堆垛机堆垛效果优化设计
2017-09-28闫兴华赵素华潘韶慧王会凤吴爱新
葛 影, 闫兴华, 赵素华, 潘韶慧, 王会凤, 吴爱新
(1.唐山科技职业技术学院, 河北 唐山 063010; 2.首钢京唐钢铁联合有限责任公司, 河北 唐山063200)
堆垛机堆垛效果优化设计
葛 影1, 闫兴华2, 赵素华1, 潘韶慧1, 王会凤1, 吴爱新1
(1.唐山科技职业技术学院, 河北 唐山 063010; 2.首钢京唐钢铁联合有限责任公司, 河北 唐山063200)
针对热轧部30万t横切机组的堆垛机在生产过程中出现堆垛效果不好的现象,通过对堆垛的故障原因进行分析,对活动挡板与固定挡板位置的标定方法进行优化以及对测速辊进行改造,设计一套堆垛机改进策略。经验证,改造后的堆垛机提高了钢板产品的成材率,降低了生产人员的劳动强度,增加了部分设备的使用寿命。
堆垛机 活动挡板 标定 测速辊
在轧制生产线上,堆垛机是仓库中的主要平整、起重运输设备,是随着电气化、自动化的科技发展,生产效率要求不断提高而发展起来的专用码垛机械设备[1]。在各行各业中都会或多或少地看见堆垛机设备的身影,尤其是物流领域,已经达到高度机械化、智能化、自动化水平。可以说,堆垛设备的技术先进水平代表了该国家和地区的物流技术发展现状。
在现有的堆垛技术中,最大高度可达40 m,大多数在10~25 m之间。在30万t横切机组生产线上的堆垛机的主要用途是在钢板定尺剪切完成后,将定尺钢板均匀码垛整齐,然后自动将码垛好的钢板转移到生产线旁边的小型仓库,使下一捆钢板顺利进入码垛平台,实现连续生产,提高生产效率。
1 活动挡板与固定挡板位置的标定方法
堆垛机的钢板堆垛效果不良很大原因是活动挡板的垂直位置与固定升降挡板的水平垂直距离没有定期标定。活动挡板垂直Ⅰ号位置与固定升降挡板距离最大为8 830 mm,最小2 000 mm,如图1所示。标定距离值一定要比剪切钢板理论长度值长5~10 mm。

图1 堆垛机活动挡板和固定挡板位置示意图(单位:mm)
图1中标号1表示活动挡板位置Ⅱ与铅垂方向呈15°,标号2表示活动挡板垂直Ⅰ号位置与固定升降挡板最大距离为8 830 mm,标号3表示活动挡板垂直位置,标号4表示活动挡板垂直Ⅰ号位置与固定升降挡板最小距离为2 000 mm,标号5表示堆垛机固定升降挡板位置。
活动挡板在拍打钢板过程中,活动挡板的垂直Ⅰ号位置与固定升降挡板水平距离需要大于被剪切的钢板长度5~10 mm的距离,使钢板与固定升降挡板相撞过程中,有一定的缓冲距离,减缓钢板与固定升降挡板的相撞,防止钢板与固定升降挡板相撞弹回,减少钢板堆垛不良现象。
如果在长时间堆垛生产过程中,活动挡板Ⅰ号位置与固定升降挡板距离长期不标定,有可能造成活动挡板Ⅰ号位置与固定升降挡板距离理论设定值比实际值过大或过小,造成钢板堆跺不齐。例如当堆垛2 000 mm长度的钢板时,活动挡板Ⅰ号位置与固定升降挡板距离长时间没有进行标定,当活动挡板Ⅰ号位置与固定升降挡板距离等于2 000 mm时,钢板与固定升降挡板相撞弹回造成钢板长度方向堆垛不齐;当活动挡板Ⅰ号位置与固定升降挡板距离远远大于2 000 mm时,造成活动挡板Ⅰ号位置与固定升降挡板距离过大,活动挡板拍打钢板端部后,钢板前进停止后没有与固定升降挡板相撞,造成钢板长度方向堆垛不整齐。
活动挡板底部在Ⅰ号位置时与升降跺板台垂直距离也需要定期标定,标定距离如图2所示。
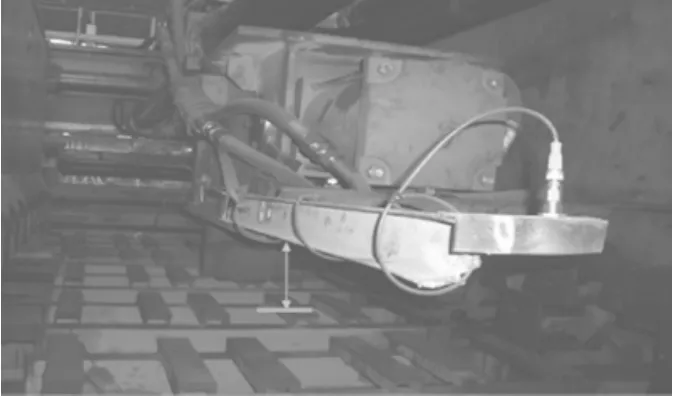
图2 活动挡板底部在Ⅰ号位置时与升降跺板台垂直距离
标定的主要目的是使活动挡板在拍打钢板一侧端部过程中,根据来料的厚度(8~25.4 mm)确定活动挡板底部在Ⅰ号位置时与升降跺板台的垂直距离,根据现场试验得出的最佳值为5 mm,如图3所示。

图3 四种钢板厚度下的垂直距离值
活动挡板底部在Ⅰ号位置时与升降跺板台垂直距离为5 mm,活动挡板表面始终处于一个位置拍打到钢板端部,且活动挡板与钢板重合部分大于钢板厚度的二分之一,防止在钢板堆垛过程中,钢板下落到升降跺板台上后活动挡板拍打不动钢板。如果活动挡板底部在Ⅰ号位置时与升降跺板台垂直距离大于5 mm,例如10 mm时,则当来料钢板厚度为10 mm、15 mm、20 mm、25 mm时,活动挡板与钢板端面重合的距离分别为 0 mm、5 mm、10 mm、15 mm,活动挡板表面始终处于一个位置拍打到钢板端部,则堆垛过程中,活动拍板拍打不到钢板或者因活动挡板与钢板端面重合接触面积小拍打不动钢板,造成钢板在长度方向上堆垛不整齐。
2 测速辊改造
热轧部30万t横切生产线剪切钢板长度通常有 6 m、8 m、10 m、12 m、14 m、16 m 等六种尺寸要求,横切剪剪切6 m长度钢板时,理论上超差部分允许≤30 mm;横切剪剪切 8 m、10 m、12 m、14 m、16 m长度钢板时,理论上超差部分允许≤40 mm,现场当中剪切钢板理论长度 6 m、8 m、10 m、12 m、14 m、16 m时,实际剪切出来的钢板长度值超出理论长度15~20 mm;符合国标要求,达到了正常生产要求。30万t横切生产线入口钢卷参数宽度830~2130mm,差值1 300 mm。钢板实际剪切后的宽度允许范围≥理论值5 mm(钢板切边后钢板实际宽度值比理论值允许≥5 mm)。剪切后的钢板检验标准除了长度、宽度达到要求,钢板两条斜对角线长度差值必须在20mm之内,钢板平直度、钢板表面质量必须符合要求。
但是热轧部30万t横切机组定尺剪在剪切钢板时,有时定尺剪剪切不准,造成钢板长度超差,超差范围在50~250 mm之间,超差范围大的钢板,到达堆垛机后无法正常下落需要拆包处理,严重影响了钢板产品的成材率和生产的正常进行,并且加大了生产人员的劳动强度,降低了部分设备的使用寿命。
钢板的定尺是由定尺剪前测速辊来控制的,其机械结构比较简单,由气缸控制测速辊沿导向杆上下运动,压在钢板上,通过编码器计算出板长来进行剪切,检查测速辊上编码器及其联接机构和接线,并未发现异常情况,同时检查定尺剪剪切时间均在正常值范围。因此认为,原因可能出在测速辊本身,通过现场观察,每次定尺不准基本都发生在以下几种情况:剪切过程中停止时间过长、剪切过程中反复倒钢和钢卷甩尾阶段。尤其是在钢卷甩尾阶段,均有定尺剪切不准现象发生,并且在观察中发现,测速辊位置有轻微摆动迹象。
对上述现象分析得出的结果是:为了保证测速辊的灵活动作,在导向杆与滑套之间,一般有较大的加工间隙,再加上设备使用时间已有一年,导向套本身也有一定量的磨损,间隙量会变得更大,另外在剪切过程中停车时间过长、反复倒钢和钢卷甩尾阶段均会出现剪切过程中张力的消失。由于张力消失,造成钢板运行不稳,从而引起测速辊位置产生摆动,进而造成长度测量不准,定尺剪切误差现象。根据以上分析,决定在测速辊工作位置增设四个定位挡块,用以保证测速辊在工作位置时,不会因为开卷张力不稳而出现摆动,通过观察,自增设定位块后至今,没有再出现定尺剪切不准的现象发生。
测速辊的原结构图如图4所示,改造后的效果图如图5所示。

图4 测速辊改造前结构图(单位:mm)

图5 测速辊改造图
3 结论
在对热轧部30万t横切机组设备进行改进前的堆垛效果如图6所示。改进了活动挡板与固定挡板位置的标定,进行改造后的堆垛效果如图7所示。
从图6和图7可以明显看出,改造前堆垛严重不平齐,可以看到长度方向和宽度方向有明显的位置差;改造后无论在宽度方向还是长度方向,堆垛的效果都比先前有了较大的改善。

图6 原始堆垛效果

图7 进行改造后的堆垛效果
为了优化堆垛工艺,在使活动挡板正确动作的基础上,从测速辊和堆垛平台标定出发,从长度方向和宽度方向上确保堆垛质量。
[1] 郭卫东.30万吨横切钢板剪切加工线职工培训教材[Z].唐山:首钢京唐钢铁联合有限责任公司,2010.
(编辑:王瑾)
Optimization Design of Stacking Effect of Stacking Crane
Ge Ying1,Yan Xinghua2,Zhao Suhua1,Pan Shaohui1,Wang Huifeng1,Wu Aixin1
(1.Tangshan Vocational College of Science and Technology,Tangshan Hebei 063010;2.Shougang Jingtang United Iron&Steel Co.,Ltd.,Tangshan Hebei 063200)
As to the poor stacking effect of 300 000 tons cross cutting unit of stacking machine in production process of hot rolling mill,this paper analyzes causes of stacking faults,optimizes the calibration method of the movable baffle plate and the fixed baffle plate,reforms the speed measuring roller,and designs a set of stack machine improvement strategy.It has been proved that the improved stacker improves the yield of the steel plate products,reduces the labor intensity of production personnel,and increases the service life of some equipment.
stacking machine,movable baffle,calibration,speed roller
TH246
A
1672-1152(2017)04-0094-03
10.16525/j.cnki.cn14-1167/tf.2017.04.35
2017-06-30
河北省高等学校科学技术研究项目,科学技术应用研究《30万吨横切线堆垛机改造及带钢堆垛质量效果研究》ZC2016079
葛影(1983—),女,本科,毕业于内蒙古科技大学,唐山科技职业技术学院讲师。