单面钎涂刀具自锐性和使用寿命的研究
2017-09-14
(青岛科技大学 机电工程学院,山东 青岛 266061)
单面钎涂刀具自锐性和使用寿命的研究
马伯江卜凡宁杨广蕾曹同坤
(青岛科技大学 机电工程学院,山东 青岛 266061)
针对刀具如农用碎草刀、灭茬刀、豆浆机刀片和谷粒粉碎刀等在使用过程中会逐渐钝化、不能自锐的难题,在65Mn表面钎涂Ni基和WC的混合粉末制作刀刃单面涂层的刀具,通过不同的热处理方法改变基体组织,调节刀刃两侧的耐磨性差,研究单面涂层刀具的自锐性。测量砂砾磨损测试(100 h)后刃部曲率,分别为500 μm,120 μm,147 μm。结合磨损量分析400 ℃回火处理的刀具在耐磨性、自锐性和使用寿命三个方面的综合性能优越,提高刀具的使用寿命。
碳化钨表面钎涂自锐性使用寿命
0 序 言
碎草刀、灭茬刀、豆浆机刀片、小麦和玉米粉碎刀等刀具是相关器械的重要零件,同时又是主要损耗件。刀片的性能将直接影响到机械工作效率、使用寿命和经济效益。通过热处理工艺改善工具钢的组织[1-2]和在刀具表面喷涂耐磨性材料或者钎焊耐磨磨粒[3-5]提高刀具的耐磨性质。刀具一直处于摩擦状态下,损耗加剧,刀刃钝化严重。因此除了考虑刀具具有高耐磨性,刃部的锋利程度是否能够长时间保持在一个可使用的状态也是一个关键点。
目前,国内外做自锐性[6]刀具的研究较少,文中以单面耐磨性涂层刀具的两个工作面的磨损率不同为出发点,研究刀具的自锐性能。钎涂是利用钎焊的原理制作涂层的重要方法,通过惰性气氛炉中高温短时的钎涂方式,配合不同的热处理工艺制作刀片,对刀片进行硬度测试和耐磨性试验,对比分析不同工艺制作的刀片的性能。初步进行了具有自锐性和长使用寿命刀具的表面钎涂工艺的研究。
1 试验材料及方法
1.1 涂层材料选择及热处理
钎涂材料为国标GB10859—89《镍基钎料》的钎料BNi1,粒度20~30 μm,成分如表1所示。将WC粉末(20~50 μm)和钎料以质量比3∶7的配比方式均匀混合。
用65Mn钢作为刀具基体,试样截面如图1所示。为了避免水淬后的组织产生裂纹,研究选用淬火油作为淬火介质。对基体进行300 ℃保温5 min→升温→850 ℃保温20 min(氩气保护)工艺后选择正火处理、淬火处理和回火处理(400 ℃)。试样镶嵌抛光后用4%硝酸酒精溶液浸蚀10 s,用上海光学仪器有限公司生产的4XC-PC型倒置金相显微镜观察试样组织。

表1 BNi1钎料成分(质量分数,%)
1.2 钎涂工艺
将试样的斜面用砂纸打磨,丙酮清洗吹干,在此面铺重量为1 g的涂层材料并压实,滴加丙烯酸酯和丙酮的混合粘结剂。选用小型加热炉(JC-K-220,淄博九辰工贸有限公司生产)加热的方式进行钎涂,加热温度根据DTA曲线得出,如图2所示。为了保证钎料在短暂的保温时间内可以充分熔化,在固液两相区的温度上沿,最终选定1 080 ℃作为烧结温度。通入氩气,炉中温度达到设定温度1 080 ℃时,将试样放入炉中,保温30 s,取出试样放入另一个氩气气氛的室温容器中冷却。
烧结后的试样用氢氟酸∶硝酸=1∶26的浸蚀液浸蚀30 s,观察WC颗粒的分布情况、涂层烧结组织。

图1 试样截面尺寸示意图
1.3 硬度和摩擦磨损测试
对正火组织、淬火组织、淬火后回火组织和WC钎涂层分别做洛氏硬度测试和摩擦磨损试验。测量洛氏硬度使用的莱州华银试验仪器有限公司生产的HBRV-187.5型布洛维硬度计,使用金刚石锥形压头,150 kg加载力。摩擦磨损试验使用兰州中科凯华科技有限公司生产的HSR-2M高速往复摩擦磨损试验机。所用参数:SiN磨头(直径6 mm),50 N加载力,电机转速500 r/min,摩擦时间60 min,磨痕长度5 mm。
采用试样在砂砾中转动的方式研究不同基体组织与涂层搭配时的刀刃自锐性情况。试样固定在曲轴上,旋转半径50 mm,用杭州西湖台钻厂生产的Z4116立式钻床驱动。砂子目数为500~800 μm,试样在砂砾的深度为100 mm,钻床转速365 r/min,磨削时间100 h(每5 h为一个磨削周期,停机冷却;每20 h进行一次清理和测量)。每种搭配3个试样,在试样背面距离刃部10 mm的位置打点用来做测量点,用分辨率为0.01 mm的数显游标卡尺测量试样厚度和长度方向的削减量,同一点5次测量取平均值。
2 结果与讨论
2.1 65Mn钢基体的热处理组织性能
正火处理后的组织,在晶界处析出铁素体和渗碳体,晶粒大小均匀,根据GB/T 6394—2002《金属平均晶粒度测定法》中面积法测得平均晶粒级别数为10.5级属于细晶粒。正火处理是65Mn弹簧钢常用的热处理方式,得到的组织有一定的强度和韧性,表2为正火组织的硬度为36~39 HRC。淬火组织是细针状的马氏体,夹有少量铁素体和残余奥氏体。用淬火油淬火的马氏体细小均匀,裂纹倾向性低,硬度为58~60 HRC。回火组织为回火托氏体,由针状α相和无共格联系的细粒状渗碳体组成。硬度为45~47 HRC。

表2 65Mn不同组织及涂层的硬度 HRC
2.2 钎涂后宏观形貌及微观组织
加热后的试样,表面涂层平整,在基体表面铺展均匀未聚集。基体侧面边缘处只有少量蔓延。说明钎涂材料在1 080 ℃的保温温度结合30 s的保温时间的加热工艺下能够充分熔化。图3a为碳化钨粉末在400倍光学显微镜下的照片,所用碳化钨颗粒细小,在20~50 μm之间,颗粒形状不规则,具有棱角和凹凸不平的表面形貌。图3b为200倍光学显微镜下的涂层组织的微观形貌,图中白亮色、颗粒较大、呈多边形的相即涂层中的碳化钨颗粒,分布均匀,聚集倾向性低。冷却过程中钎料依附于颗粒表面形成细小的等轴晶。图3c为基体和涂层界面附近的金相组织,冷却时界面处能量较高,钎料在基体表面开始生长,形成较大的晶粒,随着离界面的距离越来越大,晶粒逐渐变小。结合层的宽度为20~25 μm。
2.3 正压力加载下的磨损测试
每种工艺进行三次重复试验测量磨损量并取平均值,磨损结果记录见表3,在试验磨损参数下,正火组织、淬火组织、回火组织和涂层的磨损量分别约为0.280 mm3,0.09 mm3,0.210 mm3和0.074 mm3。在磨损过程中,磨痕逐渐变宽变深,磨头和试样之间的接触增大,接触面压强降低。磨头也会出现损耗,曲率逐渐降低,降低了磨头对材料的去除能力。因此时间越长,单位时间的去除量越低。表中所得结果是磨损1 h后测量所得,能够客观地反映材料的耐磨性。对基体而言,淬火组织最耐磨,其与涂层的耐磨性能相当,耐磨性差距最小。正火组织与涂层的耐磨性差距最大。耐磨性的差距给自锐性提供了基础。

图3 光学显微镜下WC粉末形貌及钎焊涂层组织
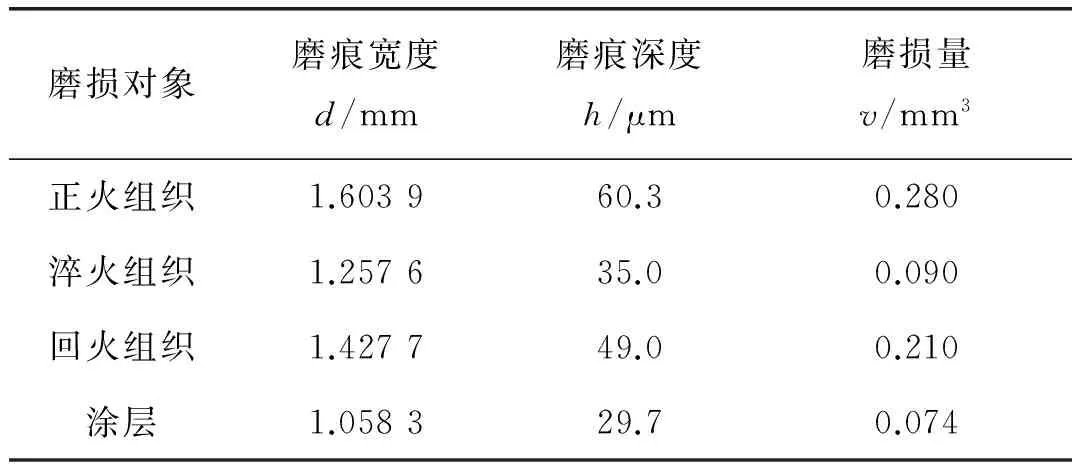
磨损对象磨痕宽度d/mm磨痕深度h/μm磨损量v/mm3正火组织1.603960.30.280淬火组织1.257635.00.090回火组织1.427749.00.210涂层1.058329.70.074
2.4 砂砾磨削试验结果分析
砂砾磨削示意图如图4所示。测量并计算正火处理、淬火处理和回火处理的试样在长度方向上的平均缩短量,结果分别为0.707 3 mm,0.432 0 mm,0.589 0 mm。如图5所示,在第一个测量周期里三种试样都产生了大量的去除,这是由于初始刃部较薄,在与砂砾的碰撞时容易去除。后面的每个磨削周期,去除量相对稳定,存在逐渐减少的趋势,第一个周期里的现象不再出现。随着刃部的后移,刃前方的曲面越来越宽,在砂砾碰撞磨削过程中,曲面两侧最先去除,使刃部呈现弧形。因为厚度变大,长度方向每去除一个单位需要的时间会变长。
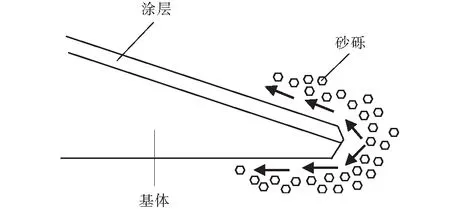
图4 砂砾磨削刀具的示意图

图5 长度方向磨削减少量折线图
因厚度方向上数值变化较少,只对100 h磨削结果进行测量,结果分别为正火试样0.135 3 mm、淬火试样0.054 7 mm、回火试样0.082 7 mm。厚度方向上受力及磨损情况相对简单,压力大小不变,电机转动参数不变。因此假定单位时间的去除量是固定的。经计算正火试样、淬火试样、回火试样厚度方向上的去除速率分别为1.353 μm/h,0.547 μm/h,0.827 μm/h,定义此变量为x。
实现自锐性就要找到刃部两面合理的耐磨性搭配,结合图5将第一个周期的磨损量剔除,假定后80 h的磨损速率是固定的。经计算正火组织、淬火组织、回火组织的磨损量分别为3.775 μm/h,0.708 μm/h,2.533 μm/h,定义此变量为y。
分别计算三种试样磨损后x/y的值,结果分别为0.358,0.819和0.405。由于刃部会受到碰撞产生较严重的磨损,所以说不能简单的通过x/y与1/3(最初刃角的正切值)的接近关系来判定自锐能力大小。结合图6磨削后刃部形状的照片来分析,正火处理试样、淬火处理试样和回火处理试样的刃角曲率依次为500 μm,120 μm,147 μm。
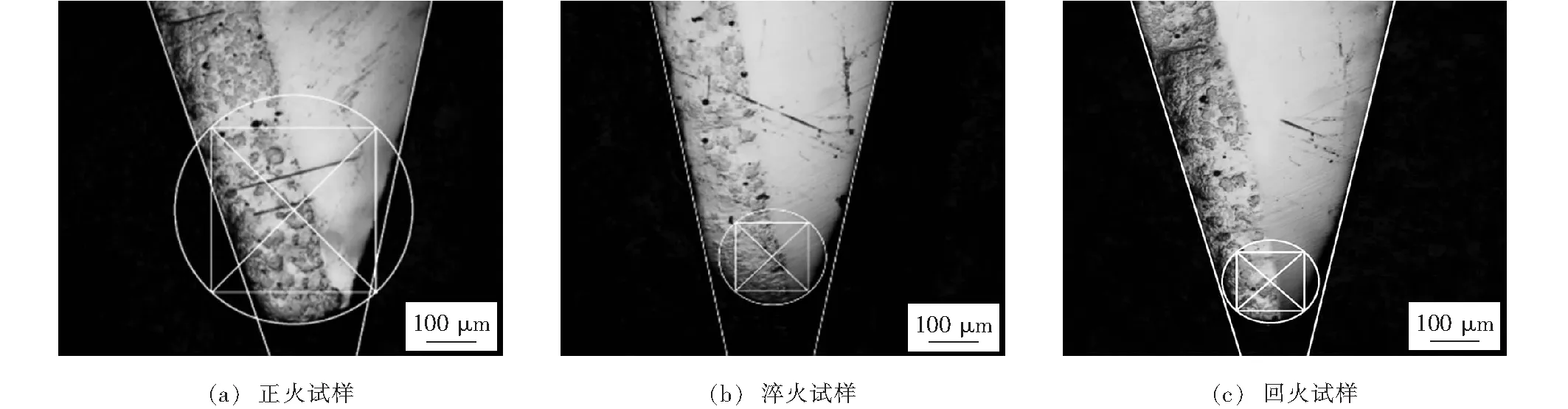
图6 砂砾磨削后刃部光学照片
图6a中正火试样有较钝的刃,结合图4分析,当刃部前端较薄的部分在初始的磨削中磨掉后,刃部的涂层侧和基体一侧受到几乎相同的磨削,但正火组织的去除速率明显大于涂层材料,导致刃部基体组织大量去除,涂层依然呈现较大的曲率。若被切削对象不能像砂子一样受到碰撞可以滚动,刀片刃部受到的冲击会更大,钝化现象会明显。
图6b和图6c都有相对锐利的刃部,结合淬火试样在长度和厚度方向的去除量考虑,图6b所示的现象是因为基体组织硬度高,耐磨性强,能够保持较锐利的状态。图6b与图6c相同的地方为涂层侧都呈现了尖端,区别在于图6b的基体由远处逐渐靠近刃部时,有较大的弧线。图6c中这部分则相对平整,呈现较小的角度。
根据试验结果及分析,可知在试验所用的涂层厚度条件下,正火处理的试样在寿命和自锐性方面都较差。淬火处理后的试样硬度和耐磨性高,刀具磨损率低。回火处理的试样在耐磨性、自锐性和使用寿命三个方面的综合性能优越,可有效提高单次装刀或一次性刀具的使用时间和加工效率。
3 结 论
(1)对于镍基钎料选用固液两相区上沿温度短时加热的方式,能够保证镍基钎料得到充分熔化。有效降低了碳化钨在高温下的分解,涂层的硬度在63 HRC左右。在摩擦磨损试验机测得磨损量为0.074 mm3。
(2)对基体65Mn材料热处理,得到的组织耐磨性与涂层组织存在差别,这是自锐的前提条件。砂砾磨削试验后,正火处理、淬火处理和回火处理的试样刃角曲率分别为500 μm,120 μm和147 μm。淬火处理的刀具稳定耐磨性好,但自锐性不如回火处理的刀具。
[1] Sobotova J,Jurci P,Dlouhy I. The effect of subzero treatment on microstructure,fracture toughness,and wear resistance of Vanadis 6 tool steel[J]. Materials Science and Engineering A,2016,652: 192-204.
[2] 申庆泰,金 敏,池少英,等. 饲料粉碎机锤片磨损特征与自磨刃强化处理[J]. 农业机械学报,2010,41(9): 229-232.
[3] Badisch E,Kirchgaßner M. Influence of welding parameters on microstructure and wear behaviour of a typical NiCrBSi hardfacing alloy reinforced with tungsten carbide[J]. Surface and Coatings Technology,2008,202(24): 6016-6022.
[4] 王丽娟. WC添加量对Ni60基合金粉末喷焊层耐磨耐蚀性的影响[J]. 热加工工艺,2010,39(20): 139-141.
[5] Caliskan H,Panjan P,Kurbanoglu C. Hard coatings on cutting tools and surface finish[J]. Reference Module in Materials Science and Materials Engineering,2017(3): 230-242.
[6] Tsai P H,Li T H,Hsu K T,et al. Effect of coating thickness on the cutting sharpness and durability of Zr-based metallic glass thin film coated surgical blades[J]. Thin Solid Films,2016,618: 36-41.
2017-01-19
山东省自然科学基金资助项目(ZR2016EEM41,ZR2017MEE076)
TG454
马伯江,1968 年出生,博士,副教授。主要从事焊接及表面技术方面的基础研究,已发表论文40余篇。
