汽轮机阀门装配过程管控技术研究与应用*
2017-09-28崔马驰宇胡小锋张亚辉
崔马驰宇,胡小锋,张亚辉
(上海交通大学 机械与动力工程学院,上海 200240)
汽轮机阀门装配过程管控技术研究与应用*
崔马驰宇,胡小锋,张亚辉
(上海交通大学 机械与动力工程学院,上海 200240)
汽轮机阀门属于面向订单装配的项目型产品,装配周期长,容易出现工艺道序错乱、零件配送不到位、质检记录不规范的问题,严重影响装配质量。针对该问题,首先,在分析汽轮机阀门工艺信息组成的基础上,建立了阀门装配工艺信息模型;然后,建立阀门装配PBOM(工艺物料清单),关联物料、工艺、工装和质检信息,规范装配流程;最后,开发了基于PBOM的装配过程管控系统,增加物料完备性检查,确保按照装配工艺执行装配作业,依靠工艺、流程和过程管理提高装配质量。
汽轮机阀门;项目型产品;PBOM;装配过程管控
0 引言
大型机械装备类产品体积庞大,结构复杂,具有独特性、高设计性等特征,通常为根据订单装配(Assemble to Order, ATO)的单件小批生产,此类产品对象基本上都是一次性需求的专用产品,若出现质量问题,则会带来巨大的经济损失[1]。产品质量是企业赖以生存的根本,是决定企业市场竞争力和占有率的核心因素,而装配环节作为整个生产过程的最后一个阶段,直接决定了最终产品的质量水平[2]。然而,与标准零部件的流水线大批量加工装配不同,项目型产品是单件装配,装配工艺差异较大,装配过程中存在许多不可控问题。汽轮机阀门是典型的项目型装配产品,装配过程中常见的工程问题有:①工艺道序错乱——装配道序多,且部分道序之间的先后顺序可以调换;②零件漏发——零部件配送不及时、不到位或发错零部件,导致无法装配;③质量数据记录不规范——检验人员人数限制,图方便或掩饰自己的操作失误而篡改质量数据。因此,有必要对汽轮机阀门这样的典型项目型产品进行规范化工艺管理,并对其装配过程的管控技术进行研究,对提高其装配质量具有重要意义。
国内外许多学者在装配过程管控方面进行了积极探索,程铮[3]研究了飞机制造企业工艺信息模型,建立了一个符合工程实际的以PBOM为核心基于PDM的工艺信息管理体系框架,规范化管理飞机制造工艺信息;涂化钢等[4]对装配作业涉及到的信息化软件系统进行逻辑集成和物理集成,并以工序为中心对装配车间作业过程进行管控。朱海平等[5]对飞机装配过程管控的业务需求进行了深入分析,研发了飞机装配MES,在应用中取得显著效果。上述的研究虽然取得了一定成果,但都没有面向最小作业单元关联工艺路线、工装夹具、零部件和质检信息,无法避免装配过程的随意性,影响装配质量[6-9]。
针对以上问题,本文首先对阀门装配工艺信息进行梳理,建立工艺信息模型,在此基础上生成阀门装配PBOM,并开发了基于客户端/服务器(C/S)的装配过程管控系统。
1 阀门装配工艺信息模型
本文研究对象是汽轮机阀门,总体结构如图1所示。阀壳是阀门的主体,尺寸巨大,高度超过4m。主要装配部件包括以下几个部分:阀座,主门,主门外阀盖(或主门外圆筒),调门,调门外阀盖。对这几部分的装配工艺信息进行规范化管理,有助于提高生产现场装配作业的准确性,保证装配质量,并最终保证汽轮机阀门在调节气压时达到预设效果。
1.1 工艺信息分类
汽轮机阀门装配工艺流程如图2所示,涉及到钳、检、金、焊等工种,部分工序需要用到专用的工装夹具和量具。为了保证工艺内容的完备性,将其分为六大类:工艺版本信息,装配工人信息,装配对象信息,装配资源信息,工艺内容信息,装配质量信息。

图2 汽轮机阀门装配工艺流程
(1)工艺版本信息
版本信息是这个工艺的查询主键和唯一标识,阀门装配工艺版本标识主要有三种类型:部套图号、制造单号、制造单号+部套图号。
(2)装配工人信息
每个工人都有自己唯一的企业ID,这个ID对应该工人的详细个人基本资料,如生日、性别、籍贯等信息。员工按照其所在部门的不同进行划分管理,例:部门:工艺处,职位:工艺员,人员:张三。装配现场工人按操作熟练程度被分为三个等级:初级,中级,高级。
(3)装配对象信息
阀门是总体装配对象,包括主要装配件、辅助件和厂用标准件。阀门的主要零件和装配件,有唯一的图号与图纸对应。焊丝、密封环等消耗零件和辅助零件,用工厂自定义的一系列SAP序列号来描述。此外,还有一类零件是厂用标准件,这类零件在汽轮厂通用,主要分为W和S两类标准,包括了一些螺栓、螺母、键、销等零件。
(4)装配资源信息
阀门主要的装配资源包括设备、工装工具、量具、切削液工艺辅料等。阀门装配操作所涉及的设备包括车削加工中心Q16-01Q5、铣削加工中心Q26-02Q2、钳工工作中心Q03Q5、焊接工作中心H-01Q5。工装工具包括五金工具和夹具,五金工具有通用和专用之分,通用工具包括螺纹环扳手等常用工具,专用工具是阀门装配过程中用到的个性化工具。另外,在装配过程质量检验中,各式的量具是必不可少的。
(5)工艺内容信息
工步是阀门装配工艺内容中的最小作业单元。阀门装配整体工艺分为12个大工序,每一工序可细化为十多个工步。工步的详细工艺内容信息包括工序号、工步号、工种类型、工艺路线、技术要求、设备信息、涉及零部件、操作工具、质检项目信息。
(6)装配质量信息
阀门装配质检信息主要包括材料热性能、零件图纸一致性、几何尺寸大小、配合尺寸、同轴度、对称度、表面粗糙度等。
1.2 构建工艺信息模型
在项目型装配生产中,各部门信息协同作用,直接指导装配作业生产现场,以便降低装配作业的随意性。为了加强对各部门信息的协同管理,本文在分析了阀门工艺信息类型的基础上,建立了如图3所示的阀门装配工艺信息模型。
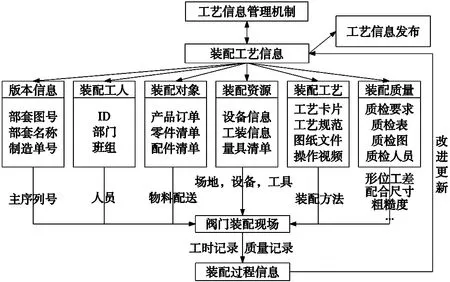
图3 阀门装配工艺信息模型
该模型从制造过程中人、机、料、法、环的角度全面地描述了装配过程所需的信息,为进一步实现各类信息之间的关联打下基础。
2 基于PBOM的阀门装配管理体系
PBOM(Process Bill of Materials,工艺物料清单)可以将生产物料清单与对应的工艺信息,工装信息,质检信息,工人信息,版本信息有效地关联在一起,形成一个完整的装配工艺物料单,用来指导整个装配过程。在此基础上,可以实现对装配生产过程的管控。
2.1 阀门装配PBOM的组成与生成
PBOM是反应产品实际装配关系的工艺构件物料清单,是对EBOM(Engineering Bill Of Materials,设计物料清单)的扩展。如图 4所示,PBOM一般由8大属性节点组成:版本属性、物料属性、人员属性、类型属性、数量属性、生产流程属性、质量属性、环境属性。

图4 PBOM一般节点属性
根据工艺信息模型的内容,可得到阀门装配PBOM的组成节点,如图5所示。

图5 阀门装配PBOM组成
具体地,阀门PBOM的生成步骤如下:首先,按照流程图 6生成某一型号阀门标准装配PBOM,以供PBOM管理人员调用。生成PBOM需要相关工艺人员具有系统权限,主要流程包括:确定主键,关联工艺数据,关联零部件信息,关联工装信息,关联质量要求。其次,将该阀门装配PBOM在其型号标准PBOM数据中进行筛选和匹配,关联与该件产品工艺内容的相符的个性化要素后生成。

图6 PBOM生成流程
2.2 系统体系架构
如图7所示,阀门装配工艺体系架构以PBOM为装配主数据系统,并包含其它三个子系统:装配工艺数据管理系统、工艺资源管理系统和质量检查数据管理系统。其中质量检查数据管理系统包括设计的质量点信息、外购外协件的质量信息、装配过程质量检查信息。

图7 基于PBOM的装配工艺系统
根据基于PBOM的装配工艺系统,阀门装配生产过程可分为三个阶段:
(1)生产准备
在生产准备阶段,工人可以按照PBOM组织的信息在产线客户端查看操作任务的分配情况,查看并学习生产工艺,领用特殊工艺装备,明确自己的职责。各职能部门可提前按照系统所提示的信息进行物料配送,外购件外协件的供应,设备维护,工装夹具配给等操作。
(2)制造执行
现场工人在执行生产任务的过程中严格按照PBOM中工艺信息所确定的作业任务先序关系进行生产,包括了物料、工具、设备等的完备性检查,生产作业,刷卡提交,检验与记录。与此同时,在执行生产的过程中还伴随着质量监控过程,包括:异常事件NCR反馈与处理,生产流程检查,工时统计,质量数据记录。工人每一步操作的刷卡动作在系统中都有专门的记录,系统根据刷卡情况,记录下生产过程的工时信息、操作人员等信息。
(3)质量分析与反馈
阀门装配生产过程中的质量管理主要具有以下两个作用:一方面,当生产现场发生简单常见异常时,质量数据管理系统可直接提出解决方案并直接反馈到制造执行现场,在第一时间改进生产。另一方面,制造过程的质量检验记录可作为工艺改进的重要依据,并指导PBOM的更新。更新后的PBOM可重新定义了生产准备和制造执行过程。
3 基于PBOM的装配过程管控系统
3.1 系统总体设计
汽轮机阀门装配过程管控系统采用C/S结构,并以企业厂区局域网为应用环境。系统的总体组成如图8所示。
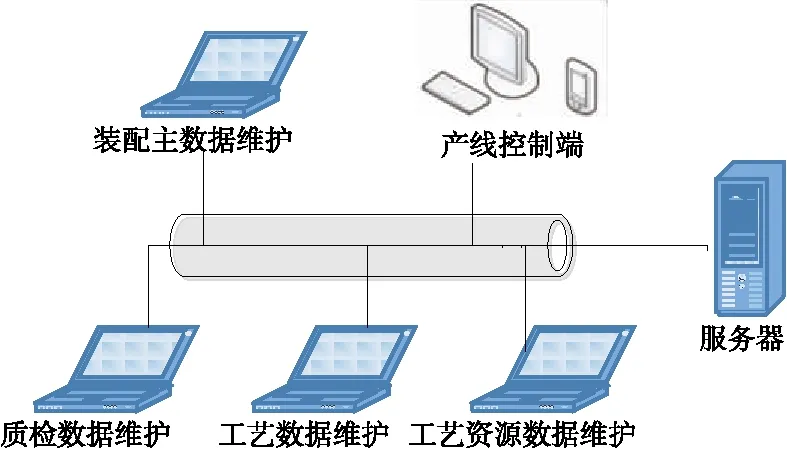
图8 系统结构组成
3.2 系统功能模块
汽轮机阀门装配过程管控系统以阀门装配以PBOM为组织架构,主要包括6个功能模块:工艺装备管理模块、物料零部件管理模块、质检模块、装配主数据模块、工单模块、装配执行模块,如图9所示。
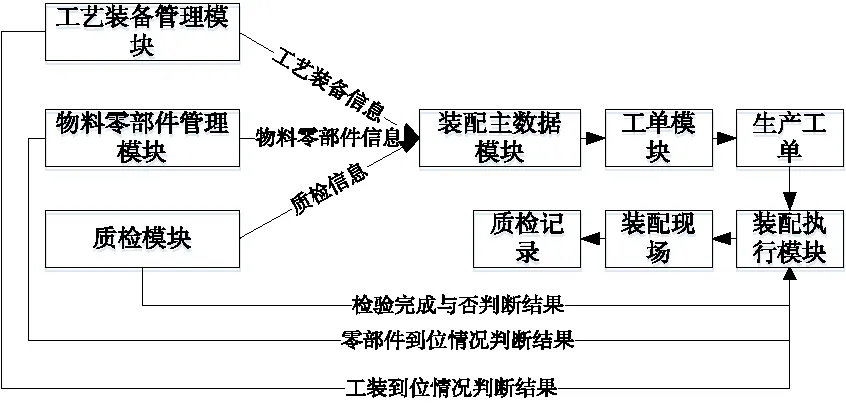
图9 系统功能模块
(1)装配执行模块,作为指导现场装配的总依据,用于指导现场装配过程。
(2)物料零部件管理模块,用于维护各工步所需物料零部件类型、数量、技术要求的基础数据,并传给装配主数据模块;根据实际配送情况判断物料零部件是否到位,并将判断结果传给装配执行模块。
(3)工艺装备管理模块,用于维护各工步所需工具、夹具、量具的工艺装备类型、数量以及其他技术要求的基础数据,并传给装配主数据模块;根据现场配备、实际配送和领用情况判断其是否到位,并将判断结果传给装配执行模块。
(4)质检模块,用于提供各工步装配过程检验项目,包括工人自检和质量专员的专检,记录装配过程各检查项的基础数据(图10,图11),传给装配主数据模块;将前序工步检验完成与否传给装配执行模块。

图10 质检记录 图11 产线端界面
(5)装配主数据模块(图12),用于收录物料零部件管理模块、工艺装备管理模块、质检模块传过来的装配项目的基础数据信息,是项目型产品装配过程管控系统的基础。
(6)工单模块(图13),包括制定生产工单和排产两部分,用于将装配主数据模块中的信息与生产工单关联,然后传给装配执行模块,以指导现场装配。

图12 主数据维护 图13 工单维护
系统具体工作流程如下:
1)管理装配主数据。工艺人员根据装配主数据模块中包含的工艺路线信息、物料零部件信息、工艺装备信息、质检信息,分别从物料零部件管理模块、工艺装备管理模块、质检模块关联数据到对应的部套图号上。
2)生成生产工单。制造部门把唯一的制造单号与部套图号关联在一起,制成生产工单,并传给装配执行模块。
3)物料与工装完备性检查。配送人员按装配清单配送物料、按工装清单领用工具完成后,现场工人利用红外扫描枪识别零部件和工装喷码,其编码信息分别传给物料零部件管理模块和工艺装备管理模块进行到位情况判断,判断结果传给装配执行模块。
4)生产执行过程。工人按照生产工单中准确的工艺、物料零部件和工艺装备,以工步为操作单位执行生产过程,并在质检模块记录下装配过程质量数据。
4 结束语
为了解决汽轮机阀门装配过程中出现的工艺道序错乱、零件配送不到位、质检记录不规范的问题,本文在分析汽轮机阀门工艺资源配置的基础上,建立了阀门装配工艺信息模型;然后,建立阀门装配PBOM,将物料、工艺、工装和质检信息与对应的工步进行关联;最后,开发了基于PBOM的装配过程管控系统,确保按照工艺执行装配作业,零件和工装到位,提高阀门装配质量。
[1] 徐建萍. 基于资源约束的项目制造型装配生产计划管理方法与应用研究[D]. 重庆:重庆大学, 2010.
[2] 赵志彪. 复杂机械产品装配过程在线质量控制方法研究[D]. 合肥:合肥工业大学, 2013.
[3] 程铮. 基于PBOM的飞机工艺信息管理研究与应用[D]. 西安:西北工业大学, 2007.
[4] 涂化钢, 葛茂根, 蒋增强,等. 面向装配过程的车间作业管控集成系统研究[J]. 合肥工业大学学报:自然科学版, 2011, 34(1):18-22.
[5] 朱海平, 苟坤, 何非,等. 飞机装配制造执行系统关键技术研究及系统实现[J]. 航空制造技术, 2012,411(15):26-29.
[6] 张国军, 邵新宇, 蔡力钢,等. 工艺信息建模及其在装配工艺设计中的应用[J]. 机械与电子, 2000(1):5-8.
[7] Liu M. Process Planning Modeling to Support Product Life Cycle Data Management[J]. Journal of Computer Aided Design & Computer Graphics, 2005, 17(1):137-142.
[8] Chun-Guang L U, Meng L L. Computer aided process planning system based on workflow and integrated bill of material tree[J]. Computer Integrated Manufacturing Systems, 2005.
[9] 高敏雄. 基于CPS的制造单元过程管控策略研究[D]. 北京:北京交通大学, 2016.
(编辑李秀敏)
TheResearchandApplicationonProcessControlofTurbineValveAssembly
CUI Ma-chi-yu, HU Xiao-feng, ZHANG Ya-hui
(School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China)
Turbine valves are Assemble to Order (ATO) project-based products and it has a long assembly cycle, which lead to the problems of leakage process in procedure, the parts being not in place and unstandardized quality records. These problems will severely affect the assembly quality. In order to solve these problems, assembly process information models of valves are built on the basis of the analysis to components of turbine valves’ process information. Then, Valve assembly PBOM which relate materials, process, tooling and quality information is set up to standardize assembly process. At last, control system for assembly process is developed and this system is based on PBOM, which ensure that assembly is executed according to process strictly Assembly quality is improved by process and process management.
turbine valve; project-based product; PBOM; assembly process control
TH16;TG65
:A
1001-2265(2017)09-0146-04
10.13462/j.cnki.mmtamt.2017.09.038
2016-10-13
国家自然科学基金项目(51475303)
崔马驰宇(1992—),男,江苏盐城人,上海交通大学硕士研究生,研究方向为复杂机械产品装配过程管控技术研究,(E-mail)962685832@qq.com。