硼微合金化SS400B热轧板卷卷取缺陷控制
2017-09-19魏明贺
魏明贺,柴 超
(1.吉林电子信息职业技术学院,吉林吉林 132021; 2.通化钢铁股份有限公司技术中心,吉林通化 134003)
硼微合金化SS400B热轧板卷卷取缺陷控制
魏明贺1,柴 超2
(1.吉林电子信息职业技术学院,吉林吉林 132021; 2.通化钢铁股份有限公司技术中心,吉林通化 134003)
针对FTSR热轧生产线所产生的硼微合金化SS400B的卷形质量问题,分析卷形缺陷产生的原因。通过对设备及工艺进行调整,总结出相应的解决措施,改善带钢卷形质量。
硼;微合金化;卷曲缺陷;控制
1 引言
随着工业的发展,热轧带钢作为直缝焊管、螺旋焊管、异形管材、镀锌镀锡钢板、冷轧深加工产品的主要原料,应用行业越来越多,对热轧带钢的质量要求越来越高。通钢在生产硼微合金化SS400B热轧板卷过程中,卷形缺陷一直存在,不仅严重影响了热轧带卷的产量和成材率,还对装车及外观带来影响。通过分析卷形缺陷产生的原因,结合现场工装设备及生产工艺,优化了卷曲工艺。
2 SS400B板卷卷形缺陷种类
从板卷外观上可对卷形缺陷分类为:头部塔形、错层、尾部塔形等。
2.1 带钢头部塔形
头部塔形是在卷取过程中对产生偏离进行强制纠正出现的现象。形成的原因是卷取开始带钢头在进入卷取机偏离了卷取中心,被两侧导板强制纠正,钢带被迫回到中心线,这个过程中头部会出现塔形,这种塔形在生产中我们叫头部塔形,见图1所示。这种塔形如果在带头控制检测就及时发现,并能及时通过卷取导板控制,是可以避免的。但是如果控制检测出现了误差,那么就会出现头部塔型[2]。

图1 头部塔形
2.2 错层
错层缺陷是指板带在卷取过程中,层与层之间发生相对位置偏差,并逐渐累积,最后导致钢卷侧面不平,出现沟槽或突起口。分析其产生的原因主要为:侧导板在安装后没有进行标定或标定过程中出现偏差,导致卷取时侧导板位置控制发生偏差而未对中;机架与夹送辊之间的张力缺失或者变化过大,侧导板磨损严重,压力控制超出了设备范围,这种情况产生的塔形我们称之为错层,这种错层大多数情况会伴有松卷现象出现[4],见图2所示。

图2 错层
2.3 尾部塔形
带卷尾部塔形的产生是因为卷取中钢带跑偏,侧导板同时强制纠正,带钢运行路线为弧形,在卷取过程中钢带也没有回到中心线上,当带钢离开轧机,钢带尾部会失去张力,这时候侧导板的纠偏作用就会随之消失[5]。因此产生尾部塔型,见图3所示。
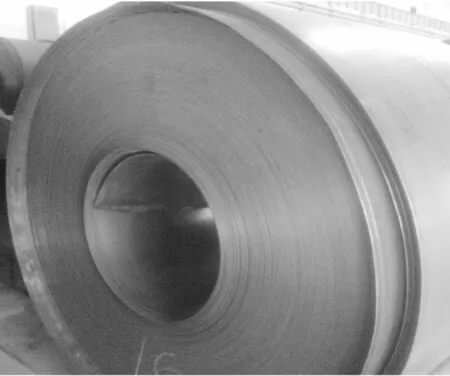
图3 尾部塔形
3 卷形缺陷原因分析
3.1 设备原因
3.1.1 夹送辊上下辊之间不水平
夹送辊上下辊之间不水平分为两种情况。第一,安装新夹送辊时,由于上下辊之间轴线不平行,造成在卷钢过程中容易形成塔形。第二,夹送辊在使用一定时间后,沿辊身长度方向出现磨损不均的情况,会造成上下辊面凸凹不平,在带钢卷取中容易形成塔形。
3.1.2 芯轴与助卷辊之间不水平
当带钢头部进入卷取机时,头部几圈在助卷辊压力下紧紧缠绕在芯轴上,如果助卷辊与芯轴之间不水平,带钢受到助卷辊压力不一致,造成带钢头部发生横向移动形成塔形。
3.1.3 侧导板控制检测异常
侧导板运行速度的快与慢都会影响带钢控制,侧导板的控制检测端出现误差,就会容易出现塔型。特别是在轧制薄规格时,规格越薄速度越快,头部越容易出现严重的塔型。
3.1.4 助卷辊压力异常
助卷辊实际压力是由助卷臂液压缸活塞两侧的压力传感器测量的。当压力传感器反映迟钝或者位置传感器误差大时,助卷辊压力异常,在卸卷外抽时头部松卷产生塔形[1]。
3.1.5 带钢头部信号检测不准确
当带钢头部经过时,系统向侧导板发出动作指令。如果信号检测不准确,系统发出的指令相对滞后,现场侧导板实际动作也相对滞后。这对于高速穿带薄规格带钢来说,头部一段距离侧导板没有起纠偏作用,容易出现头部塔形。
3.1.6 卷取机芯轴涨缩精度低
卷取的芯轴使用的周期一般都比较长,所以会出现不同程度的磨损,由于磨损造成了芯轴精度降低,在卷取过程中,芯轴的涨缩精度也会降低,所以会在卸卷抽取芯轴时头部松卷产生塔形。
3.2 工艺原因
3.2.1 原料板坯质量不高影响
由于板坯来料会有楔形、镰刀弯和头尾形状不好等问题,给轧制过程带来了难以控制的影响,容易形成塔形。
3.2.2 带钢偏离轧制中心线影响
由于末架精轧机两侧轧制力不均衡,压下量随之不同,而带钢厚度也不相同,造成跑偏严重,侧导板强制纠正后带钢仍不能回到中心线,因此形成塔形。
3.2.3 张力波动影响
带钢离开最后一架轧机之前,张力是由芯轴与末架精轧机之间建立的,而带钢离开轧机后,芯轴与末架精轧机之间的张力也会随之消失,这时张力是在芯轴与夹送辊之间建立的,这个过程中如果张力变化大,带钢就会在辊道上蛇形摆动,尾部就会出现塔形。
3.2.4 夹送辊压力影响
夹送辊压力值有一个压力基准值由系统自动控制,当带钢头部经过夹送辊时,在特定的时间内夹送辊压力值未能达到设定压力值,造成夹送辊不能很好地控制带钢头部,形成头部塔形;当夹送辊控制方式由位置控制转为压力控制时,如果夹送辊两侧压力偏差超出允许范围,带钢会向一侧跑偏,造成尾部几圈形成塔形[1]。
4 改善卷取缺陷的方案措施
(1)减少板坯镰刀弯、控制板坯头尾形状,对连铸结晶器下口进行精确测量、精确定位,加强对扇型段的维护,保证设备处于良好运行状态,从而保证了板坯的平直度。调整摆剪间隙对控制板坯头尾形状也起到一定作用。
(2)加强对卷取设备的定期点检和维护。如定期更换卷取侧导板;定期更换卷取夹送辊和助卷辊;定期润滑卷取设备及其附属零备件。
(3)改进侧导板的对中和导向作用。侧导板要求其具备一定夹紧力、稳定性和快速性[3]。如果侧导板开闭速度过快,带钢边部很容易被夹住,生产稳定性不能得到保证;如果侧导板开闭速度过慢,带钢头部没有被及时夹紧,头部容易出现塔形。针对以上情况,可以通过修改侧导板短行程时间来控制头部塔形。
(4)优化带钢头部跟踪信号。建立带钢头部位置与轧机速度之间的函数。当检测到带钢头部时,系统开始计算位于夹送辊前的带钢头部位置值,向侧导板发出动作指令。由于轧机速度受制于很多因素影响,带钢头部位置计算会存在误差,因此需要对参数进行不断修改、摸索,使带钢头部跟踪信号检测准确。
(5)优化夹送辊压力控制过程。根据不同带钢产品,通过对比生产过程监控压力值与系统设定压力值,修改夹送辊设定压力值,保证夹送辊有效地控制头部塔形形成;可以通过调整夹送辊水平程度来消除系统不能控制两侧压力而引起的偏差,从而有效地控制尾部塔形。
5 结语
通过加强现场工装设备的检修和维护、改善来料坯形以及调整卷取工艺参数等措施,卷形缺陷得到很大的改善。不仅提高了产品的质量,减少了因塔形缺陷而带来不必要的损失,还大大增强了通钢产品在市场的竞争力,为通钢的生存发展提供了助力。
[1] 王铭哲,蔚永清.2250mm热轧带钢塔形产生原因及控制措施[J].包钢科技,2015,(06):60-61.
[2] 孙 平,毛新平,陈贵江,等.热轧钢带卷取塔形控制方法的研究[J].南方金属,2004,(05):25-28.
[3] 高 燕.唐钢板卷卷形工艺优化及应用[C].唐山钢铁集团有限公司.2008年河北省轧钢技术与学术年会论文集(上).唐山钢铁集团有限公司,2008:4.
[4] 陈小波.热轧卷形原因分析及控制[J].江西冶金, 2014,(01):35-37.
[5] 安玉超,曾 琦,栗建辉,等.唐钢热轧板卷卷形缺陷的原因分析与改进[J].河北冶金,2015,(07):62-65,71.
Coiling Process Optimization of Boron-microalloyed SS400B Hot-rolled Coil
WEI Minghe1,CHAI Chao2
(1.Jilin Technology College of Electronic Information,Jilin 132021,Jilin,China;
2.Technological Center of TISCO,Tonghua 134003,Jilin,China)
For the roll quality problems produced by FTSR production line,we analyzed the cause of roll-shaped defects.Through the adjustment of the equipment and technology,we summarized the corresponding measures to improve the quality of strip-shaped roll.
boron,microalloyed,crimp defect,control
TG335.5
B
1001-5108(2017)04-0053-03
魏明贺,副教授,主要从事金属压力加工方面的教学和科研工作。