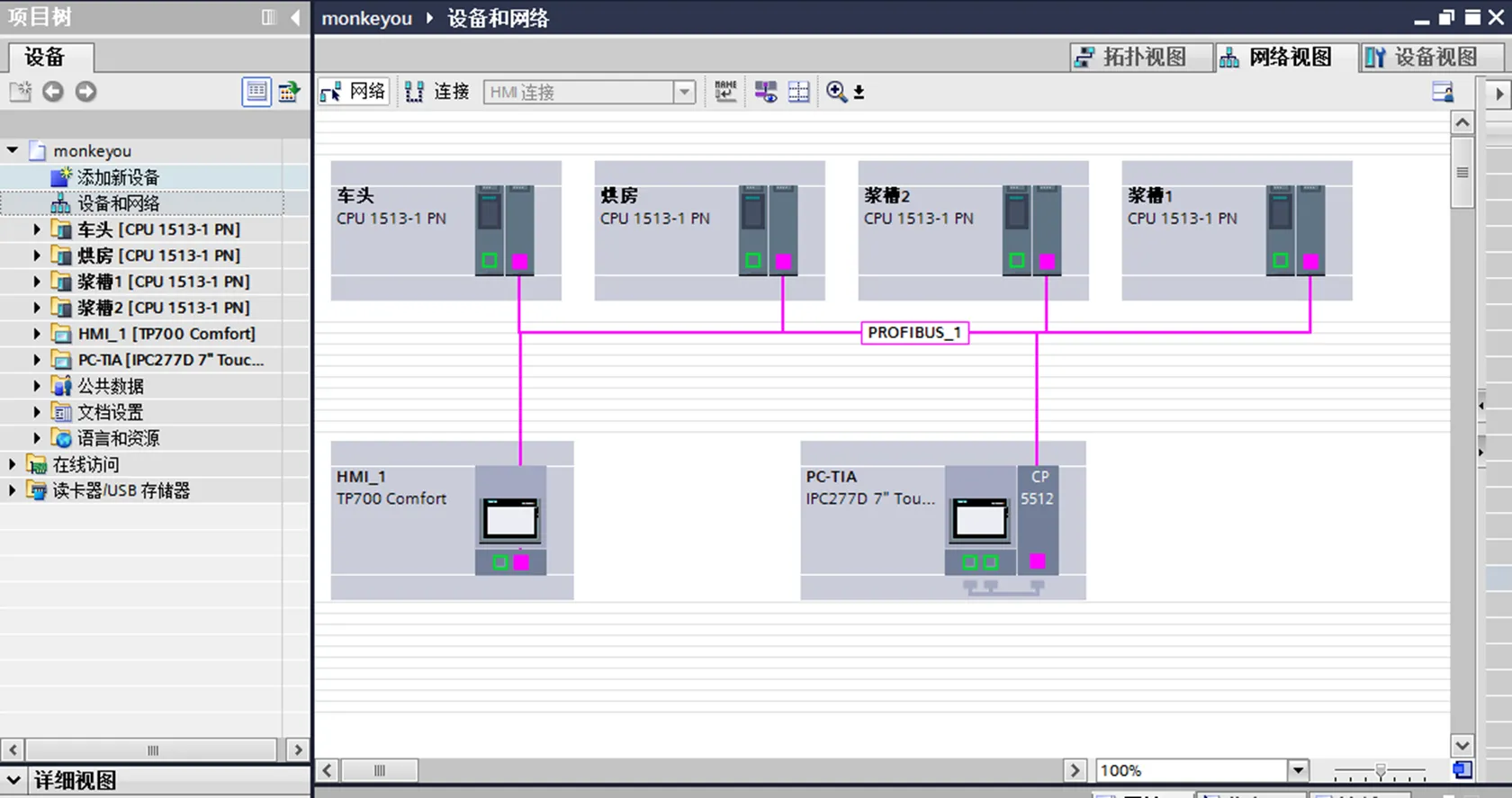
图2 TIA升级后系统结构
由于新的控制系统采用了先进的Profibus总线,所以原程序中与触摸屏通讯的功能块直接去掉,同理PLC与上位机进行SINEC L1方式通讯的功能块TDOP:L1报错,也应该直接删除,如图3所示。除此之外,RS是S5里的system data words,LIR直接访问RAM,都可以直接在STEP7里替换掉。原浆纱机程序STEP5中的一些经典的功能块,STEP7仍然保留只是编号更改了,比如,新环境中FC125就是IM308C的通讯诊断功能块FB225。STEP5中的顺序控制块PB与功能举哀FB应该全部转换STEP7的FC块,主要为浆纱工艺实现基本的逻辑控制[5]-[9]。

图3 通讯模块的转换
3.2 现场调试
由STEP5升级TIA环境的过程中,有许多指令是转换不过来的,而且STEP5的许多用法与STEP7不同,所以升级后的程序不能保证与升级前的完全一致。浆纱机工艺较复杂,各设备间相互联锁关系紧密,现场调试很不方便,而现场生产繁忙,新程序不可能直接在浆纱机上调试,所以本改造系统调试并不拆除旧PLC系统,而是增加一台S7-1513PLC,使新旧系统的对接点在旧PLC的前连接器上[14]。调试时,如下步骤实施。
(1)首先STEP5与STEP7 PLC输入端并行连接,并不将STEP7的输出引入到浆纱机控制系统,而是在线对比输出是否同STEP5同步。
(2)经验证新程序运行完全符合浆纱机要求,再S7-1513PLC输出接入浆纱机,取代原来S5-95U控制设备,这样方便维护人员熟悉新的系统[15]。
(3)经过调整,新系统浆纱效果完全符合工艺要求后,再将S5-95U系统拆除。
4 TIA改造后的效果
原有S5-95U控制系统经过升级改造为TIA环境下S7-1513PLC新系统,TIA环境自动匹配西门子新一代变频器和电机。由于STEP7系统性能优于STEP5系统,改造后浆纱机控制系统运行稳定可靠,各项功能指标:伸长率、回潮率、上浆率等均达到浆纱工艺质量参数的要求。不仅设备自动化控制监控性能提升,也便于紧跟全集成自动化TIA的发展方向,顺应工业4.0趋势。
TIA环境中WinCC组态软件组态原浆纱机的上位监控系统,监控功能完善,在操作监视功能的基础上实现了许多用户定制的实用功能,为维护人员进行事故分析与安全生产提供有用的参考。更重要的是人机界面操作灵活、直观,由于采用中文环境,使系统操作变得更加简洁,控制室的操作和维护人员监控、操作相比原先方便多了[13]-[15]。
改造后的浆纱机的车头、烘房、前浆槽、后浆槽[6]通过Profibus总线网络连接,相互协作同时又受监控系统控制;此外又为四个PLC增加了4个触摸屏,浆纱机各个参数手动可调,便于系统长时间运行后的参数调整。
5 总结
全集成自动化TIA是工业4.0趋势的初步探索与实践,浆纱机控制系统工艺复杂,采用语句表编程,而且参数众多,STEP5程序转换STEP7程序似乎是一个头疼的难题。其中作重要的就是程序升级之前的技术准备,了解设备的工艺过程。由于TIA环境的高效组态功能,原有浆纱机硬件的配置轻松完成,使系统升级方便多了。
[1] 何文雪. PLC编程及应用[M]. 北京: 机械工业出版社, 2010.
[2] 蔡永东. 新型机织设备与工艺[M]. 上海: 东华大学出版社, 2008. (1).
[3] 何宇, 施丛丛, 桑笑楠等. 水利泵站远程监控安全系统设计[J]. 软件, 2015, 36(9): 66-69.
[4] 陈忠平等. 西门子S7-300/400快速应用[M]. 人民邮电出版社, 2012. (8).
[5] 崔坚. TIA博途软件-SETP7V11编程指南[M] . 机械工业出版社, 2013. (3).
[6] 向晓汉. 西门子WINCC V7从入门到提高[M]. 北京: 机械工业出版社, 2012(9).
[7] 崔坚. SIMATIC S7-1500与TIA博途软件使用指南[M]. 机械工业出版社, 2016. (6).
[8] 侯兴林, 王晓云. 服务可用性监控系统的设计与实现[J]. 软件, 2016, 37(02): 74-76.
[9] 李小文, 刘玉龙. 基于Puppet的自动化部署工具的设计与实现[J]. 软件, 2015, 36(12): 224-227.
[10] 曹振忠, 黄战华, 谌刚. 串并结合的分布式空间温度测量技术研究[J]. 新型工业化, 2014, 4(10): 1-5.
[11] 周萍萍. 基于PLC技术实现小型物联网[J]. 软件, 2013, 34(1): 104-105.
[12] 严元, 於磊. 基于PLC的自动售货机[J]. 软件, 2013, 34(6): 27-28.
[13] 祖克·缪勒·哈克巴公司. 祖克浆纱机手册.
[14] 萧汉滨. 新型浆纱机的进展[C] . 2010.
[15] 廖常初. 西门子人机界面(触摸屏)组态与应用技术第2版. 机械工业出版社. 2012.
[16] 崔坚. 西门子S7可编程序控制器-STEP7编程指南[M]. 北京: 机械工业出版社, 2007.
[17] 马崇启. 纺织机电一体化[M]. 北京: 中国纺织出版社, 2010. (5).
[18] 吕雪峰. 西门子S5 PLC升级至S7 PLC在广纸纸机控制系统中的应用[J]. 中华纸业, 2012.
Upgrade of TIA Technology for Sizing Machine Based on PLC
GAO Bao-yu, HE Wen-xue, SANG Wen-zheng
(College of Automation and Electrical Engineering, Qingdao University, Qingdao 26607l, China)
This paper introduces the principle and method of upgrading and reforming the Totally Integrated Automation of the sizing machine in the dyeing industry, and abandoning the original STEP5 series PLC system of the Siemens subsidiary into the TIA environment. And focuses on the sizing machine control system program conversion in two programming environments , for the other Siemens products to upgrade to Totally Integrated Automation system provides experience.
Sizing machine; STEP5; TIA; Upgrade
TP273+.5
A
10.3969/j.issn.1003-6970.2017.04.028
高宝玉(1990-),男,硕士,主要研究方向:计算机监控技术和智能信息处理;何文雪(1970-),男,博士,主要研究方向:计算机监控技术和智能信息处理;桑文征(1991-),男,硕士,主要研究方向:计算机监控技术和智能信息处理。
本文著录格式:高宝玉,何文雪,桑文征. 基于PLC的浆纱机TIA技术升级[J]. 软件,2017,38(4):146-149
