一次性手套专用糊树脂的凝胶化研究
2017-10-09李明
李 明
(唐山三友氯碱有限责任公司,河北 唐山 063000)
一次性手套专用糊树脂的凝胶化研究
李 明
(唐山三友氯碱有限责任公司,河北 唐山 063000)
用扫描电镜、激光粒径仪、凝胶渗透色谱表征不同品牌手套专用糊树脂的微观结构及分子量分布,用粘度计分别测试了手套专用高分子量糊树脂的流变特性,用凝胶化测试仪测试了几种糊树脂的凝胶化时间,探讨了微观结构形态与分子量分布对手套专用料树脂的流变特性影响。
微观结构;流变特性;分子量分布;凝胶化
针对目前市场上越来越多的聚氯乙烯糊树脂生产厂家及产品,各厂商生产的糊树脂在颗粒形态及分子量分布上有较大差异,这主要是由各厂家使用的设备、工艺参数以及原材料等综合因素导致的。这些糊树脂在国家标准中都是优级品或者一级品,也就是说,在国标检测方法中的指标趋于一致,但是在下游厂家使用过程中由于增塑糊流变性能的差异,导致同样是优等品的树脂却存在很大区别,需要改变加工工艺参数才能使不同厂家的糊树脂具有同样的加工效果。A.Collins[1]从树脂颗粒大小与粒径分布角度分析了树脂对增塑糊流变性能的影响。D.J.Hoffmann等[2]从时间和温度的角度分析了树脂增塑糊的流变性能差异。王国全等认为在树脂分子量大小相近的情况下,增塑糊的粘度决定了树脂的凝胶化速度[3-5]。本实验分析了粒径对增塑糊粘度的影响,并在排除颗粒微观形态等因素的影响后,对4种不同品牌糊树脂分子量分布进行了对比研究,结合增塑糊的粘度变化与凝胶化时间检测结果,得到树脂分子量分布与增塑糊流变性能存在一定关系的结论。对细化糊树脂产品类别,指导上游厂家与下游生产具有重要意义。
1 实验部分
1.1 主要原料
4种糊树脂A、B、C、D,聚合度都在1 700左右,均为目前市场上生产一次性手套的专用树脂;邻苯二甲酸二辛酯,分析纯,天津致远试剂有限公司。
1.2 主要仪器及设备
激光粒径分析仪,malvern 2000;凝胶渗透色谱仪,Waters 1525/2414;扫描电镜,SU8010;粘度计,博克飞DV2T;凝胶化测试仪,临安丰源GT-2。
1.3 表征与测试
1.3.1 激光粒径分析
采用无水乙醇作为分散剂,将乙醇倒入装有糊树脂的烧杯中搅拌,之后加入激光粒径分析仪的进样器中。
1.3.2 分子量与分子量分布分析
采用Waters 1525/2414凝胶渗透色谱仪进行测定,溶剂为THF,以已知分子量的窄分布聚苯乙烯作标样,测试温度为30℃,进样量为0.3 wt%左右的溶液 50.0 μL。
1.3.3 扫描电镜分析
将试样用溅射仪进行表面喷金处理,之后采用日立公司SU8010冷场发射扫描电子显微镜观察试样表面形态及颗粒大小。
1.3.4 粘度经时变化
取糊树脂200 g,DOP150 g放于霍巴特搅拌器中一档搅拌2 min,二档搅拌18 min出料,放置于25℃恒温水浴中进行恒温,待温度达到25℃测试增塑糊粘度。测试完毕后继续放于水浴中,24 h后测试粘度。持续测试4天。
1.3.5 凝胶化性能检测
取糊树脂:DOP=100/75的增塑糊置于凝胶化测试仪中,并开始记时,测试仪设定温度为90℃,用搅拌棒搅拌增塑糊并拉丝,待不能拉出丝为增塑糊达到凝胶化的时间。
2 结果与讨论
2.1 增塑糊流变性能分析
分别对4种树脂增塑糊进行了粘度经时变化实验与凝胶化性能实验,在宏观方面对比4种树脂的流变性能。
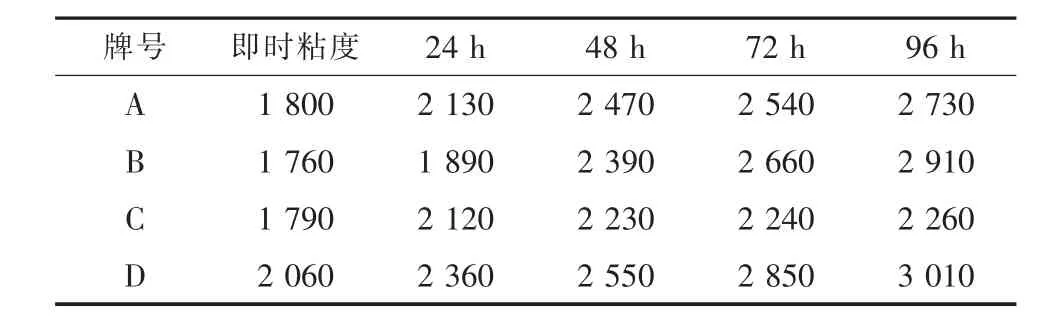
表1 4种增塑糊粘度变化数据
由表1和图1可以看出,增塑糊的粘度随着时间的推移呈现上升的趋势,但是上升快慢不同。树脂D初始粘度最大,上升速率较快;树脂B初始粘度最小,但后期上升速率最快;C增塑糊较为稳定,在前期24 h后粘度基本保持不变;树脂A粘度上升速率也较快。

图1 4种树脂的粘度经时变化曲线
表2是4种树脂凝胶化时间实验结果。

表2 4种树脂凝胶化时间
由表2可知,树脂B凝胶化时间最短,说明其凝胶化速度最快,但是B初始粘度并不是最高的,所以初始粘度的高低并不能决定增塑糊的凝胶化速率。观察粘度变化曲线,发现树脂B的粘度增加率最高,从而推断粘度变化率的高低与初始粘度共同影响增塑糊的凝胶化速率,因为初始粘度高的增塑糊体系中自由增塑剂较少,而被树脂吸收的增塑剂多,凝胶化过程就是树脂吸收增塑剂然后溶胀的过程,粘度变化率大说明树脂吸收增塑剂的能力强,自然凝胶化速率较快。而树脂A凝胶化速度次之,这也可以从A的粘度变化率较大解释。树脂D初始粘度较大,虽然后期上升率不大,但是粘度也远远高于C,因此凝胶化速率快于C。
2.2 树脂微观形态分析
2.2.1 扫描电镜
图2是4种树脂的扫描电镜图片。
由图2可以看出,4种树脂颗粒都是形状比较规则的圆球形,且粒径大小多集中在1.0~3.0 μm。说明4种树脂的颗粒形态并无太大区别。
2.2.2 粒径分析
表3是4种树脂粒径分析主要参数结果。

图2 4种树脂的扫描电镜图片
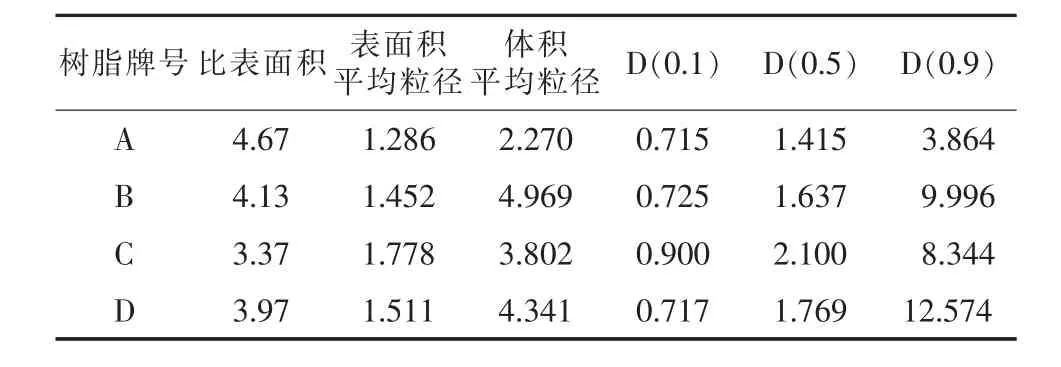
表3 4种树脂粒径分析参数值
由表3数据可以看出,树脂B颗粒体积平均粒径最大,树脂A最小,其他2种树脂粒径接近。4种树脂中A粒径比较集中,90%的粒子粒径都在3.864μm以下,这就导致了树脂A吸收增塑剂的比表面积最大,因此增塑糊的粘度也较大;树脂D的粒径分布最宽,虽然比表面积在4种树脂中居中,但是由于树脂D中存在较多细小的粉末(D(0.1)仅为0.717,细小粉末比表面积大,吸收增塑剂多),而又存在颗粒粒径为12.574的超大颗粒,大颗粒中可能存在能够储存增塑剂的空隙,导致树脂D增塑糊的粘度最大。
2.2.3 凝胶渗透色谱分析
表4是4种树脂的凝胶渗透色谱分析结果。
由表4结果可知,数均分子量树脂B最小,其他3种树脂比较接近,分子量分散率也是B最为分散,说明树脂B分子量不均一且存在一定量较小分子量的树脂,这些小分子量树脂颗粒在增塑剂中较易加热流动塑化,在分子量较大的树脂中充当部分增塑的作用,带动大分子量树脂增塑流动,因此树脂B增塑糊的凝胶化速率最快。
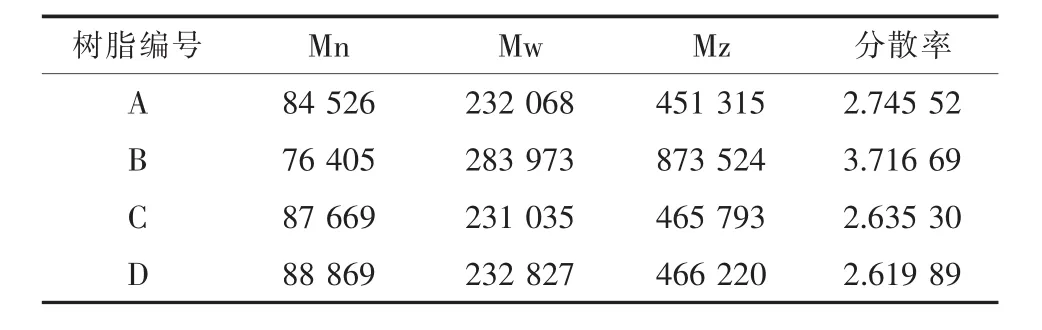
表4 4种树脂凝胶渗透色谱分析
3 结论
(1)在树脂颗粒形态相近的情况下,树脂增塑糊的凝胶塑化不仅取决于增塑糊黏度,与黏度变化率(增稠率)也有重大关系,黏度较大与黏度变化率大,则增塑糊凝胶化速度也相应较快。
(2)分子量与分子量分布也是决定糊树脂增塑糊凝胶塑化快慢的一个因素,分子量较小或者分布较宽者往往凝胶塑化速度也较快。
[1]A.Collins, D.J.Hoffmann.Journal of Colloid and Interface Science,1979, 71(1): 21-29.
[2]D.J.Hoffmann, L.G.Garcia.Journal of Macromolecular Science, Part B:Physics, 1981, 20(3): 335-348.
[3]王国全,张 权,乔 辉,等.PVC糊树脂聚合度及糊粘度对凝胶化性能的影响.聚氯乙烯,1990(2):8-11.
[4]王国全,乔 辉.PVC凝胶化过程的调控方法研究.塑料科技,1992(4):25-29.
[5]王国全,乔 辉,陈耀庭.PVC糊凝胶化过程的测定.塑料工业,1990(3):51-54.
Study on gelation of special paste resin for disposable gloves
LI Ming
(Tangshan Sanyou Chlor-alkali Chemical Industry Co.,Ltd.,Tangshan 063000,China)
Using scanning electron microscope, laserparticle size analyzerand gelpermeation chromatography to characterize the micro-structure and molecular weight distribution of paste resin.The rheological properties of resin of special gloves were tested by viscometers,The gelation time of several kinds of paste resins was tested by the gel tester,and the influence of the micro-structure and molecular weight distribution on the rheological properties of the resin was studied。
micro-structure;rheological properties;molecular weight distribution;gelation
TQ325.3
B
1009-1785(2017)09-0019-03
2017-06-06
