板坯连铸结晶器浸入式水口结构研究
2017-09-28张慧书吴国玺战东平
张慧书 吴国玺 陈 韧 孙 野 战东平 刘 越
(1.辽宁科技学院冶金学院,辽宁本溪 117004;2.东北大学材料与冶金学院,辽宁沈阳 110004)
板坯连铸结晶器浸入式水口结构研究
张慧书1吴国玺1陈 韧1孙 野1战东平2刘 越2
(1.辽宁科技学院冶金学院,辽宁本溪 117004;2.东北大学材料与冶金学院,辽宁沈阳 110004)
在实验室条件下,基于某厂实际水口结构及生产状况重新设计了4种不同结构的浸入式水口,然后采用1∶1的水模型对该厂600 mm×170 mm断面板坯连铸结晶器的流场特征进行试验,通过对比分析不同拉速下采用不同结构浸入式水口时结晶器内钢液的流场特征的变化情况,从而优选出适合该厂的浸入式水口结构。研究表明,在拉速≤1.6 m/min时,采用底部形状为凸底、出口倾角18°、侧出孔尺寸为40 mm×60 mm的椭圆形水口,结晶器内流场最为理想,即为最优水口结构。
板坯连铸 结晶器 浸入式水口 物理模拟 结构优化
随着冶金技术的发展,连铸已经成为钢铁生产中一个不可或缺的环节[1]。由于结晶器处于板坯连铸的核心地位,其内部钢液的流动状态会直接影响到连铸机生产是否顺利以及铸坯质量的优劣。而浸入式水口在提高连铸可浇性中起到至关重要作用,其使用效果直接决定着连铸效率和钢坯质量[2]。因此,有必要对结晶器浸入式水口结构进行优化,以改善结晶器流场,提高铸坯质量[3- 7]。本文针对某钢厂在连铸过程中经常出现的钢水粘结、水口结瘤、铸坯卷渣等问题,重新设计水口结构,采用物理模拟方法与原水口产生的流场状态进行比较,探究水口结构和工艺参数对结晶器内流场的影响,对比分析获得板坯断面为600 mm×170 mm时的最优水口结构,以达到提高铸坯质量、降低粘结发生几率、提高连铸作业率等目的。
1 试验内容
1.1 试验装置及原理
水模型试验装置示意图如图1所示。试验采用1︰1有机玻璃模型进行实物模拟设计,以水模拟钢液,以液态石蜡模拟保护渣。利用DJ800浪高仪测量结晶器液面波动情况,采用摄像机记录实时流场状况。根据相似原理,模型流动和原型流动应保证力学相似,才能通过模型流动规律来预测实际流动状况。考虑到钢水流动主要受惯性力和重力控制,所以模型设计只考虑几何和动力相似[8]。
因模型比1∶1,所以:

(1)
式中:LS为原型线性尺寸;LM为模型相应线性尺寸。
取弗雷德准数为决定性准数。下标M代表模型参数,S代表原型参数,则:
FrS=FrM,即:
uS2/g·LS=uM2/g·LM
(2)
流速相似比uM/uS,流量相似比QM/QS分别为:
uM/uS=(LM/LS)0.5=(1/1)=1
(3)
QM/QS=(aM·bM·uM)/
(aS·bS·uS)=1
(4)
式中:aM、aS—模型与原型结晶器宽度,mm;bM、bS—模型与原型结晶器厚度,mm。
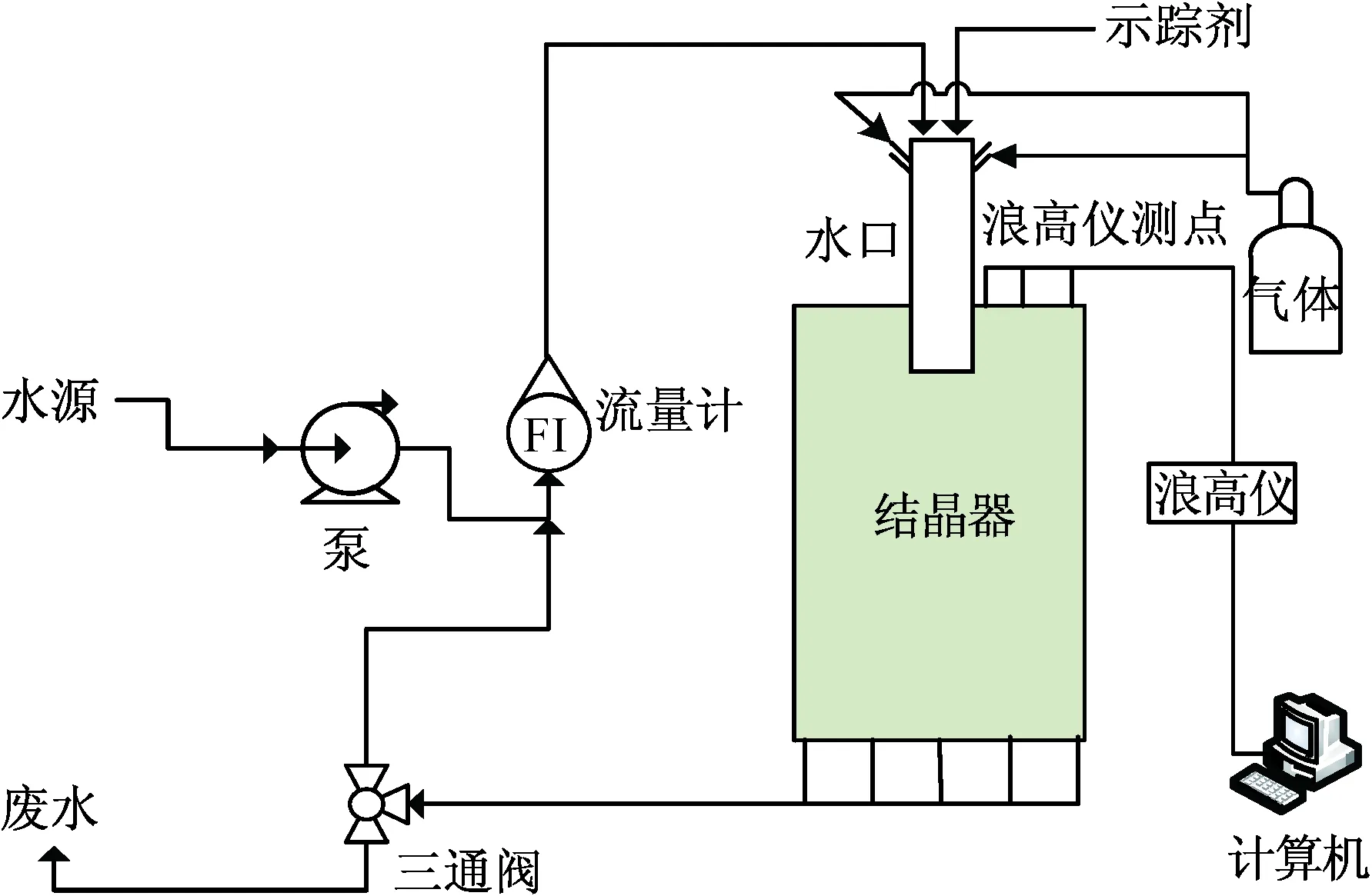
图1 水模型试验装置示意图Fig.1 Schematic of water model experimental device
1.2 试验方案
试验采用的浸入式水口出口为椭圆形,根据水口底部形状(见图2)、出口倾角(θ)、侧出孔面积三个结构参数,重新设计了4种不同结构的水口进行水模拟试验。具体结构参数见表1,其中编号N1为该钢厂原水口的相关参数。为了较好地区分卷渣程度,对不同的卷渣现象进行分级,如表2所示,渣面状态如图3所示。
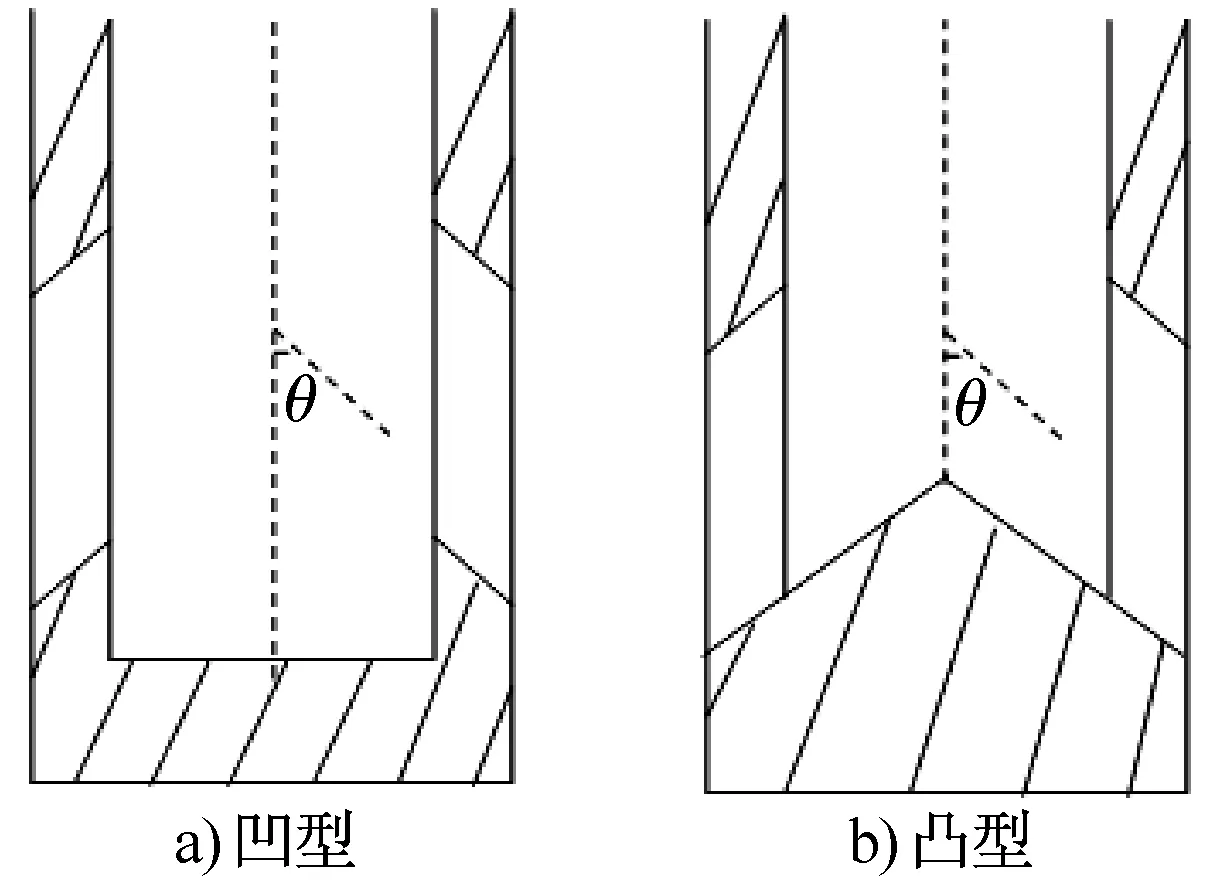
图2 浸入式水口底部形状Fig.2 Bottom shape of SEN
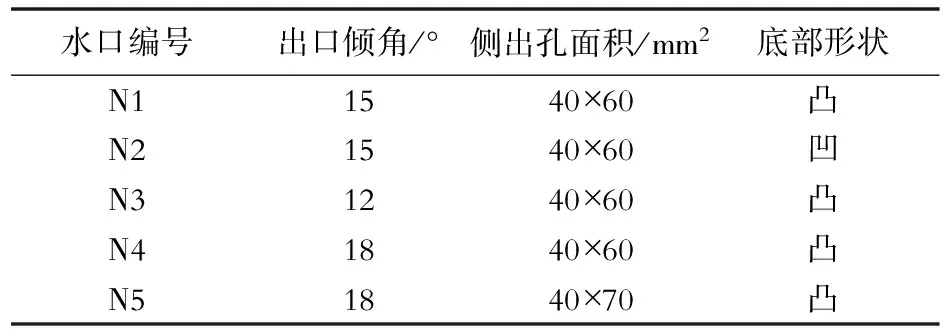
表1 浸入式水口的结构参数Table 1 Structure parameters of SEN
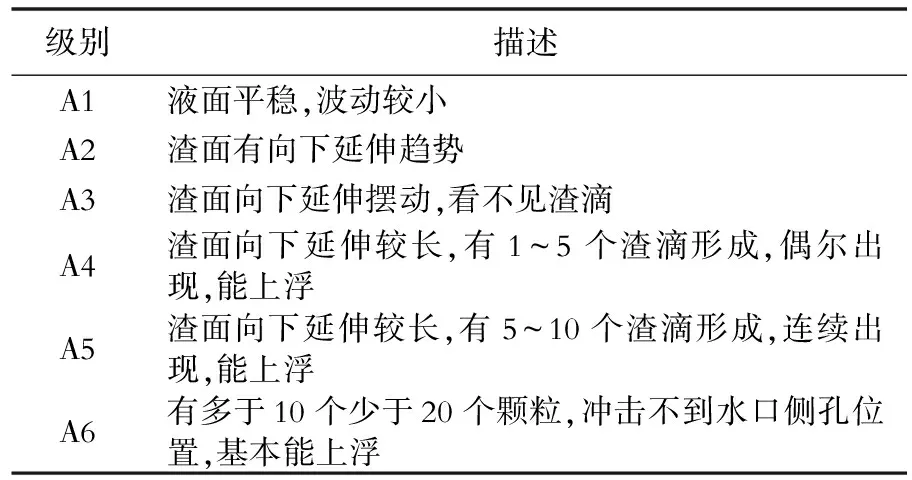
表2 卷渣分级Table 2 Classifications of slag entrainment
2 结果与分析
2.1 水口底部形状对流场的影响
在板坯断面尺寸为600 mm×170 mm、插入深度120 mm条件下,变化水口底部形状即采用N1(原水口)和N2两种水口进行水模拟试验,研究拉速变化(1.4、1.5、1.6 m/min)对结晶器内钢液流场特征的影响。图4、图5和表3分别为不同的水口底部形状下,拉速对冲击深度、平均波高和卷渣程度的影响。

图3 渣面状态Fig.3 States of slag surface
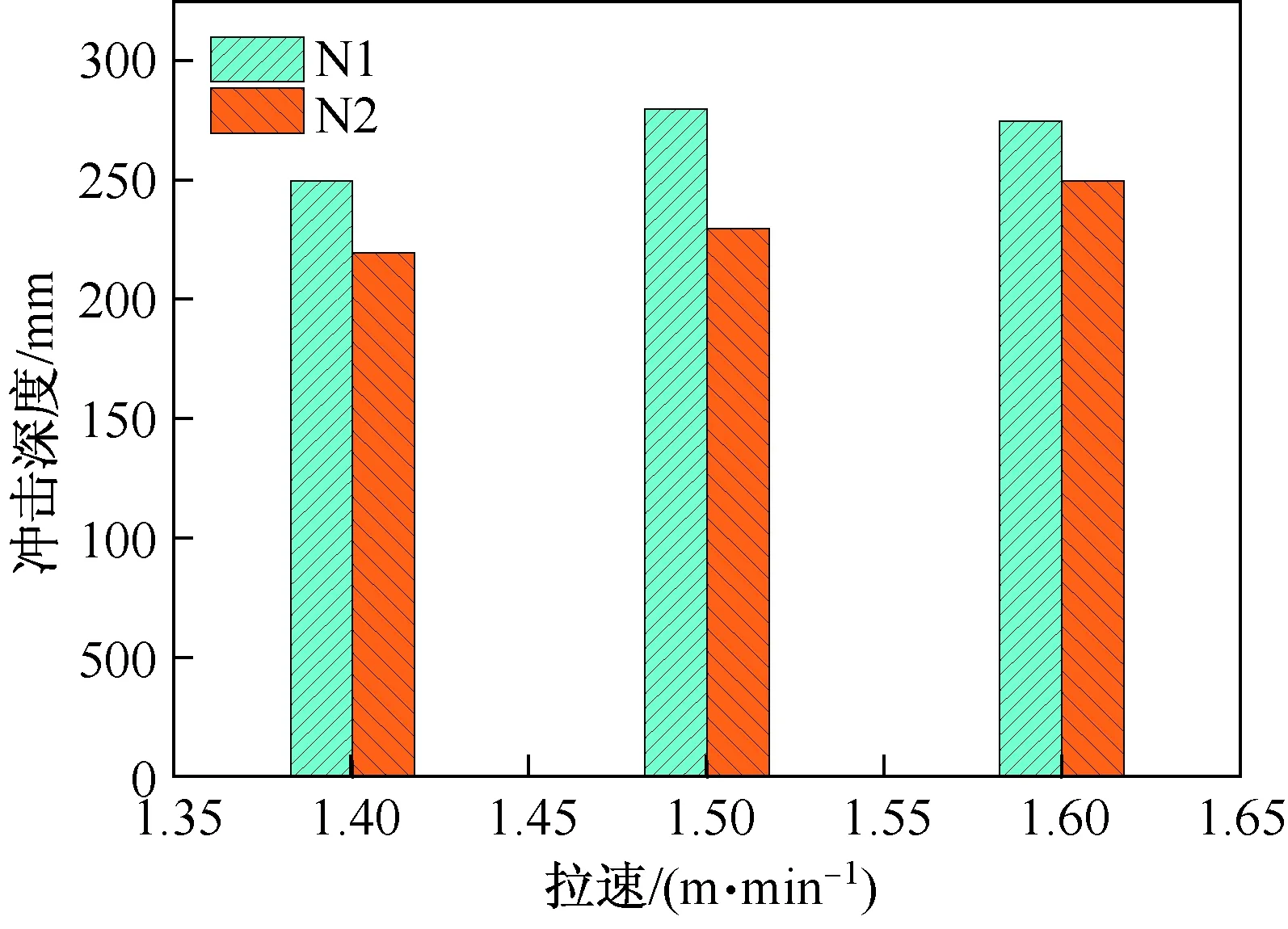
图4 不同拉速下N1、N2水口的冲击深度变化Fig.4 Impact depths of N1 and N2 nozzles obtained at different casting speeds

图5 不同拉速下N1、N2水口的平均波高变化Fig.5 Average wave heights of N1 and N2 nozzles produced at different casting speeds
由图4可以看出,在不同拉速下,N1水口的冲击深度明显大于N2水口,两者的差值范围在30~50 mm。冲击深度的增加可减轻回旋区对弯月面的冲击,减少漏钢几率,并减少液面保护渣的卷入。此外,由表3可见,N1水口的卷渣程度明显优于N2水口,仅出现液面波动或偶有少量渣滴出现,可防止液渣大量地卷入所引起的钢中外来夹杂物的生成。由图5可以看出,N1水口在不同位置的平均波高与N2水口相差不大。综合比较,凹型水口N2的液面裸露程度明显大于凸型水口N1,且在较低拉速时凹型水口就已发生较凸型水口严重的卷渣,因此可以得出底部凹型结构的浸入式水口不适宜在该厂连铸机上使用。
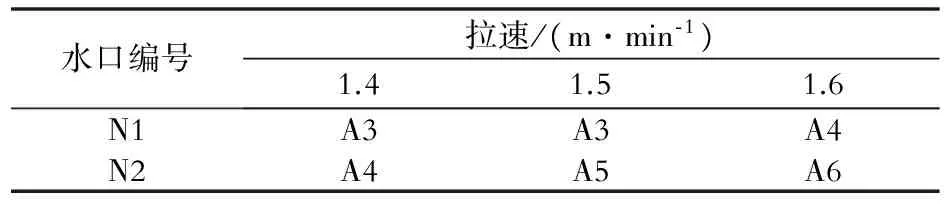
表3 不同拉速下N1、N2水口卷渣程度的比较Table 3 Comparison of slag entrainment levels of N1 and N2 nozzles at different casting speeds
2.2 出口倾角对流场的影响
在板坯断面尺寸为600 mm×170 mm、插入深度120 mm条件下,采用N1、N3和N4三种不同出口倾角的水口进行水模拟试验。图6、图7和表4分别为不同水口倾角时,拉速对冲击深度、平均波高和卷渣程度的影响。
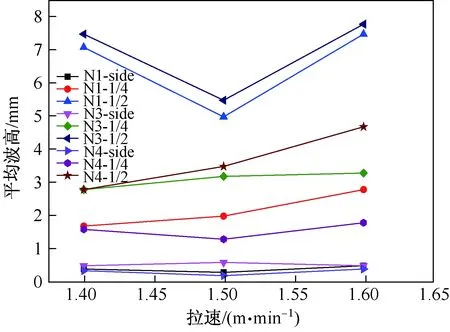
图7 不同拉速下N1、N3、N4水口的平均波高变化Fig.7 Average wave heights of N1,N3 and N4 nozzles produced at different casting speeds

表4 不同拉速下N1、N3、N4水口卷渣程度比较Table 4 Comparison of slag entrainment levels of N1, N3 and N4 nozzles at different casting speeds
由图6可以看出,随着出口倾角的增大,冲击深度逐渐加深,从而引起液面波动减小。由图7可以看出,结晶器内不同位置的平均波高也随着出口倾角的增大而趋于平缓,特别是在1/2结晶器宽度处,N1和N3水口的平均波高在5~8 mm之间,N4水口明显降低,在2.5~4.5 mm之间。通过表4可以进一步看出,N4水口的卷渣程度最轻。综上分析,为了防止卷渣的发生及减少对弯月面的冲击、降低粘结漏钢的几率,水口出口倾角适当增加有利于改善钢液的流动状况。
2.3 水口侧出孔尺寸对流场的影响
在保证水口底部形状为凸型的基础上,采用N4、N5两种不同侧出孔尺寸的水口进行水模型试验。图8~图10、表5分别为两种侧出孔面积的水口下,流场特征随拉速的变化。
从图8可以看出,随着侧出孔面积的增大,即侧孔长径由60 mm增大到70 mm后,冲击深度明显下降。并且从图9可以看出,冲击深度的加深对液面波动的影响也比较明显,N5水口在结晶器边部、1/2和1/4宽度处的平均波高均高于N4水口,特别是N5水口在1.6 m/min拉速时,在1/2结晶器宽度处的平均波高达7.1 mm,为极限波高。
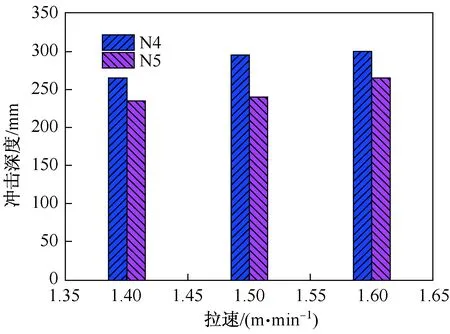
图8 不同拉速下N4、N5水口的冲击深度变化Fig.8 Impact depths of N4 and N5 nozzles obtained at different casting speeds
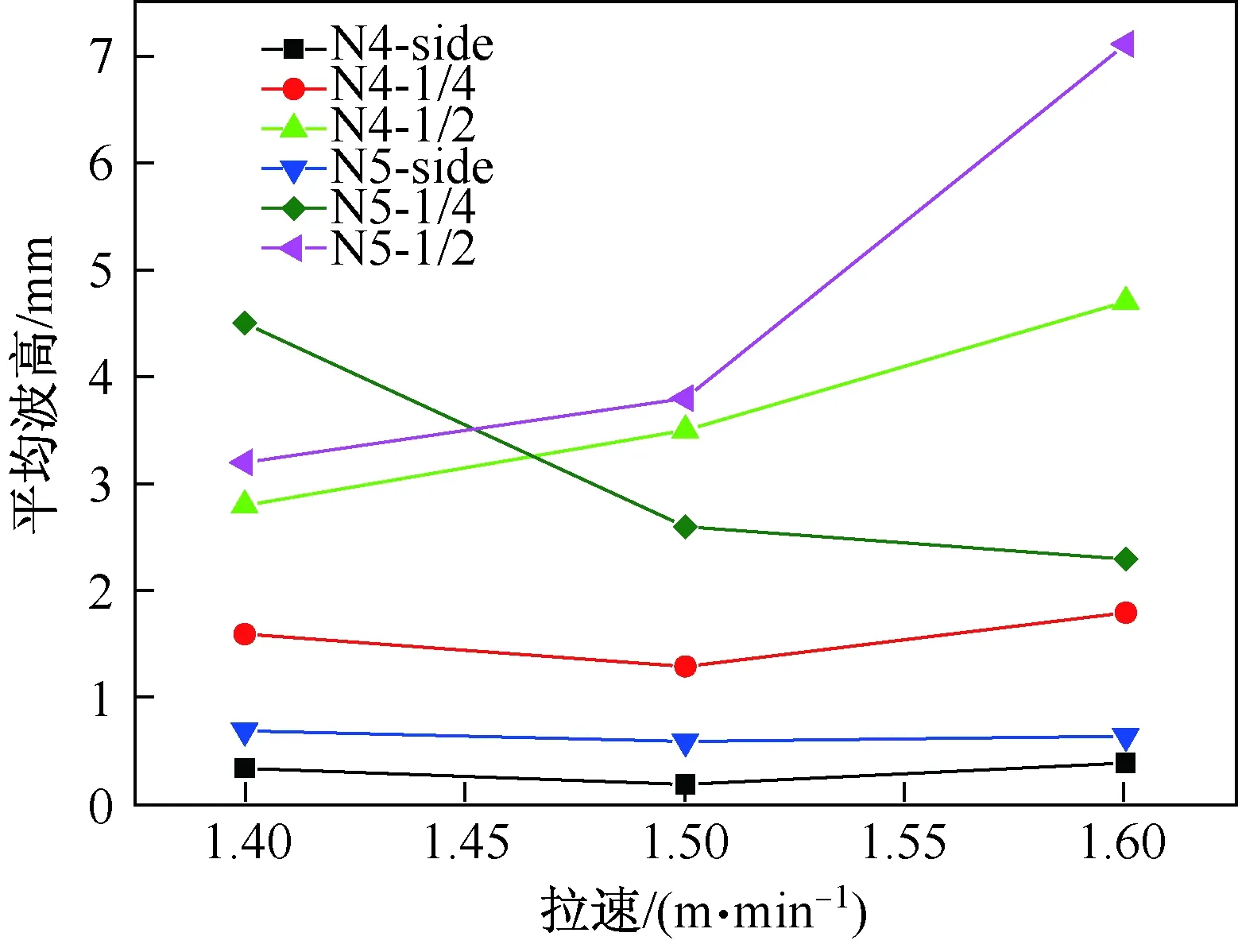
图9 不同拉速下N4、N5水口的平均波高变化Fig.9 Average wave heights of N4 and N5 nozzles produced at different casting speeds
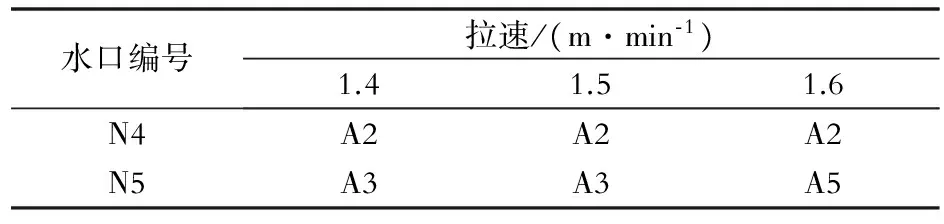
表5 不同拉速下N4、N5水口卷渣程度比较Table 5 Comparison of slag entrainment levels of N4 and N5 nozzles at different casting speeds
从图10不同拉速时液面的裸露情况可以看出,N5水口的裸露面积明显比N4水口的大,在1.6 m/min拉速时裸露面积已经达到2/3,通过表5可以看出引起的卷渣程度达到A5级。综合来看,由于N5水口的侧出孔面积增大,冲击深度变浅,引起液面波动增大,将对弯月面的形成及稳定造成影响,而且保护渣卷入钢液的几率增大,可以得出N4水口优于N5水口,更适合该厂的实际生产。
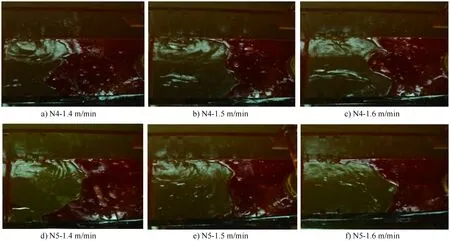
图10 不同拉速时N4、N5水口液面裸露情况Fig.10 Surface exposed situations of N4 and N5 nozzles at different casting speeds
比较4种不同类型的水口设计可以看出,底部形状为凸型、出口倾角18°、侧出孔面积为40 mm×60 mm的水口能更好地适应该厂的实际生产情况,有利于解决粘结漏钢及减少卷渣夹杂物的产生。
3 结论
(1)浸入式水口的底部形状、出口倾角、侧出口面积等参数对结晶器流场产生重要影响。凹型水口的液面裸露程度明显大于凸型水口,且在较低拉速时凹型水口就已发生较凸型水口严重的卷渣;为了防止卷渣的发生及减少对弯月面的冲击、降低粘结漏钢的几率,水口出口倾角适当增加有利于改善钢液的流动状况;侧出口面积增大,冲击深度变浅,引起液面波动增大,将对弯月面的形成及稳定造成影响,而且液渣的卷入几率增大,因此侧出口面积不宜增大。
(2)结合4种不同类型的水口设计对结晶器内钢液流场特性的影响,得出对于该厂连铸结晶器为600 mm×170 mm的板坯断面,侧出孔尺寸为40 mm×60 mm、出口倾角18°、凸型底的浸入式水口为最佳水口结构。
[1] 杨文刚, 李红霞, 刘国齐,等. 高效连铸用薄板坯浸入式水口结构设计[J]. 耐火材料, 2015(5):332- 334.
[2] 赵定国, 郭福建, 韩少伟,等. 连铸浸入式水口浇铸技术进展[J]. 河北冶金, 2015(2):27- 30.
[3] 熊霄, 邓小旋, 王新华,等. 水口出口形状对高拉速板坯连铸结晶器内流场特征的影响[J]. 钢铁研究学报, 2014, 26(7):35- 40.
[4] 颜滔, 侯治波, 吴狄峰. 浸入式水口结构对大方坯结晶器内夹杂物运动的影响[J]. 上海金属, 2012.34(5):51- 56.
[5] 邓小旋, 熊霄, 王新华,等. 水口底部形状对高拉速板坯连铸结晶器液面特征的影响[J]. 北京科技大学学报, 2014(4):515- 522.
[6] MORALES R D,TANG Y, GERALD N, et al. Design of a submerged entry nozzle for thin slab molds operating at high casting speeds[J]. ISIJ International, 2012, 52(9):1607- 1615.
[7] CALDERóN- RAMOS I, MORALES R D. The role of submerged entry nozzle port shape on fluid flow turbulence in a slab mold[J]. Metallurgical and Materials Transactions B, 2015, 46(3):1314- 1325.
[8] 陈敏,王楠,韩文习,等.板坯连铸机浸入式水口结构优化的水模研究[J].炼钢,2007,23(3):36- 40.
收修改稿日期:2016- 12- 14
StudyonSubmergedEntryNozzleStructureinSlabMoldforContinuousCasting
Zhang Huishu1Wu Guoxi1Chen Ren1Sun Ye1Zhan Dongping2Liu Yue2
(1. School of Metallurgy, Liaoning Institute of Science and Technology, Benxi Liaoning 117004, China; 2. School of Materials and Metallurgy, Northeastern University, Shenyang Liaoning 110004, China)
Under laboratory conditions, four kinds of submerged entry nozzle (SEN) with different structure were redesigned based on the actual nozzle structure and production status in a steel plant. The characteristic of the flowing field in a slab continuous casting mold with a section of 600 mm by 170 mm was studied by ratio of 1 to 1 water model, then the SEN suitable for the plant was optimized, by comparative analysis at the variation of flowing field in mould with different structural SEN at different casting speeds. The research results showed that when the casting speed was not greater than 1.6 m/min, the most ideal flow field was obtained by using the oval outlet nozzle with bottom shape of nozzle mountain- bottom, tilt angle of the nozzle exit of 18°, the side of the hole size of 40 mm by 60 mm, i.e. the optimal SEN structure.
slab continuous casting,mold,submerged entry nozzle(SEN),physical simulation,structural optimization
国家自然科学基金(51574063);辽宁省高等学校优秀人才支持计划(LJQ2015056)
张慧书,女,博士,讲师,主要从事冶金过程模型开发工作,Email: huishuzhang@163.com