基于ELID磨削机理的GCr15轴承钢内圆工艺试验研究
2017-09-28关佳亮戚泽海路文文孙晓楠胡志远
关佳亮,戚泽海,路文文,孙晓楠,胡志远,张 妤
(北京工业大学 机械工程与应用电子技术学院,北京 100124)
基于ELID磨削机理的GCr15轴承钢内圆工艺试验研究
关佳亮,戚泽海,路文文,孙晓楠,胡志远,张 妤
(北京工业大学 机械工程与应用电子技术学院,北京 100124)
针对GCr15轴承钢内圆传统磨削加工方式存在的精度低、烧伤及裂纹等缺陷,文章采用ELID精密镜面磨削技术对其进行工艺试验研究。在ELID精密镜面磨削机理及钝化膜数学模型的理论指导下,进行正交试验探究磨削深度、砂轮线速度、电解电压及占空比对表面粗糙度的影响及其最优参数组合,并采用极差法分析探究各因素对工件磨削质量影响程度的大小。研究结果表明在磨削深度0.5μm,砂轮线速度30m/s,电解电压50V,占空比50%的最佳工艺参数下可获得表面粗糙度为13nm的已加工表面。
GCr15轴承钢;ELID钝化膜数学模型;正交实验;工艺参数优化
0 引言
GCr15轴承钢因具有良好的耐磨性、淬透性、抗蚀性、尺寸稳定性及淬火和回火后具有高而均匀的硬度等优点被广泛应用于制造各种轴承套圈、滚动体等轴承零部件。随着像高铁技术对于GCr15轴承钢性能及寿命的要求,其传统的由粗磨到精磨再到油石研磨的精加工方法存在着效率低、烧伤及裂纹的问题。而在线电解修整(ELID)磨削技术因其具有加工精度高及加工材料广等特点,被广泛应用于各种金属和非金属硬脆材料的加工[1-2]。
近年来国内外诸多学者在ELID磨削技术精密加工轴承钢内圆的方面取得了较大进步。杨黎健[3]采用ELID在线电解CBN砂轮的方式磨削轴承钢内圆并取得了30nm的表面粗糙度。任成祖[4]等通过分析ELID磨削机理及对滚动轴承套圈内圆进行ELID磨削实验,验证了此方案的可行性。Lim H S[5]通过研究ELID磨削加工工艺参数和氧化膜之间的相互作用关系,得知增大电解电流及占空比能够降低工件表面粗糙度。郑友益[6]等采用超声ELID磨削技术研究了电解电压、占空比及电极间隙对磨削加工中钝化膜厚度的影响规律,但是没有给出对应的数学模型及组合影响关系。
本文在ELID精密镜面磨削成型机理及钝化膜数学模型的理论指导下,对影响磨削GCr15轴承钢表面粗糙度的磨削深度、砂轮线速度、电解电压及占空比四因素进行正交试验。试验得出四因素的最优参数组合及影响水平,并利用最优磨削工艺参数得到表面粗糙度为13nm的已加工表面。
1 ELID精密镜面磨削成型机理
1.1 ELID内圆精密镜面磨削原理
图1为ELID内圆磨削原理图,ELID磨削系统采用具有导电性的铸铁基金属结合剂砂轮与ELID专用脉冲直流电解电源正极相连,电源负极与砂轮形状相匹配的专用电极相连,在电极和砂轮之间喷有专用的电解磨削液,从而形成一个闭合回路。磨削过程中,砂轮表面金属结合剂被不断去除,同时利用阳极溶解原理,砂轮表层的铸铁基体溶解露出内部锋利的磨粒,从而实现砂轮的自修锐。ELID精密镜面成型机理如图2所示,当在精磨阶段时,由于进给量很小且电解作用会在砂轮表面形成一层致密且富有弹性及强度的钝化膜覆盖在砂轮表面,钝化膜的厚度大于细粒度砂轮中微小磨粒的出刃高度。钝化膜除防止砂轮过度电解外还容纳一些因电解而脱落的微小磨钝磨粒,即钝化膜可对工件进行研磨与抛光进而实现镜面加工,因此ELID电解钝化膜的厚度及质量的好坏直接关系着被加工工件的表面粗糙度[7-8]。
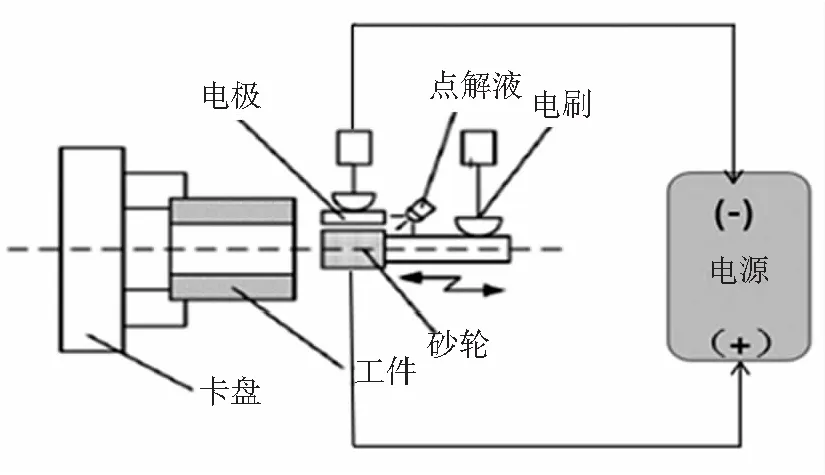
图1 ELID内圆磨削原理

图2 ELID精密镜面磨削机理
1.2 ELID钝化膜数学模型
ELID系统电解电路基本满足法拉第定律,可知在砂轮和电极界面上发生电化学反应砂轮结合剂去除的质量与通过电量之间的关系为[9-10]:
m=k′q=k′It
(1)
式中,m为砂轮结合剂去除的质量,q为通过电极界面的电量,I为电解电流,t为电流通过的时间,k′为质量电化当量。本文质量电化当量是指通过单位电量所能放映的砂轮铸铁基结合剂质量。假设在ELID电解系统中通过阳极溶解效应所去除的铸铁基结合剂全部转变为钝化膜。故电解所溶解的砂轮体积为:

(2)
式中,ρ为的砂轮的密度,ω为砂轮体积电化当量。由电场理论可知在砂轮与电极之间的电流密度j等于电场中电导率k与电场强度E的乘积。
j=k·E
(3)
砂轮与电极之间的电场强度E为施加在其上的电位差u和砂轮与电极之间的间隙δ之比,即为:

(4)
将式(4)代入式(3)得:
(5)
再有通过砂轮单位面积ΔS的电流I为:
I=j·ΔS
(6)
将式(5)代入式(6)得:
(7)
将式(7)代入式(2)得:
(8)
砂轮单位面积ΔS所形成的氧化膜的厚度为:

(9)
由式(9)可知砂轮单位面积ΔS所形成的氧化膜的厚度取决于砂轮体积电化当量ω、电解液的电导率k、电流通过的时间t、砂轮与电极之间的间隙δ及电解电压u。本次实验采用本实验室专用的ELID直流脉冲电源,故电流通过的时间t用脉冲电源占空比来表示,可知只有砂轮与电极之间的间隙δ及电解电压u及脉冲电源占空比可以通过调节来改变氧化膜的厚度从而影响被磨工件的表面粗糙度。
2 GCr15轴承钢内圆ELID磨削实验
本实验采用ELID磨削技术对GCr15轴承钢内圆进行精加工实验,由于此次实验GCr15轴承钢内圆尺寸为90mm,受空间的限制采用ELID断续修锐砂轮的方式进行实验探究不同工艺参数及电解参数对GCr15轴承钢内圆磨削加工精度的影响。本次实验及检测设备如表1所示。
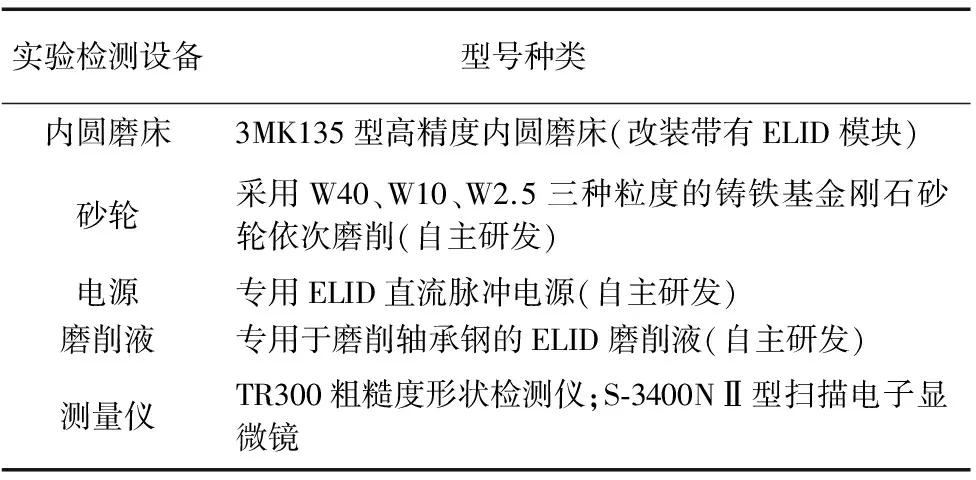
表1 实验及检测设备
3 加工工艺参数优化实验
3.1 试验指标和因素水平的确定
轴承性能的好坏主要取决于滚动体和内外圈轨道的表面粗糙度,因此本文选取GCr15轴承钢内圆的表面粗糙度作为试验指标。本实验室前期针对GCr15轴承材料在平面磨床上利用铸铁基金刚石砂轮进行工艺实验,已知当电极间隙在0.5~1mm时磨削效果较好[1]。本试验取电极间隙为0.6mm前提下,在已有磨削实验及ELID钝化膜数学模型的基础上设磨削深度、砂轮线速度、电解电压及占空比为本试验的试验因素,在3MK135型高精度内圆磨床上采用ELID断续修锐砂轮的方式进行四因素正交试验,各试验因素均取三个水平。四因素三水平表如表2所示。

表2 四因素三水平编码表
3.2 试验方案
采用四因素三水平设计9组试验,并且按照此表设计的参数采用W2.5粒度砂轮对GCr15轴承钢内圆进行ELID磨削试验,经TR300粗糙度形状检测仪对精加工工件检测结果如表3所示。
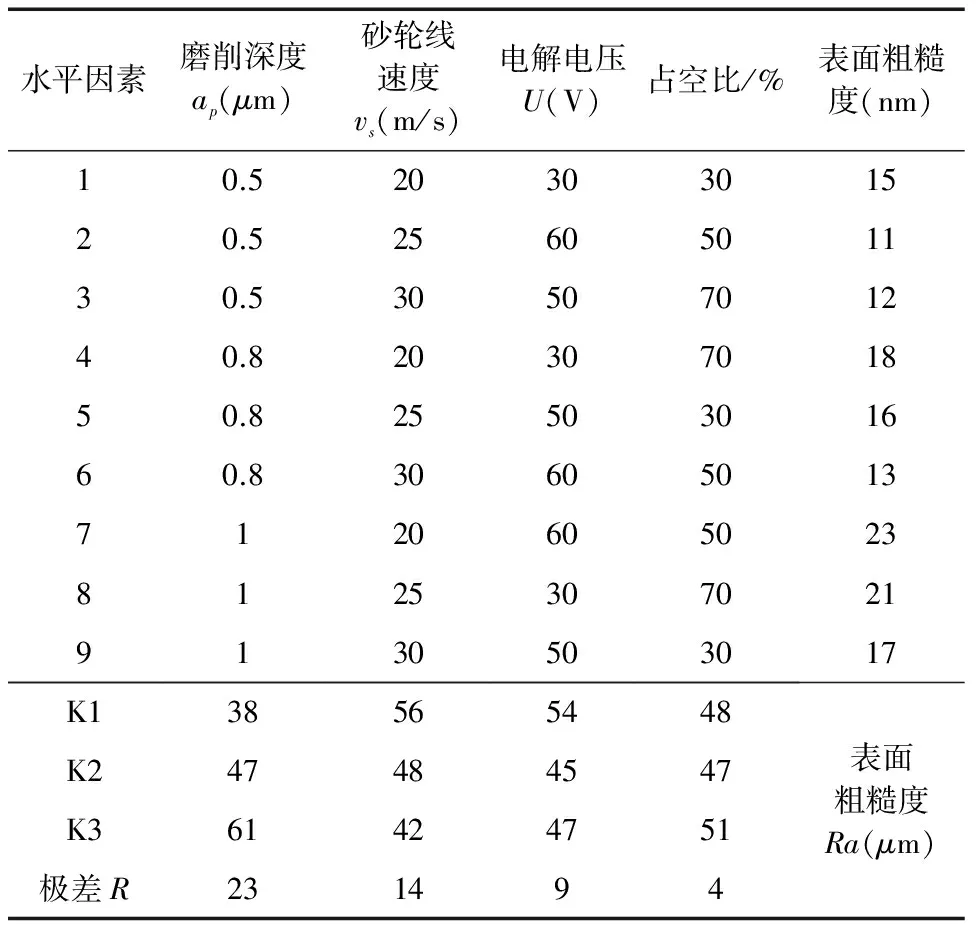
表3 正交试验设计表及测试结果
3.3 试验结果分析
3.3.1 确定试验因素的最优参数组合及优先水平
由表3可知磨削深度在A1(0.5μm)的水平下对表面粗糙度的影响在第1、2、3组试验中,在A2(0.8μm)水平下对表面粗糙度的影响反映在第4、5、6组试验中,在A3(1μm)水平下对表面粗糙度的影响反映在第7、8、9组试验中[11]。

只考虑磨削深度在A1、A2、A3三水平下对表面粗糙度指标而言,三组试验的试验条件是完全一样的(综合可比性)。但经计算得RA1、RA2、RA3不相等,因此表明磨削深度对试验结果有影响。由于本次试验以表面粗糙度作为指标,而RA1 3.3.2 确定各因素对表面粗糙度影响的优先水平 本试验极差值R反应的是某一因素取不同的参数值时,表面粗糙度值变化波动的大小。因此可以根据各因素极差R的大小来判断各因素对样件表面粗糙度影响的优先水平,由表3可知RA>RB>RC>RD。即对GCr15轴承钢内圆ELID精密加工表面粗糙度的影响由大到小为磨削深度>砂轮线速度>电解电压>占空比。从磨削机理分析可知在GCr15轴承钢内圆ELID电解精加工阶段由于电解钝化膜的存在,当采用较小的磨削深度时可以使钝化膜对工件进行研磨抛于为一体的复合式精密加工,可显著降低磨削颗粒的切削力。且随着砂轮线速度的提高使单位时间内磨削区域的微小磨粒数增加,使得单颗粒的切削力减弱,从而降低表面粗糙度。而电解电压及占空比的变化仅影响钝化膜的质量,钝化膜对最后的精加工起辅助作用以降低表面粗糙度,故电解电压、占空比相对于磨削深度和砂轮线速度对表面粗糙度的影响较小。 通过正交试验得到对GCr15轴承钢内圆ELID磨削的最优工艺参数为磨削深度0.5μm,砂轮线速度30m/s,电解电压50V,占空比50%。依次采用W40(磨削深度2μm)、W10(磨削深度1.5μm)、W2.5的铸铁基金刚石砂轮在此工艺参数的基础上对GCr15轴承钢内圆进行ELID精密磨削后分别在S-3400NⅡ型扫描电子显微镜和TR300粗糙度形状检测仪测量微观形貌及表面粗糙度,测量结果如图3所示。在此最优工艺参数下采用W40、W10、W2.5的铸铁基金刚石砂轮ELID磨削GCr15轴承钢内圆所能达到的表面粗糙度分别为85nm、37nm、13nm。 通过图3a、图3b、图3c SEM检测图可知,相比传统磨削方式加工GCr15轴承钢而言ELID镜面磨削加工不会产生烧伤及裂纹等缺陷,只是在工件表面留有磨粒耕犁去除的纹路,原因是在磨削过程中堵塞在磨粒之间的磨屑在ELID电解作用下随着磨削液流出。即砂轮不会因磨屑堵死而导致磨削力及温度的增大,故不会产生烧伤及裂纹等缺陷。相比于图3a、图3b可知图3c中W2.5粒度砂轮磨削工件表面粗糙度及微观形貌较好且几乎无明显的切痕。除由于磨削深度小以外,更重要的是在最佳工艺参数下ELID电解出的富有弹性及一定厚度的钝化膜覆盖住砂轮表面上的微小磨粒且其容纳一些因电解而脱落的微小磨钝磨粒以滑动方式对工件进行无正压力高速研磨与抛光。ELID电解出的钝化膜使最后的磨削变为一种磨、研、抛为一体的复合式精密加工,从而使工件得到较好的表面粗糙度。 (a)W40砂轮磨削SEM检测图 (b)W10砂轮磨削SEM检测 (c)W2.5砂轮SEM检测图 (d)W2.5砂轮表面粗糙度图3 ELID磨削工件的微观形貌及表面粗糙度 本文在ELID超精密镜面磨削成型机理及钝化膜数学模型研究基础上,通过对GCr15轴承钢内圆进行ELID磨削加工工艺参数优化与实验得到以下结论: (1)对于ELID超精密镜面磨削加工GCr15轴承钢内圆而言磨削深度、砂轮线速度、电解电压、占空比是影响其表面粗糙度的主要因素。 (2)通过采用W2.5铸铁基金刚石砂轮进行ELID磨削正交试验得出对GCr15轴承钢内圆ELID精密磨削加工表面粗糙度的影响水平由大到小为磨削深度、砂轮线速度、电解电压、占空比,且最优工艺参数为磨削深度0.5μm,砂轮线速度30m/s,电解电压50V,占空比50%。 (3)在此工艺参数的基础上对GCr15轴承钢内圆进行ELID精密磨削加工得到13nm的表面粗糙度,并且其表面不存在烧伤及裂纹等缺陷。 [1] 王咏莉, 王春健, 关佳亮, 等. GCr15轴承钢的ELID 高效精密磨削的实验研究[J]. 制造技术与机床, 2013(10):78-80. [2] 张飞虎, 曹红波, 栾殿荣, 等. GCr15钢的ELID磨削性能实验研究[J]. 金刚石与磨料磨具工程,2005, 6(12):57-61. [3] 杨黎健, 任成祖, 靳新民. 轴承套圈内圆在线电解修整磨削试验[J].中国机械工程, 2011, 33(2): 212-214. [4] REN C Z, ZHAO S W, WU Z Y, et al. Electrolytic in-process dressing and super-precision grinding for the ring raceway of ball bearing[J].Key Engineering Materials, 2004, 258/259:268-272. [5] LIM H S, Fathima K, Senthil K A. A fundamental study on the mechanism of electrolytic in-process dressing grinding[J].International Journal of Machine Tools and Manufacture, 2002, 42(8): 935-943. [6] 郑友益,庞浩,尤奇, 等. 超声ELID 复合内圆磨削时电参数对氧化膜的影响[J].工具技术,2014, 48(10):36-39. [7] 周曙光, 关佳亮, 郭东明, 等. ELID镜面磨削技术综述[J]. 制造技术与机床, 2001(2): 38-40. [8] 杨黎健. 基于氧化膜状态主动控制的磨削及其应用研究[D]. 天津:天津大学,2011. [9] 范植坚,李新忠,王天诚.电解加工与复合电解加工[M].北京:国防工业出版社,2008. [10] 张开飞. 球轴承套圈沟道ELID成形磨削试验研究[D].天津:天津大学,2013. [11]刘晓,袁峰,尹春晖,等.高体积分数SiCp/Al复合材料航天结构件的铣磨加工[J].航天制造技术,2015(2):5-8,22. (编辑李秀敏) ExperimentalStudyofGCr15SteelInternalRingsBasedonELIDGrindingMechanism GUAN Jia-liang, QI Ze-hai, LU Wen-wen,SUN Xiao-nan,HU Zhi-yuan, ZHANG Yu (College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China) Aiming at low precision,burns,cracks and other defects of GCr15 steel internal traditional grinding processing methods,experimental research were carried out by Ultra-precision mirror grinding technology of ELID in this article. Under the theory of Ultra-precision mirror grinding mechanism of ELID and mathematical model of ELID passive film,orthogonal experiment were carried out in order to research the influence of surface roughness about grinding depth、wheel speed、electrolytic voltage、duty ratio and Optimal technological parameters .And used range analysis to study the impact of various factors on the size of the prototype grinding quality.Studies show that the machined surface roughness of Ra13nm is obtained with the grinding depth of 0.5μm,the wheel speed of 30m/s,the electrolytic voltage of 50Vand the duty ratio of 50%. GCr15 steel; mathematical model of ELID passive film;orthogonal experiment; optimization of parameters TH161.14;TG506 :A 1001-2265(2017)09-0110-04 10.13462/j.cnki.mmtamt.2017.09.028 2016-11-07; :2016-12-18 关佳亮(1964—),男,北京人,北京工业大学教授,博士后,研究方向为超硬、硬脆、复合材料等难加工材料的精密超精密镜面磨削加工技术,(E-mail)guanjl@bjut.edu.cn。4 最优工艺参数实验验证及结果分析


5 结论