连铸矫直区不同角部形状板坯表面温度的数值模拟
2017-09-28孟德弟王明林袁守谦
孟德弟 王明林 张 慧 袁守谦
(1.西安建筑科技大学冶金学院,陕西西安 710055;2.钢铁研究总院连铸技术国家工程研究中心,北京 100081)
连铸矫直区不同角部形状板坯表面温度的数值模拟
孟德弟1,2王明林2张 慧2袁守谦1
(1.西安建筑科技大学冶金学院,陕西西安 710055;2.钢铁研究总院连铸技术国家工程研究中心,北京 100081)
倒角结晶器是避免连铸坯角部横裂纹的产生、改善角部质量的新技术。通过ANSYS数值模拟,计算了不同角部形状的板坯在连铸矫直区的温度分布情况,分析了倒角角度、倒角面长度对板坯角部温度及其热塑性的影响。结果表明,倒角铸坯在提高角部温度和温度均匀性方面效果明显,铸坯角部热塑性随着温度的升高而改善。具有较高角部温度的倒角铸坯基本避开了钢的脆性区间,从而防止了角部横裂纹的产生。倒角结晶器技术在工业化生产应用中取得了良好效果。
倒角坯 角部形状 温度场 角横裂 数值模拟
角部横裂纹一直是困扰各大钢厂板坯质量的重大难题,对横裂纹的处理一般采用冷坯离线火切的方法,这不仅造成了能源、材料、人力的大量浪费,也打断了炼钢——连铸——轧钢的高效化生产节奏,使热装热送成为不可能。铸坯角部横裂纹的形成原因一般认为是由于矫直段处于钢的脆性区间700~850 ℃。针对这一原因分别形成了两种应对措施[1- 4]:一是在二冷段采用弱冷措施,从而提高角部温度至900 ℃以上,以避开脆性区间;二是在二冷段采用强冷措施,使角部温度降到600 ℃以下,从而避开脆性区。
常规铸坯角部为直角二维传热,通过使用倒角结晶器,改变了铸坯的角部形状,弱化了角部二维散热,从而提高了角部温度以避开脆性区间,达到解决角部横裂纹缺陷的目的[5- 6]。
1 研究方法
1.1 基本假设和模型的建立
基本假设:结晶器上部钢液与保护渣按绝热处理;结晶器内部和二冷区按对流传热处理;忽略钢液内部对流对传热的影响;忽略结晶器振动液面波动对传热的影响;拉速恒定在0.93 m/min。
温度场模拟采用ANSYS软件建立二维模型,由于传热的对称性,为简化模型,选用1/2断面进行建模。铸坯模型尺寸642.5 mm×260.0 mm(如图1所示),倒角面与窄面角度分别为22°、30°、38°、45°、60°,倒角面长度为20、40、60、80 mm,另加直角坯作为对比。所有21种工况,仅角部形状不同,其他条件均完全相同,矫直段铸坯角部形状均遗传自上工段,由结晶器角部形状决定,即铸坯截面形状和倒角结晶器形状是一致的。

图1 铸坯1/2截面示意图Fig.1 Schematic diagram of 1/2 cross- section of slab
不同于直角坯,倒角坯角部有两个钝角,靠近宽面的角称之为宽面角,靠近窄面的角称之为窄面角。宽面角的角度为宽面和倒角面所形成的钝角,窄面角的角度为窄面和倒角面之间形成的钝角,宽面角与窄面角的角度之和为270°。
1.2 初始条件
为了提高计算结果与实际工况的一致性,使其更具有现实指导价值,计算初始条件均来自国内某钢厂现场实测值:(a)钢液的初始温度为1 559 ℃;(b)结晶器入口和出口水温分别为27.5、34.6 ℃;(c)二冷水温取值为27.2 ℃。
1.3 边界条件
结晶器单位时间内传递的热量[7],记为平均热流Q(单位:W):
Q=cρSv(T出-T进)
(1)
式中:c为水的比热容,4.2×103J/(kg·℃);ρ为水的密度,1.0×103kg/m3;v为结晶器内水的流速,m/s;S为结晶器水孔面积,;T进为进水口平均水温,27.5 ℃;T出为出水口平均水温,34.6 ℃。
二冷区水直接喷到铸坯表面,依据牛顿冷却定律[8- 9],平均热流密度q(单位:W/m2)可表示为:
q=h(T坯-T水)
(2)
式中:h为对流换热系数,由喷嘴大小及喷水速度决定,W/(m2·℃);T坯为铸坯表面温度,℃;T水为二冷水平均温度,27.2 ℃。
2 计算结果及分析讨论
2.1 倒角长度对温度的影响
提取铸坯表面从距铸坯宽面中心500 mm处至窄面中心的温度分布情况。计算得到相同倒角角度情况下倒角面长度对铸坯温度的影响,如图2所示。
从图2中可以看出,4种倒角面长度的铸坯由宽面角至窄面角温度曲线的走势大致相同。这表明当倒角角度固定时,倒角面长度仅影响温度数值的波动幅度,对温度走势的影响不大。所有倒角坯角部温度均比直角坯角部温度高,且随着倒角面长度的增加,角部温度不断提高。相同倒角角度下,随着倒角面长度的增加,宽面角温度也随之升高,但温度增量却逐渐减小(见图4),窄面角温度也表现出相同的规律。

图2 倒角长度对铸坯表面角部温度的影响Fig.2 Influence of chamfer length on the surface temperature of the corner of the slab
直角坯角部以二维散热方式冷却,倒角坯角部由于存在两个钝角,角部的冷却开始接近于一维散热,其冷却速度得到降低,故有利于提高角部温度。由上述计算结果可知,随着倒角面长度的增加,角部温度也随之升高,倒角面上的温度与宽面和窄面上的温度差不断减小,角部温度的变化曲线也更平滑,即角部附近温度分布越均匀。
2.2 倒角角度对温度的影响
为了研究倒角角度对铸坯角部温度的影响,对相同倒角面长度不同倒角角度的铸坯的传热行为进行了数值模拟,其中距铸坯宽面中心500 mm处至窄面中心的温度分布,如图3所示。
从图3中可以看出,倒角坯在宽面角和窄面角分别出现两个温度低谷。在由宽面角至窄面角的区域,温度先上升后下降,呈开口向下抛物线趋势,期间出现一个温度峰值。对于相同倒角面长度不同倒角角度的铸坯,此温度峰值相差较小,随着倒角角度的增大,峰值的位置逐渐右移,即逐渐向宽面角靠近。22°、30°和38°倒角铸坯的温度最低点在宽面角,45°倒角铸坯的宽面角和窄面角温度大致相等,60°倒角铸坯的温度最低点出现在窄面角。在倒角角度逐渐增大的过程中,宽面角温度逐渐升高,窄面角温度逐渐降低,最低温度点逐渐由宽面角转移至窄面角。可见倒角角度对铸坯温度变化曲线形状的影响较大。
在传热过程中,倒角坯的宽面角或窄面角的角度越小,越趋向于二维传热,散热速度就快,温降也就越大;宽面角或窄面角的角度越大,越趋向于一维传热,散热速度就慢,温降也就越小。在倒角角度逐渐由22°向60°增大的过程中,宽面角角度逐渐增大,越趋于一维传热,散热速度逐渐减慢,角部温度随之提高;同时,窄面角角度逐渐减小,越趋于二维传热,散热速度逐渐增大,角部温度随之降低。在倒角角度逐渐增大的过程中,角部最大散热速度位置逐渐由宽面角转移至窄面角。
倒角角度为45°时,宽面角角度等于窄面角角度,两角的散热速度相等,宽面角和窄面角处温差最小,温度分布较为均匀。随着倒角角度的增大或减小,宽面角和窄面角之间的温差均有增大的趋势。
2.3 角部形状对铸坯热塑性的影响
图4显示了不同角部形状铸坯角部温度的分布情况。可见直角铸坯角部温度约为800 ℃,正处于钢的第三脆性温度区间,如图5所示。此时在奥氏体晶界上开始形成铁素体, 这将导致在奥氏体晶粒周围形成铁素体膜,在转变温度范围内,铁素体比奥氏体软。这样当变形开始时,应变就集中在晶界的铁素体内。延展性断裂,即第二相微粒上空隙的形核, 以及这些空隙的生长便在铁素体膜内继续,导致钢的塑性变差,这时在铸坯发生矫直变形的过程中,容易造成材料破坏,产生裂纹[10]。而倒角坯的角部温度普遍高于850 ℃,比常规铸坯高50 ℃以上,已基本避开了钢的第三脆性温度区间,铸坯角部热塑性较好,可以有效抵抗在矫直大变形的作用下产生的可能使材料发生破坏的应力。所以利用倒角结晶器生产倒角铸坯,有利于提高角部温度从而达到避免角横裂产生的目的。
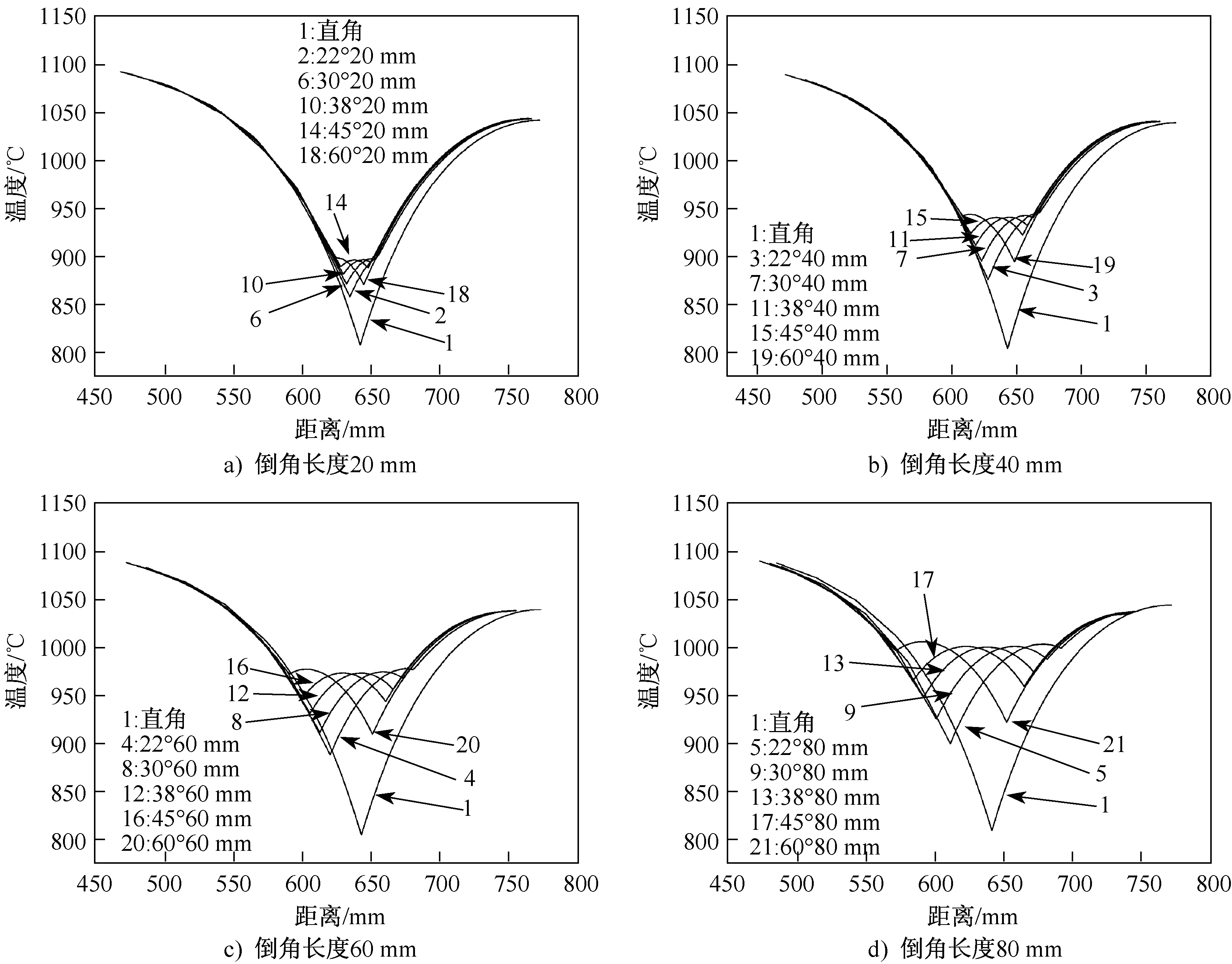
图3 倒角角度对铸坯表面角部温度的影响Fig.3 Influence of chamfer angle on the surface temperature of the corner of the slab

图4 不同角部形状角部温度变化Fig.4 Variations of corner temperature for different corner shapes

图5 铸坯断面收缩率随温度变化Fig.5 Reduction in area of slab as a function of temperature
3 工业试验
在国内某钢厂进行了倒角角度22°、30°,倒角面长度65 mm的倒角结晶器工业试验。实际测得在矫直段内,倒角角度22°、倒角长度65 mm的倒角铸坯,其宽面角温度比常规直角铸坯角部高60 ℃;倒角角度30°,倒角长度65 mm的倒角铸坯,其宽面角温度比常规直角铸坯角部高120 ℃。由图6可以看出,在矫直段常规直角铸坯的温度更低,角部已呈现暗黑色,而倒角铸坯角部仍保持较高温度,呈现亮白色。经检查,铸坯冷却后倒角铸坯角部无横裂纹出现。

图6 直角铸坯(a)和倒角铸坯(b)矫直工业试验Fig.6 Straightening commercial experiment of rectangular slab (a) and chamfered slab (b)
在模拟计算中,由图4可以得到:倒角面长度为65 mm时,22°倒角铸坯的宽面角温度为885 ℃,比常规铸坯温度高85 ℃;30°倒角铸坯的宽面角温度为920 ℃,比常规铸坯温度高120 ℃。这与实际生产情况基本相符。
4 结论
(1)倒角面长度对铸坯温度影响较大,随着倒角面长度的增加,角部温度逐渐提高。
(2)倒角角度对铸坯温度分布趋势的影响较大,随着倒角角度的增大,宽面角温度逐渐升高,窄面角温度逐渐降低,角部温度最低位置逐渐由宽面角转移至窄面角。
(3)倒角铸坯比直角铸坯的角部温度分布更均匀,倒角面越长,倒角角度越接近45°,角部温度分布越均匀。
(4)倒角坯对提高角部温度具有明显效果,倒角铸坯角部温度普遍高于常规直角铸坯温度50 ℃以上,基本避开钢的第三脆性温度区间,避免了角部横裂纹的产生。
[1] 马范军,文光华,唐萍,等.含铌、钒、钛微合金钢连铸坯角部
横裂纹研究现状[J].材料导报,2010,24(5):89- 91,95.
[2] TAKEUCHI E , BRIMACOMBE J K. Effect of oscillation- mark formation on the surface quality of continuously cast steel slabs[J]. Metallurgical Transaction B ,1985,16(4):605- 625.
[3] MINTZ B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking[J]. ISIJ International ,1999,39(9):833- 855.
[4] ZARANDI F, YUE S. Mechanism for loss of hot ductility due to deformation during solidification in continuous casting of steel[J]. ISIJ International,2004,44(10):1705- 1713.
[5] 曹建新,陶红标,张慧,等.倒角结晶器在涟钢板坯连铸生产中的应用[J].钢铁,2013,48(11):43- 47.
[6] 张慧,吴夜明,王明林,等.微合金化钢板坯角部横裂纹控制技术开发及应用[C]//第十八届(2014年)全国炼钢学术会议论文集.2014:1- 11.
[7] 周俐.冶金传输原理[M].北京:化学工业出版社,2009.
[8] 杨春政.典型微合金化钢板坯角部横裂纹产生机理与倒角结晶器技术研究[D].上海:上海大学,2011.
[9] 任飞飞,张慧,王明林. 倒角结晶器的倾角优化设计[J].上海金属,2015,37(5):37- 41.
[10] 干勇,倪满森,余志祥,等.现代连续铸钢实用手册[M].北京:冶金工业出版社,2010.
收修改稿日期:2016- 12- 05
NumericalSimulationofSurfaceTemperatureofContinuousCastingSlabwithDifferentCornerShapeduringStraightening
Meng Dedi1,2Wang Minglin2Zhang Hui2Yuan Shouqian1
(1. College of Metallurgy, Xi’an University of Architecture and Technology, Xi’an Shanxi 710055,China; 2. National Engineering Research Center of Continuous Casting Technology, Iron and Steel Research Institute, Beijing 100089, China)
Chamfered mold is a new technology that can avoid the generation of corner transverse crack and improve quality of the corner. The temperature distribution of the slab corner of different corner shape in straightening zone during continuous casting was calculated by using ANSYS software, and the influence of chamfer angle and chamfer length on the temperature variation and the hot ductility of slab corner were summarized. The results showed that the chamfered slab can significantly improve the corner temperature and temperature uniformity, and the hot ductility of slab corner was improved with the temperature increasing. The brittle interval of steel can be basically avoid by chamfered slab at a higher corner temperature, thus preventing the generation of transverse corner cracks. The technology of chamfered mold achieved good results in production applications.
chamfered slab,corner shape,temperature field,transverse corner crack,numerical simulation
国家自然科学基金(No.51204059)
孟德弟,男,主要从事连铸过程数值模拟和表面缺陷解决相关研究,Email:mdding@126.com