以蛋白质消化率为指标的黑米挤压膨化工艺优化
2017-09-28任志秋杨晨阳
任志秋,杨晨阳,许 颖
(黑龙江粮食职业学院,哈尔滨市南岗区和兴路91号,150080)
以蛋白质消化率为指标的黑米挤压膨化工艺优化
任志秋,杨晨阳,许 颖
(黑龙江粮食职业学院,哈尔滨市南岗区和兴路91号,150080)
本文是通过四因素五水平二次旋转正交组合试验设计,利用响应曲面分析方法来研究挤压膨化黑米的过程中与挤压膨化技术直接相关的膨化黑米含水百分数、机器的模孔直径、机器的螺杆转速、机器套筒温度等因素对黑米膨化后蛋白质消化率的影响规律。通过分析可知最消化率出现在参数的取值范围内,通过岭回归寻优得到挤压膨化黑米酿造面酱的最佳挤压膨化工艺参数范围为:膜孔直径6-9 mm;挤压温度83-86 ℃;螺杆转速为178-180 r/min;含水量为20-24%,在最优参数下的糊化度为96.43%。
挤压膨化;黑米粉;响应曲面分析;消化率
黑米粉在挤压机腔体内的高压、高温处理过程中,黑米中的各种成分会发生比较复杂的理化性质变化[1]。在较高剪切力的作用下,淀粉分子内及分子间的氢键等次级键会部分断裂,进而导致淀粉成分发生糊化及部分降解,黑米淀粉的分子量减小而水溶性增大[2]。蛋白质出现变性,重组,组织化,蛋白质的水溶性下降,蛋白质的生物学效价下降;部分变性的淀粉和蛋白质与脂肪形成淀粉-蛋白质-脂类复合物,因而导致黑米淀粉的溶解性下降、消化率降低,脂类氧化速率及水平降低,增加了挤压物的货架寿命[3,4]。
1. 材料与方法
1.1 材料与仪器
黑米(山东梦思香食品有限公司)
单螺杆挤压机(山东理工大学农食品加工实验室提供):
1.2 试验因素水平的确定
以挤压膨化黑米的蛋白质消化率为考察指标,挤压温度、膜孔直径、含水量、螺杆转速四个试验因素作为研究对象,采用四因素五水平二次正交旋转组合设计安排试验,因素水平编码安排如表1所示。
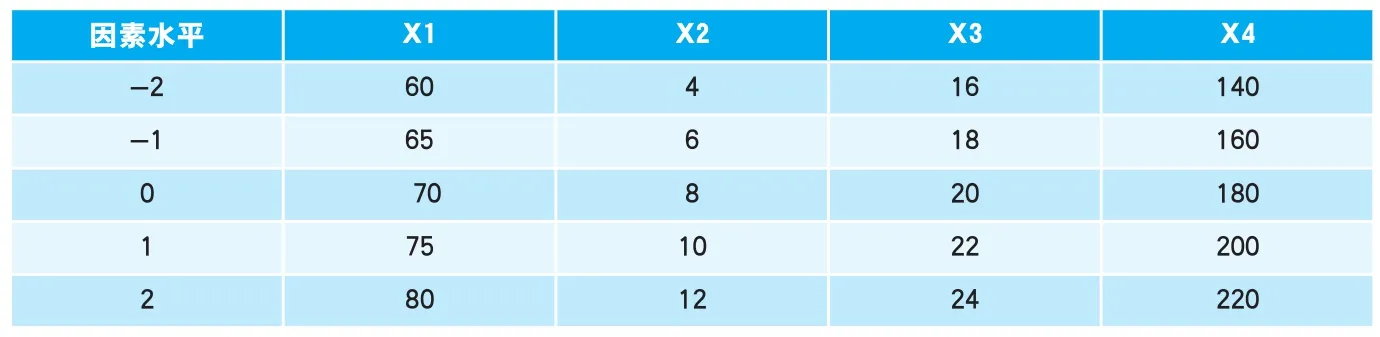
表1 试验因素和水平
2. 结果与分析
2.1 回归方程的建立及分析
以膨化黑米粉的消化率作为试验的主要考察指标,挤压温度(0水平为70 ℃)、膜孔直径(0水平为8 mm)、含水量(0水平为20%)、螺杆转速(0水平为180 r/min)四个试验因素作为研究对象,采用四因素五水平二次正交旋转组合设计安排试验。得出实验结果后,利用SAS9.1软件分析挤压温度,含水量,挤压温度,螺杆转速对黑米膨糊化度的影响规律得到回归方程:

回归方程显著性检验可知(表2):常数项(P<0.0001)极显著,模型一次项都不显著;二次项X2X2(Pr<0.01)极显著,其他不显著。此模型的决定系数R2为0.6121,相应模型线性回归不显著、二次回归(Pr<0.01)极显著;总回归(Pr<0.05)显著;失拟项(Pr<0.0001)极显著。因此模型能够较好的模拟挤压各因素对膨化黑米粉消化率的影响规律。
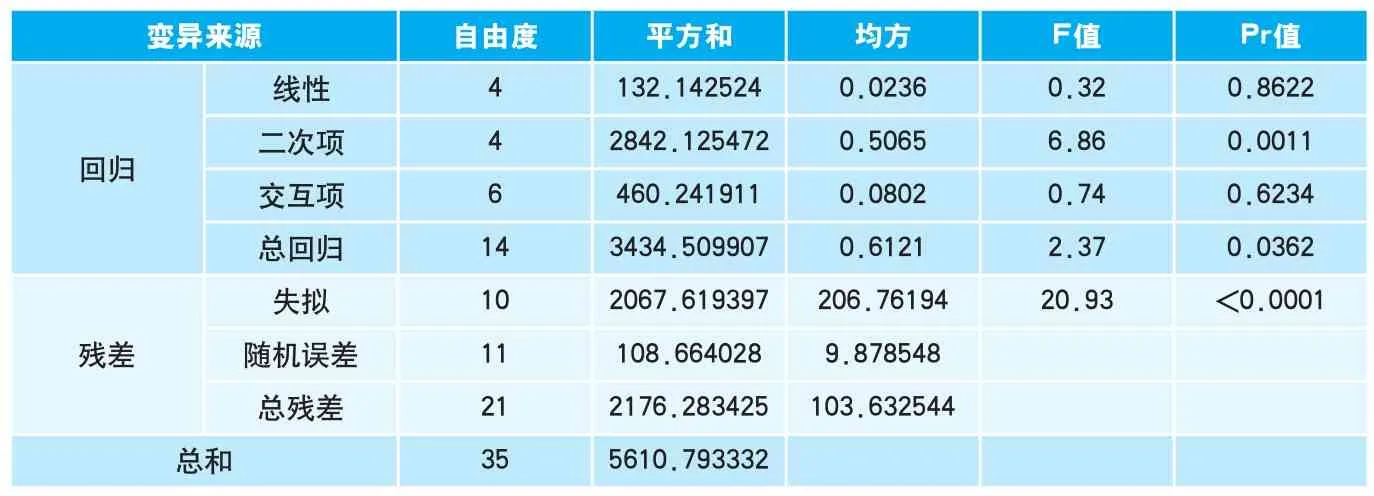
表2 消化率的方差分析表
2.2 响应面分析
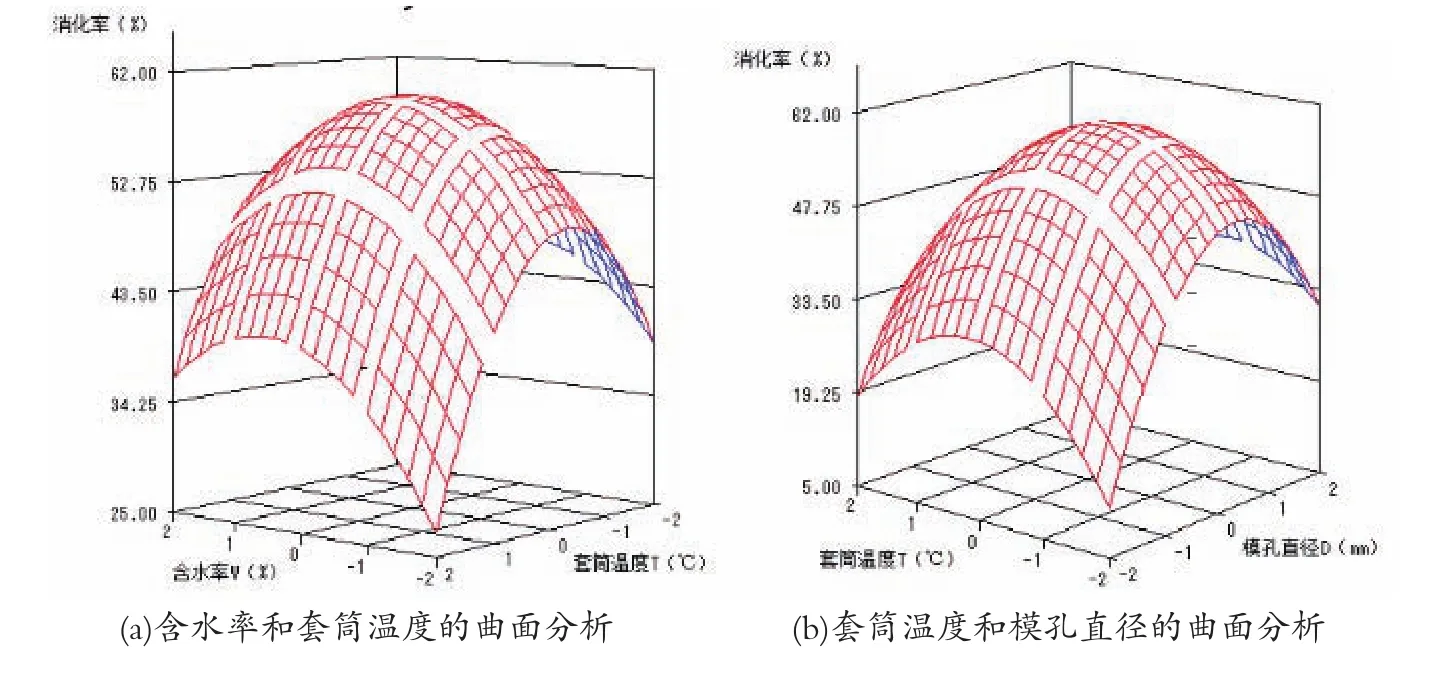
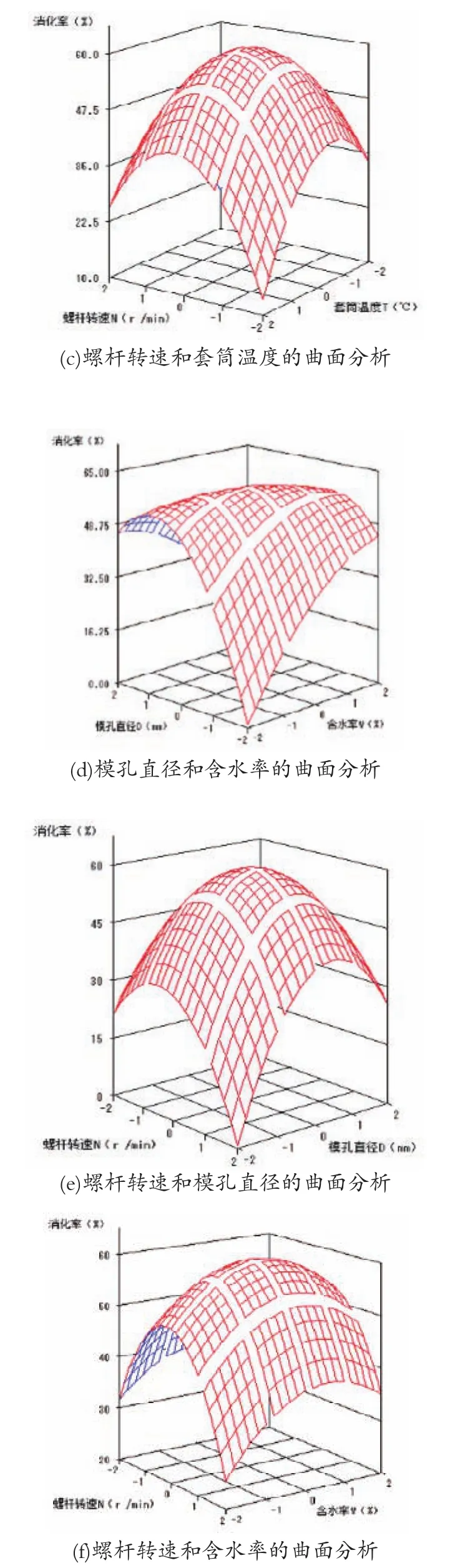
图1 挤压膨化黑米对蛋白质消化率的二次回归方程响应面
当挤压机套筒温度保持固定值时,挤出产品的消化率随着黑米含水百分数的增加表现出先升后降的明显趋势,含水百分数保持在20%时挤出产品的消化率最高;当黑米粉的含水百分数保持定值时,随挤压机套筒温度的逐渐升高,膨化黑米粉的消化率呈抛物线趋势变化,在85 ℃时取得消化率的极大值(图1a)。当套筒温度保持在一定值时,膨化黑米粉的消化率随模孔直径的增加先缓慢升高,在模孔直径为8 mm时最大,达到极值后快速下降(图1b);当套筒温度保持在一定值时,膨化黑米粉的消化率随螺杆转速的增大先快速上升,在螺杆转速为180 r/min时达到最大,然后慢慢下降;当螺杆转速保持在一定值时,膨化黑米粉的消化率在85 ℃时达到最高(图1c)。
当含水百分数固定在16 时,黑米粉膨化产物消化率在挤压机的模孔直径为10 mm时,消化率达到最大值,当含水百分数固定在24时,黑米粉膨化所得产物消化率随挤压机模孔直径的增大呈抛物线型,并且在模孔直径为8 mm时,消化率达到最大值(图1d);当挤压机模孔直径固定在4 mm时,黑米粉膨化产物消化率与含水百分数呈正相关,当挤压机模孔直径固定在12 mm时,黑米粉膨化产物消化率与含水百分数呈负相关(图1d)。由此,充分地说明了二因素的交互作用效果显著。当挤压机螺杆转速为定值时,消化率在挤压机模孔直径为8 mm时有极大值;当模孔直径为定值时,黑米粉膨化产物消化率随挤压机螺杆转速的升高有极大值,挤压机螺杆转速为180 r/min时消化率为极值(图1e)。当螺杆转速为定值时,黑米粉膨化产物消化率随含水百分数的增大先缓慢升高后降低,含水百分数为20时,消化率有极值;当含水百分数固定不变时,黑米粉膨化产物的消化率在180 r/min时达到最大值(图1f)。

表3 消化率的岭回归寻优分析表
以面粉膨化物消化率为考察指标,经过岭回归选优得到最佳工艺参数范围):X1-套筒温度为83~86℃;X2-模孔孔径为6~9mm;X3-含水率为20~24%;X4-螺杆转速为178~180r/min(表3)。
3.结论
含水百分数是对黑米粉膨化物淀粉糊化效果影响最为显著的因素;膜孔直径和挤压温度的交互作用较其他交互作用对黑米粉挤出物中淀粉糊化的影响更明显。最佳挤压膨化工艺参数为:膜孔直径6-9 mm;挤压温度83-86 oC;螺杆转速为178-180 r/min;含水量为20-24%,在最优参数下的糊化度为96.43%。
参考文献
[1] 张采. 挤压膨化原理以及膨化对饲料中各种营养成分的影响[J]. 当代畜牧, 2008(9):34-37.
[2] 战汪涛. 黑米挤压膨化工艺及膨化黑米粉应用研究[D]. 山东农业大学, 2010.
[3] 张名位, 郭宝江, 池建伟,等. 黑米皮的营养与抗氧化评价及其加工处理的保质效果[J]. 农业工程学报, 2004, 20(6):165-169.
[4] 刘玉环, 林向阳, 阮榕生,等. 挤压膨化过程中食品营养成分的变化[J]. 农产品加工·学刊, 2005(2):31-33.
Parameter Optimization of Extrusion Puffing for Black Rice Beverage Process
Ren Zhiqiu*, Xu Ying, Yang Chen
(Heilongjiang Grain Vocational College, Heilongjiang Grain Vocational College, Hexing Roda 91,Nangang,Ha Er Bin,150080)
A quadratic interactive design of four factors and fi ve levels was carried out in this paper, and response surface methodology was employed to analyze the effect of extrusion parameters, which directly related to the fl our paste fermentation, on the investigated indexes.Optimal extrusion parameters of extruded fl our used for fl our paste fermentation were as follow, fl our water content was 21%, hole diameter of machine was 8mm, screw speed was 180r/min and barrel temperature was 70℃.
Extrusion, Black rice fl our , Technological parameter, Gelatinization degree
