焊缝射线检测图像的缺陷搜寻与算法优化
2017-09-11江瑞柱闫志鸿白立来卢振洋
江瑞柱,闫志鸿,白立来,卢振洋
(北京工业大学 机械工程及应用电子技术学院,北京 100124)
焊缝射线检测图像的缺陷搜寻与算法优化
江瑞柱,闫志鸿,白立来,卢振洋
(北京工业大学 机械工程及应用电子技术学院,北京 100124)
基于X射线成像的焊缝缺陷自动检测技术对提高工业射线检测的自动化水平具有重要意义。在通过图像处理算法进行焊接缺陷提取的过程中,存在各种干扰,要求算法有很强的抗干扰能力。尝试了均值滤波背景相减和底帽变换两种缺陷提取算法,并分析存在的主要问题。针对这些问题,提出相应的解决办法,即模板优化算法和多特征再筛选算法,有效地解决了缺陷误检和漏检之间的矛盾。
焊缝射线检测;焊接缺陷提取;数学形态学;多特征算法优化
0 前言
无损检测能在不破坏工件的基础上对缺陷进行检测,X射线无损检测具有检测结果直观、缺陷定性容易、检测结果可以保存等优点,在无损检测中得到广泛应用[1]。在焊接产品中,焊接质量的好坏直接影响到使用寿命,所以在焊接过程中要严格防止和监测各类焊接缺陷的产生。目前,X射线检测结果的评定主要采用人工评片。人工评片需要评片人员具有较强的专业知识及丰富的工作经验,同时,评片的工作量大、工作人员眼睛易受强光损伤、检测结果受检测人员主观因素影响等不利因素影响,评定结果很难保证规范性、客观性和科学性,因此迫切需要提高焊缝X射线实时检测的自动化水平。目前,基于X射线成像的焊缝缺陷自动检测技术成为国内外学者研究的热点[2]。
传统的焊接缺陷数字图像处理算法主要思路是背景相减,即根据原始图像中背景特点,用算法拟合出缺陷以外的背景区,然后将原始图像和背景图像相减来去除缺陷背景,再选择合适的阈值分割出缺陷区域[3]。如W.Daum[4]和A.Kehoe[5]分别提出用三次样条曲线拟合算法和多项式拟合算法拟合缺陷背景;B.Echelt设计了一组不同的低通滤波器组去除图像中的高频分量,保留图像的低频分量,从而达到拟合背景图像的目的;周正干[6]对航空发动机叶片图像进行了基于扫描线的自适应中值滤波,拟合出缺陷背景,然后进行后续处理。
由于焊缝和焊接缺陷的复杂性,对缺陷提取算法的通用性提出了很高的要求。本研究针对焊接缺陷的提取算法展开研究,着重在如何避免漏检和如何减少误检方面进行了图像处理算法的研究和改进。
1 焊缝射线检测底片数字图像处理系统
实验平台分为底片数字化系统和底片评定系统两部分,如图1所示。软件以Visual C++作为开发平台,MFC作为界面开发基础类库,OpenCV作为图像采集与处理的开发类库。
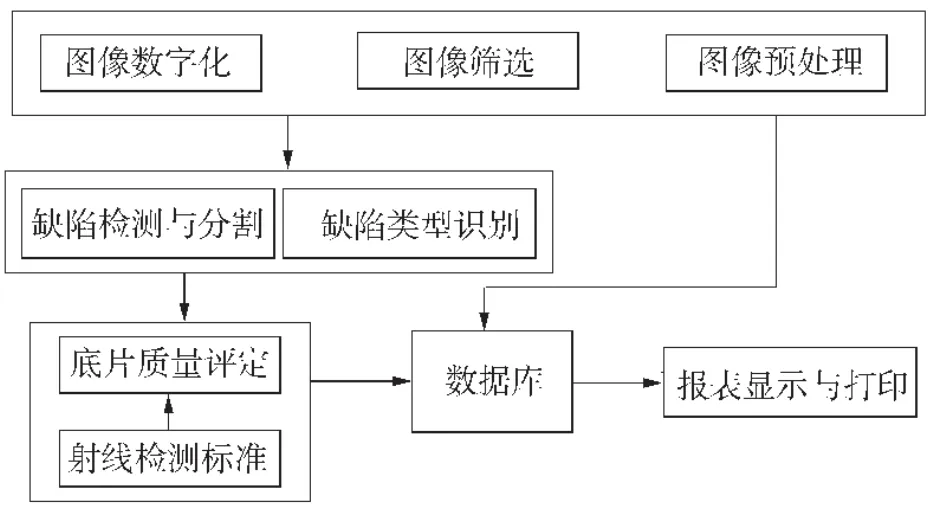
图1 射线图像评定系统Fig.1 Evaluation system of radiographic image
底片数字化系统采用的底片数字图像由自行研制的底片扫描仪扫描得到,该扫描仪的空间分辨率为20 lp/mm,图像位深16 bit,可以很好地实现工业底片的信息低损数字化。
底片评定系统以数据库访问为中心,包含以下功能模块:图像预处理、图像筛选、缺陷检测与分割、缺陷类型识别、质量评定和报表显示与打印。其中图像预处理主要是对图像进行增强,图像筛选是对破损的底片进行筛选,缺陷检测与分割是对数字化底片缺陷进行提取,缺陷识别是对缺陷进行分类。各个模块数据存入工业底片数据库模块,具有各自的图像用户界面接口,相互独立运行。
2 焊缝缺陷提取算法的实现与分析
底片中的焊缝缺陷可分为两大类:一是光学密度大于焊缝的缺陷,例如气孔、夹杂、裂纹、未熔合、未焊透等,在图像上显示为灰度值较低的区域;二是光学密度小于焊缝的缺陷,例如夹钨等,在图像上显示为灰度值较高的区域。在这两类缺陷中,第一类缺陷较为常见,因此以第一类缺陷为例进行研究,采用背景相减算法[7]。
2.1 背景消除法
背景相减流程为:对原图像应用均值滤波得到模拟的焊缝背景图像,然后将背景图和原图像相减得到只含缺陷的差图像[8]。最后,对得到的差图像进行阈值分割得到缺陷分割结果。由于缺陷大小不规则用不同大小的滤波器得到的效果也不一样,图1a为369像素的图像,其中每个像素对应实际距离约为0.04 mm,图1b采用10×10(指像素,下同)的模板,图1c采用30×30模板,图1d采用50×50的模板,图1f采用300×300的模板。可以看出,当采用模板过大或者过小都会造成误检和漏检,即使模板选择相对合适时,还是有误检。
图3是采用不同阈值分割得到的结果,其中分割的阈值是灰度值,即灰度归一化值。可以看出,阈值过小会造成过多的误检,阈值过大会造成漏检,即使选择较为合适的阈值也很难避免误检。
根据以上分析仅通过单一阈值和滤波模板很难准确地提取缺陷,而且不同缺陷图像的最优模板和阈值不同,很难找出最优值。因此通过单一背景相减很难准确地找出缺陷。
2.2 底帽变换实现缺陷的提取
采用均值滤波求背景时,背景或多或少会含有缺陷的信息,因此本研究尝试了采用形态学闭运算求底片背景,然后再做背景相减,这一算法在形态学领域又可称为底帽变换。闭运算是一种基本的形态学运算,它由一次腐蚀和一次膨胀运算组成。设f(x,y)为输入图像,B(s,t)是结构元素,则结构元素B对输入图像f进行形态学运算如下。
(1)结构元素:设图像的中心点(x0,y0)为坐标原点,则结构元素矩阵为

式中 i=1,2,…,4N-1;N为自然数;α=180°/4N;θi为结构元素在矩阵中的方向角。
(2)用结构元素对灰度图像进行膨胀运算f⊕B,Df、DB分别是f与B的定义域
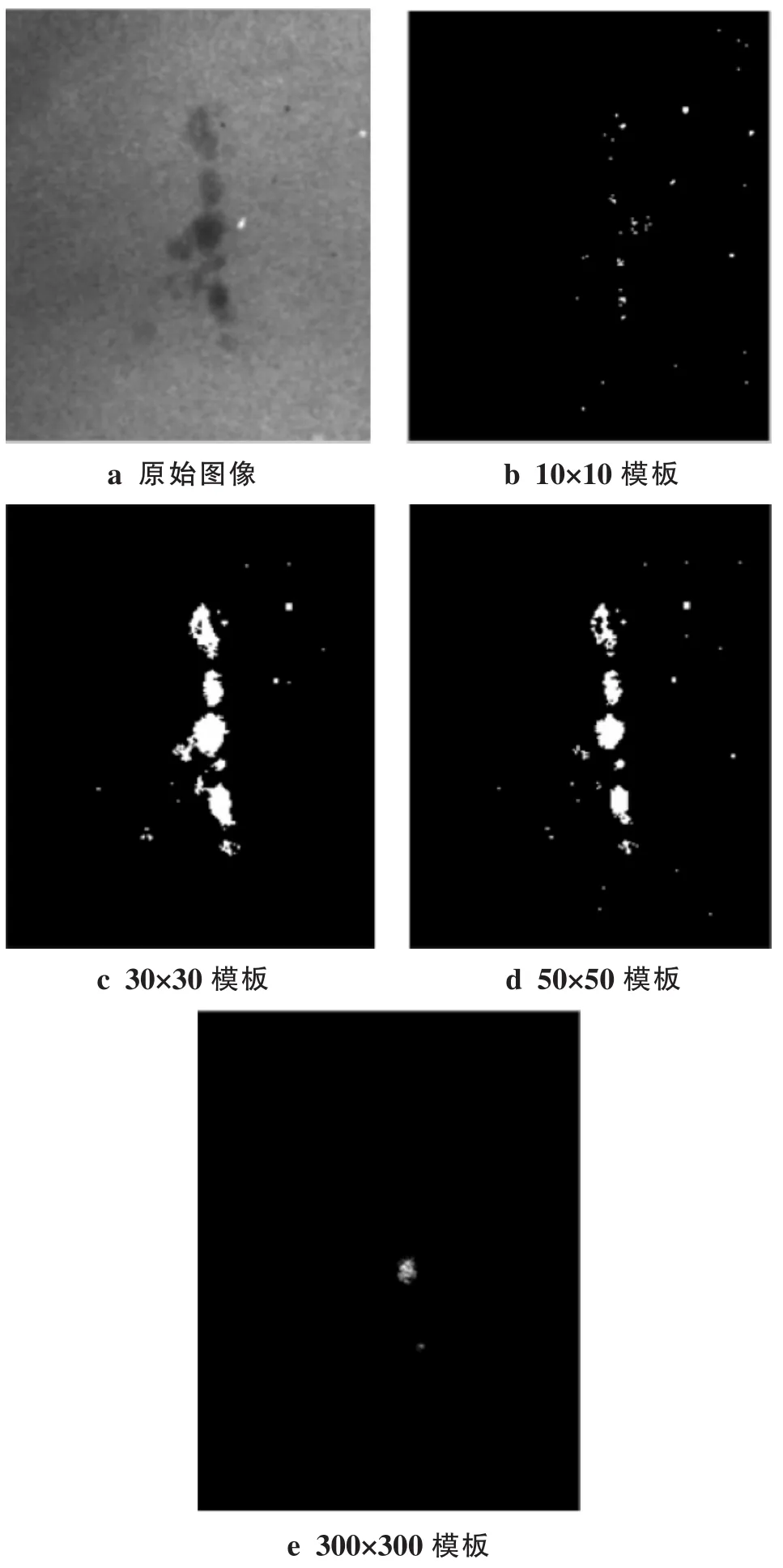
图2 不同模板下背景相减结果对比Fig.2 Comparison of background subtraction results under different templates

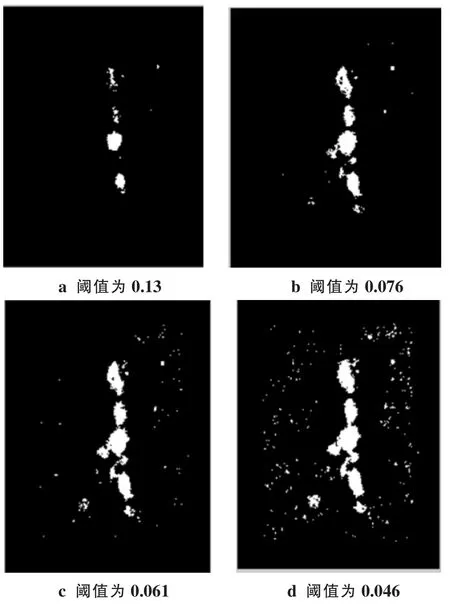
图3 不同阈值的结果Fig.3 Different threshold results
不同大小的结构元素模板(简称模板)对缺陷处理结果如图4所示。可以看出,模板过大时容易误检,模板过小时容易漏检;当模板较小时,虽然噪声较少,但缺陷的整体轮廓小于原图。当模板找得较为合适时也有部分误检。
不同阈值设定对阈值分割结果的影响如图5所示。可以看出,当阈值过小时容易误检,当阈值过大时容易漏检。即使阈值设定较合适时,还是会有少部分误检。
根据以上分析,通过单一开运算、闭运算模板和阈值很难准确找出缺陷。由于不同图像缺陷大小、形状也不同,很难找出最优的运算模板和阈值,因此通过单一底帽变换很难得到准确的结果。
2.3 对模板选择的优化
模板的选择对图像缺陷检测尤为重要,模板过大或过小都会对缺陷分析造成大量的误差。因而通过尝试不同大小的模板找出其中的最优模板来解决这个问题,优化指标是潜在缺陷与背景之间的灰度差,具体步骤如下:
(1)通过不同模板进行背景相减,再做阈值分割将灰度变化较小的认为是背景得到图像f1。
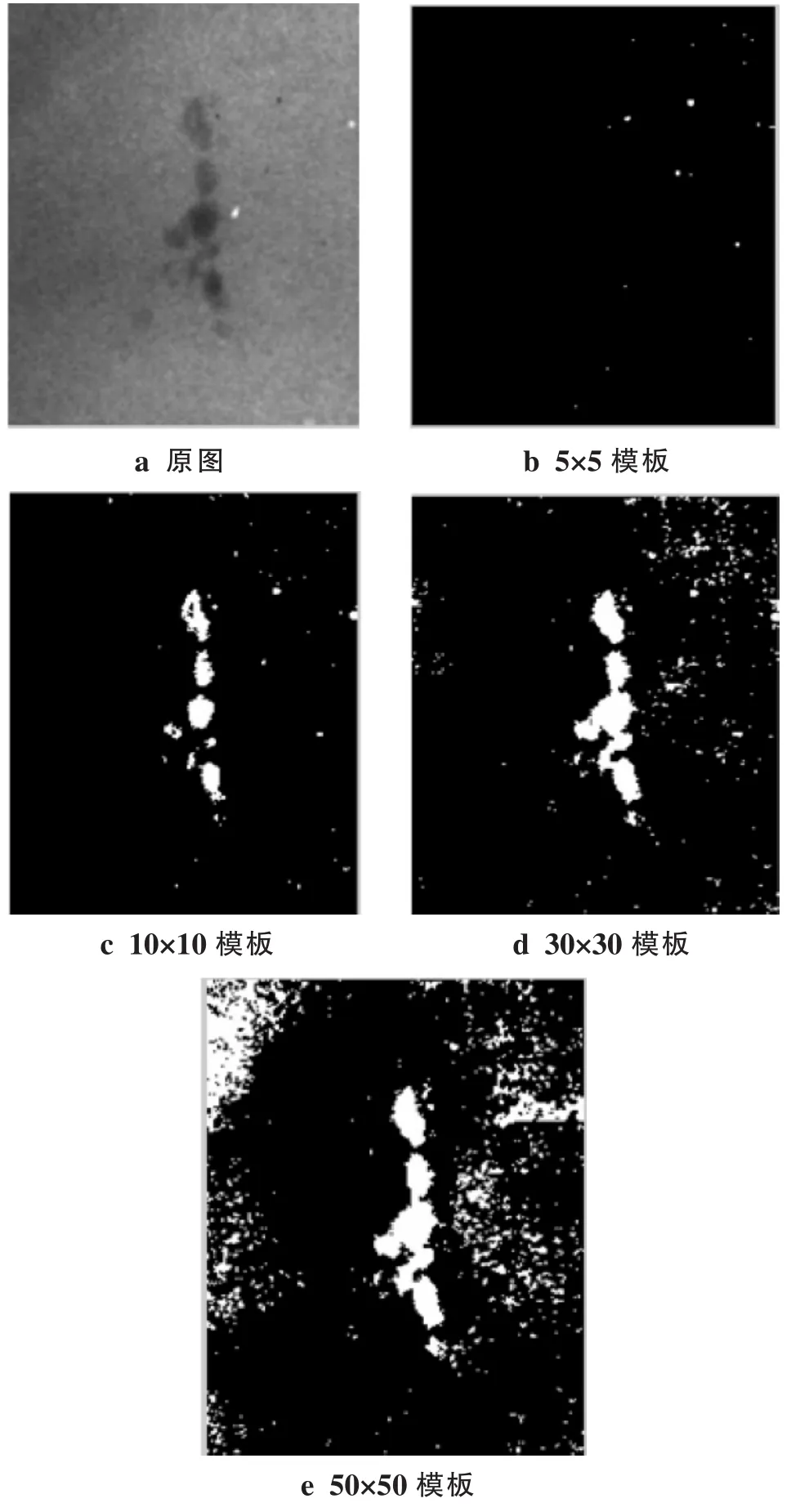
图4 不同模板下底帽变换结果对比Fig.4 Comparisonofthebottom-hattransformationresults under different templates
(2)计算f1的连通域面积,将小面积的连通域设为背景得到只含最大连通域的图像f2,f2通常为图片中的最明显缺陷。
(3)对f2求外轮廓和内轮廓,最终用外轮廓灰度均值减去内轮廓灰度均值,然后再求二者的灰度差,当灰度差最大时,认为是最优模板。
3 基于特征的缺陷再筛选
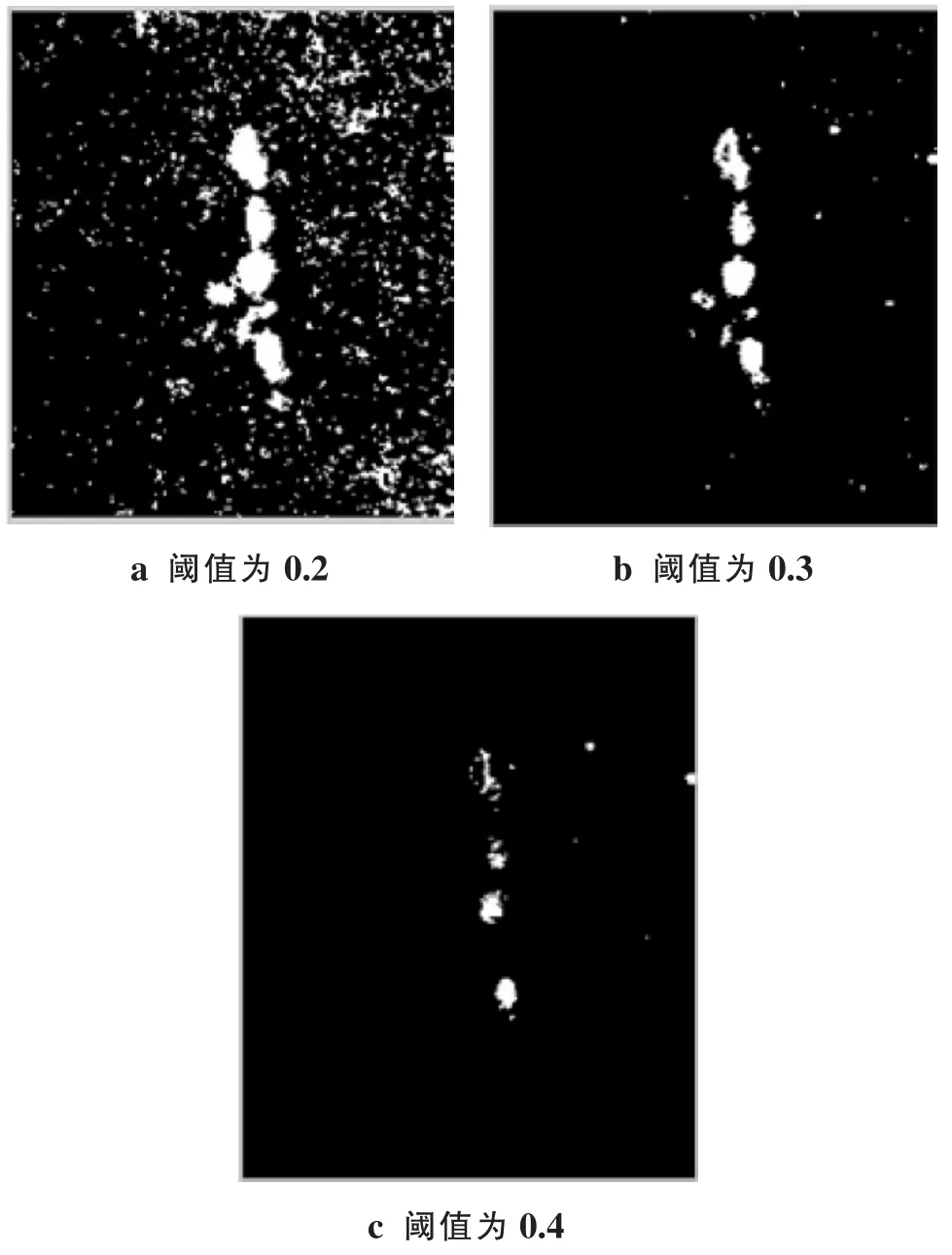
图5 不同阈值结果对比Fig.5 Comparison of different threshold results
焊缝缺陷的搜寻和提取的首要条件是不能漏选。为了避免漏选,一般在设计筛选算法时会有一定的冗余度,筛选结果会包含一些非缺陷部分。因此,在检出缺陷的基础上进行二次或多次筛选是必要的环节。
焊接缺陷检出后,可根据焊接缺陷的特征去除干扰。例如,对于一般的工业底片,其显影物质都有一定的颗粒度,此颗粒度会给底片造成许多噪声,在筛选缺陷的同时,也可能会将这些颗粒检测进来,相比焊接缺陷,这些显影颗粒的特点是尺寸较小、且分散分布,如有聚集情况,则其与背景之间的光学密度差较小,因此可根据这些特征来进行二次或多次筛选。
具体缺陷再筛选步骤如下。
(1)对背景相减得到图像f1进行判断是否含有缺失性缺陷,将缺失性缺陷设定为背景得到f2;
(2)对f2标记连通域和计算连通域的个数n,然后计算所有连通域的面积;
(3)判断连通域的面积并将面积小的连通域设定为背景,得到新的图像f3;
(4)对f3标记连通域和计算连通域的个数n,对标记后的f3进行二值化,然后分别求每个连通域的边界并用它与原图做点乘,最后求出每个连通域边界灰度和的平均值与连通域的灰度和的平均值的差Sk(k∈(1,…,n));
(5)将Sk作为相对应连通域的灰度值赋值给f3得到新的图像f4;
(6)对f4进行阈值分割,求背景差较大的连通域。
图6b是背景相减的结果;图6c是对图6b进行阈值分割,将缺失性缺陷设为背景,可以看出有很多噪声,其中大多数是小的连通域;基于连通域的面积特征在筛选时将小面积设定为背景得到图6d,可以看出缺陷面积比非缺陷的面积更大,但连通域之间的灰度级相近不利于阈值分割,因而通过求出每个连通域边界灰度和的平均值与连通域灰度和的平均值的差,在对相对应的连通域赋值得到图6e,缺陷连通域和非缺陷连通域的灰度级对比度明显增强了,再对其做一次阈值分割得到了最终结果,如图6f所示。
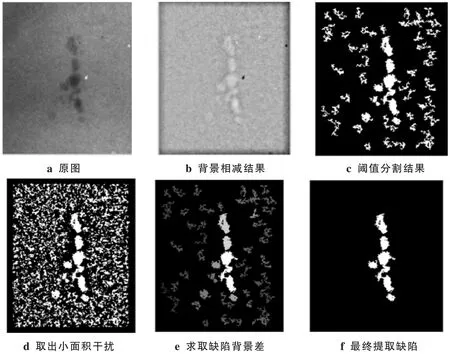
图6 基于特征的缺陷再筛选的结果Fig.6 Results of feature-based defect re-screening
不同算法对裂纹的处理如图7所示,可以看出改进的算法对裂纹一样适用。
4 结论
采用均值滤波背景相减和底帽变换两种算法对射线检测底片中的焊接缺陷提取问题进行了研究,通过分析发现不同的模板大小和阈值大小对缺陷检测有很大的影响。模板和阈值过大或过小都会导致缺陷的漏检和误检,而模板和阈值选择相对准确时噪声还是存在,因此用单一背景相减或底帽变换很难达到目的。为了更加准确地提取焊接缺陷,本研究在传统算法的基础上提出了一套基于缺陷的特征再筛选算法和对模板选择的优化算法,最终得到了准确的缺陷,该方法有以下优点:
(1)根据缺陷边界处与背景之间具有较大灰度差的特征,通过对不同大小的模板再筛选,找到其中最优模板,在使用这个模板可以有效地避免背景相减时将缺陷判为背景的情况。
(2)通过灰度特性和连通域面积特征的再筛选,有效解决了在焊缝缺陷自动检测中的误检与漏检之间的矛盾。
[1]李国华,吴淼,邹勇.现代无损检测与评价[M]北京:化学工业出版社,2009:75-76.
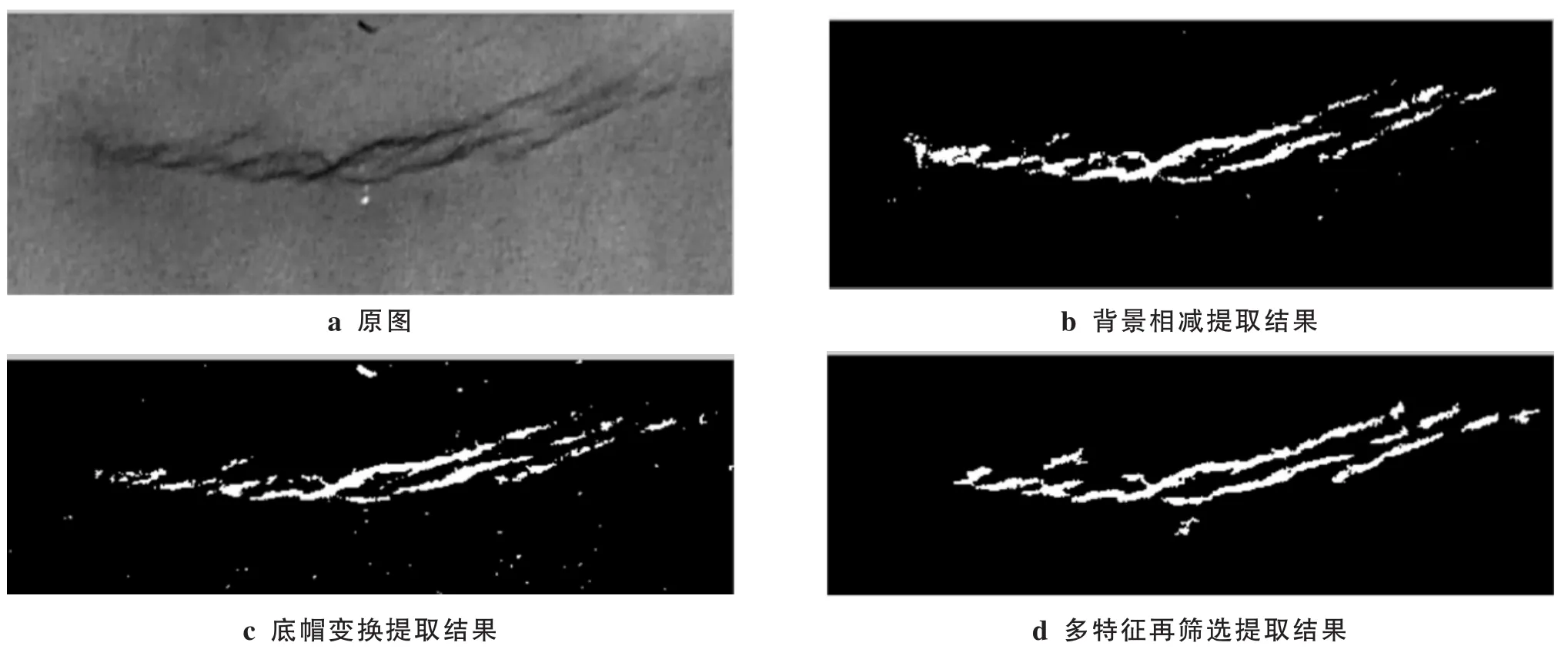
图7 不同算法对裂纹的处理Fig.7 Different algorithms deal with crack
[2]邵家鑫,都东.基于X射线数字化图像处理的双面焊焊缝缺陷检测[J].焊接学报,2010,31(11):21-24.
[3]康宏伟,苏真伟.焊接缺陷X射线数字图像的处理算法研究[J].无损检测,2006,30(5):23-26.
[4]W Daum,P Rose,H Heidt.Automatic recognition of weld defects in X-ray inspection[J].British Journal of NDT,1987,29(2):79-82.
[5] A Kehoe,GA Parker.Image processing for industrial radiograph inspection.Image Enhancement[J].British Journal of NDT,1990,32(4):183-190.
[6]周正干.焊缝X射线检测及其结果的评判方法综述[J].焊接学报,2002(23):85-88.
[7] 闫志鸿,刘阳.焊缝X射线底片数字化技术及其应用[J].航天制造技术,2010(2):20-22.
[8]Ryszard SIKORA,Piotr BANIUKIEWICZ.Detection and Classification of Weld Defects in Industrial Radiography withUseofAdvancedAIMethods[J].NondestructiveEvaluation/testing:New Technology&Application,2013,27(12):12-17.
Flaws finding and algorithm optimization of radiographic inspection of welding bead
JIANG Ruizhu,YAN Zhihong,BAI Lilai,LU Zhenyang
(Department of Mechanical Engineering&Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
TheautomaticinspectiontechniqueofwelddefectsbasedonXrayimagingisofgreatimportancetoimprovetheautomationlevelof industrial radiographic inspection.In the process of extracting welding defects through image processing algorithms,there are many kinds of interference,which requires the algorithm to have strong anti-interference ability.Two kinds of defect extraction algorithms,mean filtering,background subtraction and bottom hat transformation,are discussed and the main problems are analyzed.In view of these problems,the corresponding solutions are proposed,namely template optimization algorithm and multi feature re screening algorithm,which effectively solvesthecontradictionbetweendefectdetectionandmisseddetection.
radiographicinspectionofweldingbead;extractionofweldflaw;mathematicalmorphology;multi-featurealgorithmoptimization
TG441.7
A
1001-2303(2017)08-0038-06
10.7512/j.issn.1001-2303.2017.08.07
2017-03-13;
2017-05-02
江瑞柱(1993—),男,在读硕士,主要从事现代焊接技术与自动化装配的研究。E-mail:jrz199303@ 163.com。
本文参考文献引用格式:江瑞柱,闫志鸿,白立来,等.焊缝射线检测图像的缺陷搜寻与算法优化[J].电焊机,2017,47(08):38-43.
