Q345R/316L复合板镍基焊接接头性能
2017-09-11张侠洲王凤会陈延清杨建炜
张侠洲,王凤会,陈延清,张 熹,刘 宏,杨建炜
(首钢技术研究院,北京100043)
Q345R/316L复合板镍基焊接接头性能
张侠洲,王凤会,陈延清,张 熹,刘 宏,杨建炜
(首钢技术研究院,北京100043)
采用TIG和SMAW焊焊接Q345R/316L双金属复合板。利用光学显微镜、电子显微探针、力学性能测试等分析手段研究复合板焊接接头显微组织、主要化学元素分布和力学性能。结果表明,采用THNi317焊条所获得的焊接接头组织主要为奥氏体和少量δ铁素体。基层焊缝熔合线处无明显合金元素稀释,同时未形成脱碳层。焊接接头力学性能良好,无缺陷,平均抗拉强度为519 MPa,焊缝、熔合线与热影响区的冲击功分别为77 J、116 J、69 J,焊道硬度均低于350 HV10,满足性能要求。
Q345R/316L复合板;显微组织;元素分布;力学性能
0 前言
双金属复合板是基层金属与复层金属通过机械或者冶金方法结合在一起,耐蚀性能和力学性能优良,在石油、化工、食品生产等领域具有广阔的应用前景[1-2]。碳钢/不锈钢复合板由于其材料的特殊性,焊接过程中既要防止基层Cr、Ni等合金元素的增加而生成脆硬组织,产生裂纹,降低力学性能,又要避免复层焊缝中C元素的增加导致其耐蚀性能降低[3-6]。此外,由于异种金属热膨胀系数、导热系数的差异,焊接接头易产生应力和变形[7]。复合板/管的焊接一直是国内外学者研究的热点,但至今未形成成熟的焊接工艺。
王凤会等人研究了Q345R/316L复合板双面焊接工艺及焊接接头性能,发现采用不对称的X型坡口可以明显改善焊后变形,焊接接头的力学性能和耐晶间腐蚀性能良好[8]。王斌等人的研究表明,焊缝中生成魏氏体组织是降低Q345/N08825双金属复合板双面焊焊接接头低温冲击性能的主要原因[9]。但是在许多现场施工条件下,受限于操作空间或者为提高施工效率,只能采取单面焊接,但又需保证焊接接头的强度和耐蚀性。因此,本研究采用单面V型坡口和THNi317焊材,研究Q345R/316L复合板焊接接头显微组织、元素扩散和力学性能。
1 试验材料与方法
1.1 试验材料及焊接工艺
选用13 mm+3 mm厚Q345R碳钢+316L不锈钢的热轧复合板,试板尺寸600mm×200mm×16mm。Q345R和316L不锈钢的主要化学成分见表1,Q345R组织为铁素体和珠光体,316L不锈钢为奥氏体组织。为防止焊后变形,焊前预留向不锈钢侧约3.5°变形,坡口形式如图1所示。采用多层多道焊接工艺,氩弧焊打底,焊材使用背面自保护的TGF-316L氩弧焊丝,其他焊道采用焊条电弧焊。为保证焊接接头力学性能(主要是提高耐冲击性能),使用THNi317镍基焊条,层间温度低于100℃,严格控制热输入为10~15kJ/cm,以防止大热输入造成Cr、Ni、Mo等合金元素稀释与C元素扩散。焊材主要化学成分见表2。

表1 复合板Q345R碳钢和316L不锈钢的主要化学成分 %

图1 坡口形式
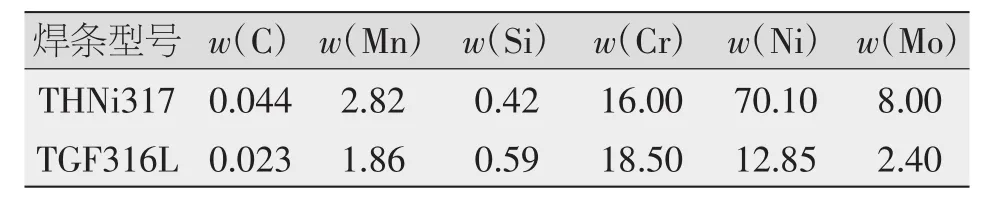
表2 试验中熔敷金属的主要化学成分 %
1.2 试验设备
焊后取尺寸40 mm×15mm×16mm焊接接头试样,利用FeCl3金相腐蚀液进行腐蚀,使用激光共聚焦显微镜观察焊接接头焊缝和熔合线组织,利用JXA-8230型电子探针分析基层焊缝熔合线两侧的化学成分变化。根据国标GB/T 228.1-2010、GB/T 2653-2008、GB/T19748-2005、GB/T4340-2009,利用Zwick/Roell Z1200电液伺服材料试验机、弯曲试验机、冲击试验机和维氏硬度计,分别检测焊接接头试样的拉伸、弯曲、冲击和硬度等性能。
2 试验结果与分析
2.1 焊接接头组织分析
焊接接头宏观形貌如图2所示,焊接接头坡口形状规则,熔合界面良好,热影响区较窄,有利于焊接接头的力学性能,未出现未熔合、未焊透、宏观裂纹等缺陷。

图2 焊接接头宏观形貌
焊接接头打底焊道、打底焊道与镍基焊道间的熔合线、镍基焊道、碳钢侧焊道熔合线的金相组织如图3所示。由图3可知,打底焊道和镍基焊道组织主要为奥氏体和少量δ铁素体,其中打底焊道中铁素体含量较高,呈骨架状;镍基焊道中铁素体含量较少,呈点状和短棒状,铁素体分布均匀,有利于提高焊缝的强度和韧性。打底焊道与镍基焊道熔合线两侧组织与焊道本身组织基本一致,且熔合线附近未出现脆硬的马氏体组织,有利于保证焊接接头的韧性,防止裂纹在焊缝间熔合线处形成和扩展,引起脆断,这主要是由于第2焊道采用较低的热输入,降低了合金元素稀释,并且防止了Q345R中C元素扩散到焊道中。碳钢侧焊道熔合线比较平滑,其两侧组织均匀,其中Q345R侧组织为铁素体和珠光体,较母材原始组织细小,且珠光体含量降低,主要原因是焊接过程造成一定量的C元素烧损,镍基焊道侧组织无明显变化。熔合线附近未出现明显的脱碳层,同时未生成脆硬马氏体或者魏氏体组织,说明试验中控制热输入有效地防止了碳元素扩散和合金元素稀释,保证了焊接接头的强度和韧性。
2.2 化学成分分析
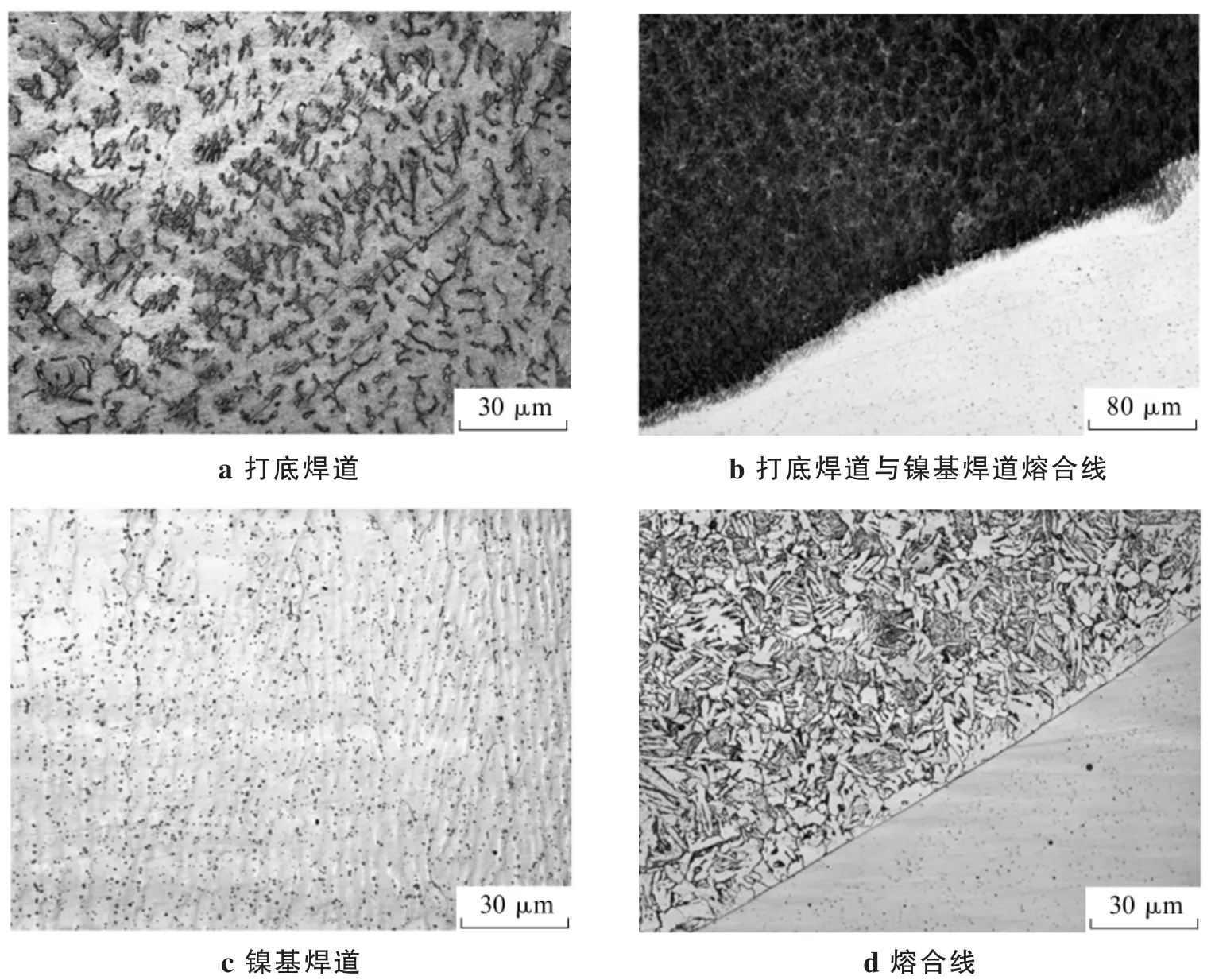
图3 焊接接头金相组织
沿着图1中箭头方向对基层熔合线两侧的C、Fe、Cr、Ni和Mo元素的分布进行线扫描分析,结果如图4所示。由图4可知,熔合线两侧的Cr、Ni和Mo元素在熔合线处发生陡升,基层Q345R中含有非常少量的Cr、Ni和Mo元素,而熔敷金属THNi317中合金元素含量较高,说明在焊接热循环作用下并未在熔合线附近发生明显的合金元素稀释,焊缝金属中的合金元素未稀释到碳钢金属中,有效地避免熔合线附近生成脆硬的马氏体组织或者魏氏体组织,与图3中熔合线的金相图相吻合。从碳钢基层到镍基焊缝C元素分布无明显差异,说明C元素在熔合线附近出现部分扩散。扫描曲线中出现的几个高碳峰,可能是C与Cr形成的金属化合物,该化合物可以降低C的活度,阻止C元素进一步向焊缝扩散。
2.3 焊接接头力学性能分析
复合板焊接接头拉伸、弯曲和冲击试验结果如表3所示。拉伸试样宽25 mm,去余高,平均抗拉强度519 MPa,两组试样均在距离焊缝较远的母材处断裂,说明焊缝的抗拉强度高于母材,而且拉伸之后复合板基材Q345R与复层316L不锈钢未出现分层现象,表明复合板基材与复材冶金结合良好。复合板焊接接头试样180°正弯和背弯试验均合格,未出现明显裂纹。冲击试验采用10 mm×10 mm× 55 mm标准的夏比V型缺口试样,分别测试焊缝、熔合线和热影响区在0℃下的冲击功。焊缝、熔合线与热影响区的冲击功分别为77 J、116 J、69 J,均大于34 J,满足使用性能要求。熔合线处冲击功最高,主要是由于熔合线两侧组织较细,有利于提高冲击韧性,而热影响区由于组织较粗大,冲击功最低。总之,复合板焊接接头的拉伸、弯曲和冲击性能均能够满足性能要求。
复合板焊接接头各焊道硬度分布如图5所示,各焊道的平均硬度为170~230 HV10,均低于350HV10,

表3 复合板焊接接头力学性能
Page 113
Properties of Ni-base welding joint of Q345R/316L clad plate
ZHANG Xiazhou,WANG Fenghui,CHEN Yanqing,ZHANG Xi,LIU Hong,YANG Jianwei
(Shougang Research Institute of Technology,Beijing 100043,China)
Q345R/316L clad plate was welded through TIG and SMAW.Microstructure,main alloying elements distribution and mechanical properties were analyzed and investigated by optical microscope(OM),EMPA and mechanics apparatus.The results showed that microstructure of the THNi317 welding joint was austenite and a small amount of δ-ferrite.The chemical composition did not dilute apparently,and decarburized layer did not generate near the weld interface of base weld.The tensile strength of the welding joint was up to 519 MPa,the impact energy of welding joint,weld interface and HAZ were 77 J,116 J and 69 J.The hardness of welding joint was not higher than 350 HV10.The defect free joint was produced and performed well,could meet the requirements of the relevant technical standards.
Q345R/316L clad plate;microstructure;element distribution;mechanical properties
TG457.19
A
1001-2303(2017)08-0081-04
10.7512/j.issn.1001-2303.2017.08.15
2017-01-18;
2017-02-03
张侠洲(1991—),男,硕士,主要从事金属材料焊接及腐蚀机理的研究工作。E-mail:xiazhou2014@ 163.com。
本文参考文献引用格式:张侠洲,王凤会,陈延清,等. Q345R/316L复合板镍基焊接接头性能[J].电焊机,2017,47(08):81-83+113.
