冷却速率对SEW管坯焊缝性能的影响研究*
2017-10-11何石磊李远征苑清英
何石磊,韦 奉,李远征,张 峰,梁 航,苑清英
(1.国家石油天然气管材工程研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
冷却速率对SEW管坯焊缝性能的影响研究*
何石磊1,2,韦 奉1,2,李远征1,2,张 峰1,2,梁 航1,2,苑清英1,2
(1.国家石油天然气管材工程研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
为了研究不同冷却速率对SEW管坯焊缝性能的影响规律,对两种成分钢管管坯在热张减后不同冷却速率下的管材力学性能和显微组织,及管坯焊缝组织的优化情况进行了试验分析。试验结果表明,对HFW管坯进行热张力减径后经过12~18℃/s速率进行冷却处理,管材延伸率会降低7%,但屈服强度和拉伸强度提升约30%和12%,可实现管材良好的强度和塑性配比。热张力减径后增加管坯冷却速率,可细化焊缝及热影响区晶粒尺寸,有效均匀化焊缝区域和母材的组织。
焊管;热张力减径;中频感应加热;加速冷却;热影响区
Abstract:In order to study the influence rule of different cooling rate on SEW pipe billet weld performance,the mechanical properties and microstructure of pipe billet with two kinds of compositions under different cooling rate after hot stretch-reducing were studied respectively,as well as weld microstructure optimization of pipe billet.The study results indicated that after 12~18℃/s cooling process for HFW pipe billet,the elongation was reduced by 7%,but the yield strength and tensile strength of pipe billet was improved about 30%and 12%,it can realize good matching of strength and plasticity.Increasing the cooling rate of pipe billet after hot stretch-reducing can refine grains size of weld and HAZ,and effectively homogenize the microstructure of weld zone and base material.
Key words:welded pipe;hot stretch-reducing;medium-frequency induction heating;accelerated cooling;heat affected zone
随着国内油气开采的主要区域从东部向西部转移,易采油气资源储量减少,油气井越来越深,工况越来越复杂,因此对油井管的质量和性能提出了更高的要求[1-3]。石油管材作为油气田开发的必要装备和开采成本组成部分,如何在不增加成本或降低成本的情况下提高管材的综合性能是石油管材产品开发过程中遇到的主要问题。控制轧制和控制冷却(TMCP)技术作为一种可有效提高钢材综合性能的生产方法,通过控制轧制工艺参数和冷却制度,特别是控制轧后冷却速率对相变温度、铁素体晶粒尺寸、位错密度及其后的碳化物沉淀过程的影响[4-6],从而使材料获得良好的强韧性配比,为提高石油管材的综合性能提供了新思路。
SEW工艺是“HFW焊接成型+热张力减径工艺+全管体热处理工艺”组合生产工艺的简称,该工艺将无缝管生产工艺中的热张力减径工艺融合到HFW焊接钢管生产过程中,不仅保留了HFW焊接钢管管材内在质量好、管体尺寸精度高、高强高韧、抗挤毁强度高等特点,而且可显著优化焊缝的组织和性能,减小焊缝与母材的差异,使焊缝强度、韧性接近于母材的性能[7-9],可较好地解决HFW焊管应用于油气开采行业所面临的问题。
本研究通过对比分析两种试验钢在不同冷却速率下管材力学性能、显微组织,探讨了SEW工艺对焊缝优化情况,为进一步优化管材性能提供试验和技术理论支持。
1 试验方法
试验材料为自主研发的两种不同化学成分试验卷板,供货状态为热轧,组织为铁素体+珠光体组织,其化学成分见表1。

表1 试验卷板的主要化学成分
生产线采用THERMATOOL高频固态焊机以18 m/min进行HFW焊接成型,分别将两种试验卷板制成Φ193.7 mm×7.34 mm的试验管坯。将试验管坯以30℃/s的升温速率采用中频感应全管体加热至920~1 100℃后,采用德国KOCKS热张力减径机以28 m/min入口速度和36 m/min出口速度对管坯进行热张力减径至Φ139.7 mm×7.72 mm。此时,管坯减径量约28%(以管径径向尺寸的变化量表示)。之后在线空冷至800℃左右,再以12℃/s、15℃/s、18℃/s三种冷却速率,对全管体进行10 s的控制冷却。三种冷却速率下的管坯终冷温度分别约为680℃、650℃和620℃。最后再将试验管坯经过冷床空冷,降至室温。
采用Zwick-1200拉力试验机,依据ASTM E8标准对试验管坯进行拉伸性能测试。母材及焊缝金相试样经研磨抛光后,采用4%硝酸酒精腐蚀,在OLYMPUS PMG3金相显微镜和日立S3700N扫描电镜上观察显微组织。加,两种试制管坯的屈服强度和抗拉强度均有升高趋势,基本呈线性规律变化。从图2可以看出,热张力减径后两种试制管坯的延伸率均呈下降趋势。

图1 不同冷却速率下试制管坯的屈服强度和抗拉强度
2 试验结果与分析
2.1 冷却速率对管材力学性能的影响
图1和图2给出了热张力减径后不同冷却速率下两种成分试制管坯的力学性能和延伸率。从图1可以看出,随着热张力减径后冷却速率的增

图2 不同冷却速率下试制管坯的延伸率
与空冷相比,两种试制管坯随着冷却速率的增加,其屈服强度可增加10%~30%,抗拉强度可增加8%~12%,强度提升明显;延伸率则随着试制管坯含碳量的降低、冷却速率的增加而减小,其中1#试制管坯的延伸率曲线的斜率大于2#试制管坯,这表明随碳含量降低,卷板延伸率受冷却速率的影响较明显。这是因为在快速冷却过程中,增加奥氏体的过冷度,有效抑制了晶内先共析铁素体的析出,增加了组织中相应珠光体体积分数,有利于提高材料的强度但降低了材料塑性[9-11],同时较多的晶界铁素体的析出也不利于材料的塑性。
2.2 冷却速率对显微组织的影响
图3和图4为两种成分试制管坯在不同冷却速率下的显微组织形貌。可以从图3和图4看出,在空冷条件下,两种试验钢的组织均为多边形铁素体和珠光体,带状组织明显。在快速冷却过程中,随着钢含碳量的降低,同时添加极少量的微合金化元素,2#试制管坯的晶粒细化及均匀化的效果明显优于1#试制管坯。对于同一种成分钢管,随着冷却速率的增加,珠光体体积分数逐渐增多,同时铁素体尺寸减小,特别是在高冷却速度下钢管可获得较低终冷温度,产生了少量的块状铁素体和魏氏体铁素体,这是因为在形变和增加冷却速率双重作用下可提高奥氏体的过冷度,对C、Mn等合金元素的扩散进行了有效抑制,从而使得过冷奥氏体发生伪珠光体转变,进而获得大量的“伪珠光体组织”[5,11],同时还有效抑制了带状组织。

图3 1#试制管坯不同冷却速率下的金相组织
2.3 控制冷却对焊缝组织的优化作用
图5为2#试制管坯分别经空冷和加速冷却后焊缝区域显微组织低倍对比。从图5中可以看出,空冷后焊缝区域存在明显的焊缝流线和热影响区;加速冷却后焊缝区域的焊缝流线和热影响区不明显,焊缝区域组织明显比空冷后组织尺寸细小。

图4 2#试制管坯不同冷却速率下的金相组织
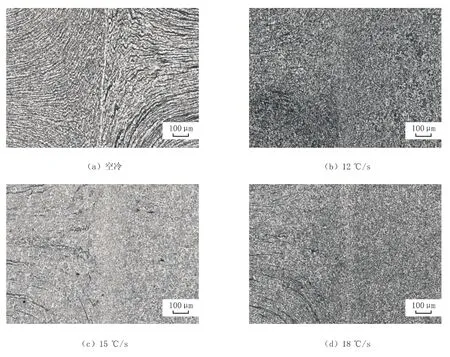
图5 2#试制管坯不同冷却速率下焊缝区域的金相组织
图6和图7为2#试制管坯在空冷和12℃/s速率冷却后焊缝、热影响区与母材位置显微组织。通过分析发现,空冷后焊缝、母材位置的铁素体尺寸基本与原始尺寸相近,为10 μm左右,热影响区铁素体晶粒尺寸粗大,为15~20 μm。焊缝区域和母材显微组织为铁素体+少量珠光体,在热影响区和母材位置可观察到明显的带状组织,珠光体呈现带状分布,珠光体区域尺寸相对较大,并且存在少量的混晶现象。加速冷却后焊缝中心位置铁素体尺寸显著的得到细化,尺寸为6~8 μm,热影响区和母材位置的铁素体尺寸相近,为10 μm左右。焊缝区域和母材显微组织仍为铁素体+珠光体,在热影响区和母材位置组织比较均匀一致,未出现空冷后明显的带状现象,并且珠光体区尺寸细小。

图6 2#试制管坯空冷后的金相组织
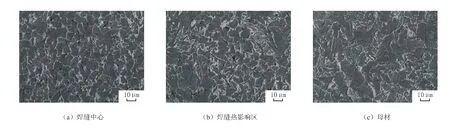
图7 2#试制管坯以12℃/s冷却速率冷却后的金相组织
在组织相变过程中,空冷时因缓慢冷却使析出的Nb、V、Ti碳化物量较少,对铁素体组织尺寸和珠光体区的细化作用有限,从而对焊缝区域组织细化不明显(见图6)。加速冷却时奥氏体过冷度增加,在奥氏体中析出相对空冷多的Nb、V、Ti碳化物量,对铁素体组织尺寸和珠光体区的细化作用相对明显[12-15],因而热影响区组织得到细化(见图7)。由于管坯冷却速率的差异,造成了两种状态下焊缝区域和母材的组织尺寸不同。可见,热变形后增加管坯冷却速率,实现了焊缝区域组织细化,减少了焊缝中心和热影响区的差异,达到了优化焊缝区域组织的目的。
3 结 论
(1)经热张力减径和不同加速冷却后,两种试制管坯的延伸率分别最多降低3%和7%,而屈服强度和拉伸强度可分别提升10%~30%和8%~12%,实现了管材良好的强度和塑性配比。
(2)经热张力减径后增大管坯的冷却速率,可抑制先共析铁素体析出、细化晶粒并提高珠光体体积分数的效果较为明显,同时有效抑制了带状偏析。在相同的工艺下,适当降低含碳量,添加极少量的微合金化元素,对提升管材综合性能更为显著。
(3)在热张力减径后采用控制冷却工艺增加管坯冷却速率,可细化焊缝区域组织,减少焊缝中心和热影响区的差异,优化焊缝区域组织。
[1]杨秀琴.中国油井管的供求现状与发展[J].金属世界,2012(3):1-10.
[2]李鹤林,韩礼红.刍议我国油井管产业的发展方向[J].焊管,2009,32(4):5-10.
[3]李鹤林,田伟,邝献任.油井管供需形势分析与对策[J].钢管,2010(1):1-7.
[4]李远征,刘清友,贾书君,等.轧制工艺对中碳锰钢的组织影响[J].材料热处理技术,2011,40(12):61-66.
[5]王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,2009.
[6]田鹏,惠卫军,聂朝胤,等.中碳钢在快冷过程中的组织演变[J].金属热处理,2009,34(8):69-72.
[7]王军,毕宗岳,张峰,等.SEW石油套管的开发[J].钢管,2013(6):39-45.
[8]何石磊,白鹤,张峰,等.HFW焊缝性能优化工艺研究[J].焊管,2013,36(12):39-44.
[9]毕宗岳,韦奉,王涛,等.快冷对中低碳钢SEW管材组织性能的影响[J].材料热处理学报,2014(S1):39-44.
[10]宁保群,刘永长,徐荣雷,等.形变热处理对T91钢组织和性能的影响[J].材料研究学报,2008(2):191-196.
[11]康煜平.金属固态相变及应用[M].北京:化学工业出版社,2007.
[12]余伟,陈雨来,陈银莉,等.N80级石油套管在线形变热处理工艺[J].北京科技大学学报,2002(6):643-646.
[13]林里.热处理工艺对HFW焊缝显微组织和力学性能的影响[J].焊管,2012,35(6):63-68.
[14]毛新平.薄板坯连铸连轧微合金化技术[M].北京:冶金工业出版社,2008.
[15]朱明原,鲁泽凡,黄飞等.第二相粒子对V-Ti微合金油井管钢力学性能的影响[J].金属热处理,2011(12):70-73.
Research on Influence of Cooling Rate on SEW Pipe Billet Weld Performance
HE Shilei1,2,WEI Feng1,2,LI Yuanzheng1,2,ZHANG Feng1,2,LIANG Hang1,2,YUAN Qingying1,2
(1.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China; 2.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
TG456
A
10.19291/j.cnki.1001-3938.2017.05.003
2017-02-03
编辑:张 歌
陕西省科技统筹创新工程计划项目“高性能SEW膨胀管关键技术研究”(项目编号2015KTCL01-15)。
何石磊(1983—),男,硕士,目前主要从事油井管的工艺研究和新产品开发工作。