基于软PLC控制的摆动式夹紧反力臂装置设计
2017-09-08于洪增
于洪增,耿 华
(1.大连豪森设备制造有限公司 机械设计部,辽宁 大连 116036;2.一汽-大众汽车有限公司 规划部,长春 130011)
基于软PLC控制的摆动式夹紧反力臂装置设计
于洪增1,耿 华2
(1.大连豪森设备制造有限公司 机械设计部,辽宁 大连 116036;2.一汽-大众汽车有限公司 规划部,长春 130011)
针对传统拧紧机构在拧紧过程中自动化程度低,拧紧不可靠等问题,设计了一种摆动式气动夹紧反力臂装置。详细描述了该装置的机械结构、工作原理及控制系统的开发与实施。该装置的控制方式应用了一种基于西门子PC677工控机的软PLC模块,对在该装置中进行拧紧的工件的状态进行实时检测和反馈,同时对工件的动作进行校正和控制。整个系统可以在软PLC的控制下,快速、准确地完成工件的夹紧、螺栓拧紧等操作,较好地替代了传统PLC。目前该装置已用于装配线上试运行,运行状态良好,控制系统稳定。
摆动式; 气动夹紧; 反力臂;软PLC
0 引言
在汽车行业,螺纹连接是最重要的连接方式之一,随着我国汽车工业配件需求量剧增,因而对汽车工业配件加工过程的质量及效率的要求也不断提高,在汽车配件加工的过程中,需要各种辅助装置,拧紧机构就是一种常用的,而且非常重要的辅助机构。目前国内对拧紧机构的研究还主要依赖于国外,同国外相比还存在很大差距[1-2]。
国内专家和学者对拧紧机也进行了深入的研究,根据不同的工况设计了多种拧紧机。林晓磊等[3]为解决球阀机械密封螺栓的自动化投退问题,设计了具有变矩功能的三轴拧紧机。丁苏赤等[4]针对不同品种不同节距的履带以及人工拧紧履带效率低下和不可靠性的问题,设计了四轴履带螺栓拧紧机系统。林巨广等[5]以机械手为支架,滑块导轨为运动平台设计了一种变矩双轴螺栓拧紧机。屈创等[6]设计了一种用于发动机油底壳螺栓联接的四轴拧紧机。然而,之前的拧紧机构,都缺乏反力臂机构,操作工人的安全性没有保证,并且会出现仅靠操作人员的力量无法完成拧紧任务的情况。忽略了精确对中机构的设计,无法实现快速而又准确的定位操作,延缓了生产效率。针对上述存在的问题,本文提出了一种摆动式气动夹紧反力臂机构,反力臂能帮助操作者很轻松地提升拧紧工具,并且可以抵消拧紧螺栓时产生的反作用力,以保护操作者。采用气动夹紧机构,不但具有报警设计,在气压下降到一定程度,启动自锁功能,防止机械臂下降,而且能够实现快速定位。该机构不仅结构简单,自动化程度高,而且提高了可靠性和装配效率,更有效地保证了装配质量。
1 摆动式气动夹紧反力臂机构的结构设计
摆动式气动夹紧反力臂机构的结构示意图如图1、图2所示。该机构主要由三部分组成:夹紧组件,拧紧组件和辅助组件。
夹紧组件:传统的夹紧机构大多采用偏心夹紧和螺旋夹紧的方式,该方式夹紧效率低,费力,且操作不方便。本文采用气动夹紧方式,通过夹紧扇形盘间接地执行夹紧动作,使用气动夹紧操作方便、夹紧迅速、更加省力,而且可以缩短辅助时间,减轻工人的劳动强度和提高生产率,此外,采用气动夹紧机构,不但具有报警设计,在气压下降到一定程度,启动自锁功能,防止机械臂下降,而且能够实现快速定位,安全性也得到了提高。采用间接夹紧方式,对工件也起到了保护作用。
反力臂拧紧组件:反力臂机构设置在支撑架上,反力臂拧紧机构可实现轴向窜动,扇形盘与反力臂拧紧机构可一同转动,且扇形盘与反力臂拧紧机构之间可在反力臂拧紧机构的轴向上相对运动,反力臂拧紧机构的末端设置有推进把手,反力臂拧紧机构的前端则设置有两个定位轴,反力臂拧紧机构工作的按钮安装在支撑架上。这种摆动式气动夹紧反力臂机构,可以实现反力臂拧紧机构的快速找准对正,并利用空气抱死装置让反力臂拧紧机构定位,最终实现快速、准确的拧紧操作,且不需要操作者协助提供反力臂,所产生的反向力通过支撑架传递给了机架,因此本装置不仅可以提高工作效率,而且还能够降低工人的劳动。它具备了多种优点,特别适合于在本领域中推广应用。
辅助组件:机架、托盘与辊道、支撑架、推进把手和定位轴等辅助组件,主要作用就是承载主要组件,传输和运送零件。

1.辊道 2.机架 3.托盘 4.支撑架图1 带有反力臂拧紧机构的生产线结构示意图
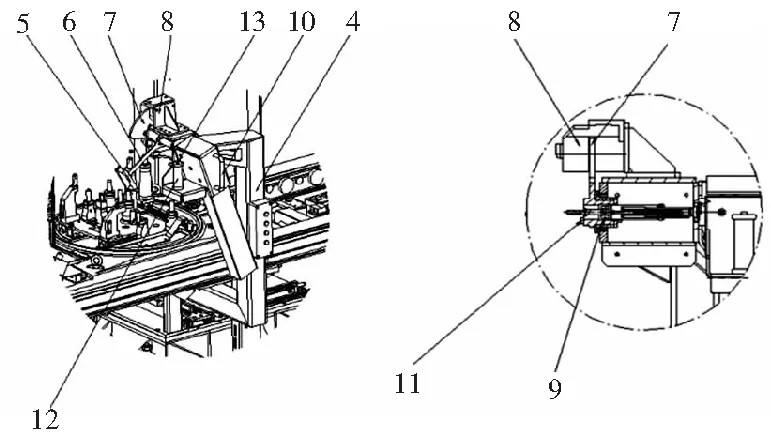
5.摆动把手 6.摆杆7.扇形盘 8.空气抱死装置 9.反力臂拧紧机构10.推进把手 11.定位轴 12.工作把手 13.按钮
图2 摆动式气动夹紧反力臂机构的结构示意图
2 摆动式气动夹紧反力臂机构的工作过程
摆动式气动夹紧反力臂装置工作过程如下:
(1)将需要进行装配或安装的工件放置在托盘上,在辊道的作用下行进至机架的工作位置处;
(2)操作人员把持着摆动把手驱动摆杆转动,此时摆杆的转动可以带动反力臂拧紧机构转动,在反力臂拧紧机构端头处设置有两个定位轴,让定位轴转动到与工件上开设的定位孔相配的角度;
(3)空气抱死装置工作,将扇形盘夹紧并定位,扇形盘和反力臂拧紧机构均无法转动,然后操作人员用另一只手推动推进把手,让反力臂拧紧机构轴向运动,使其工作端与待拧紧的螺栓端头相接触;
(4)操作人员通过按钮控制反力臂拧紧机构工作,将螺栓拧紧,完成两个不同工件的连接。
在上述拧紧过程中,其拧紧操作所产生的反向力通过支撑架传递到机架上,不需要操作者协助提供,解决了操作人员需要承担部分反向力的问题。
3 基于PC的软PLC控制系统设计
PLC技术具有可靠性高、扩展性强、适用性广并且使用简单便捷等优点[7-8]。但其缺点也较明显,其体系结构不够开放,网络通讯功能不强,对数据的处理能力较弱。软PLC是以PC为硬件平台,用软件来实现PLC功能,不仅具备传统PLC的优点,而且具有开放的体系结构、更强的网络通讯能力和更强的数据处理能力,能较好地满足现代工业自动化的要求[9-13]。因此软PLC技术已经成为目前国际工业自动化领域逐渐兴起的一门新型控制技术。本装置采用软PLC控制技术。软PLC的控制结构如图3所示。
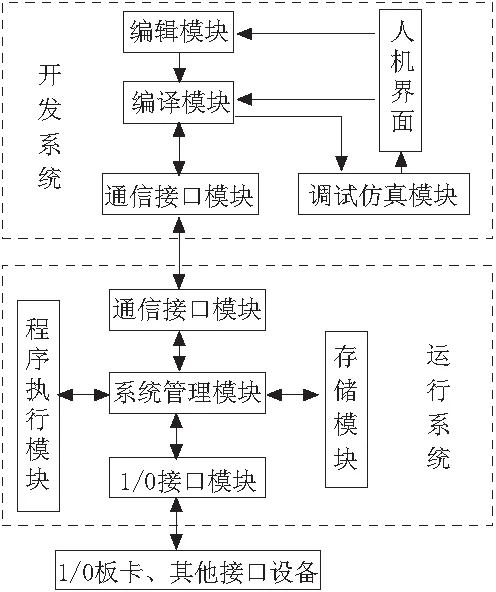
图3 软PLC的控制结构图
本拧紧机构控制系统的核心部件为西门子PC677工控机内部的软PLC模块,结合触摸屏(即人机界面)、伺服单元、伺服电机及扭矩传感器共同实现控制功能。
该系统的主程序主要由初始化、高速拧紧、低速拧紧、卸载等组成。具有结构简单、可靠性高及操作方便等特点。程序框图如图4所示。
该结构的控制系统需要根据两个方面进行设计,一方面根据需要完成螺纹紧固时的动作和工序类型,在进行螺纹拧紧时,首先需要操作工人手动操作转动反力臂把手,然后将拧紧装置对准螺母进行拧紧。另一方面要考虑整个车间和工厂内部控制系统间的兼容性,以便能够融入整个控制网,方便集中管理。部分控制程序框图如图5所示。
通过对基于PC的软PLC控制方法的研究,结合该摆动式气动加紧反力臂机构的实际情况,将软PLC应用于发动机装配线,螺纹拧紧工位在该装配线中是一个自动工位,该工位的控制系统集成在一个控制柜中,其控制系统原理如图6所示。基于工控机的开发环境,以西门子PC677为控制单元,通过与多个通讯接口相连接,可以分别控制多个外围设备,同时能够控制6个螺纹拧紧工位的动作,通过通讯模块,每个工位现场有一台PC677,主要用来显示监视设备的运行状态和报警,备用的ET200S安全I/O模块,用于应急,该设备用于接外部设备、RFID射频识别装置等。

图4 系统主程序框图

图5 部分控制程序框图
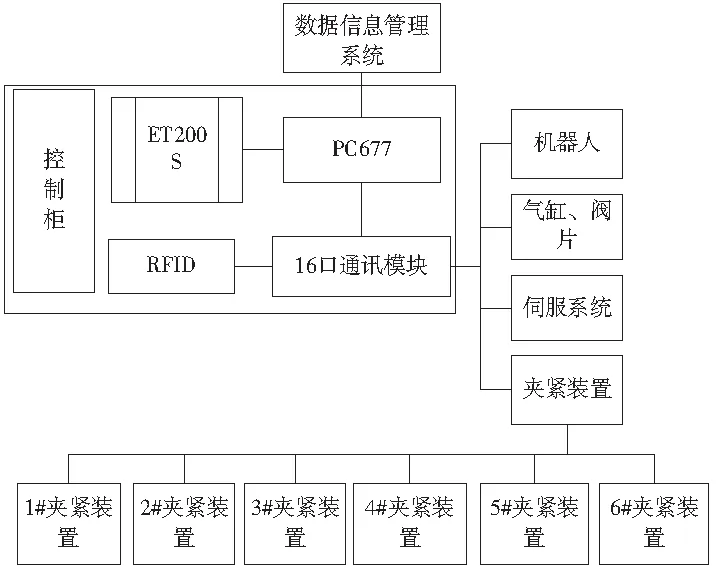
图6 控制系统原理图
4 设备性能测试
设备在生产线上安装成功之后,对设备的多个性能指标进行了测试和检验,具体指标如表1所示。

表1 设备性能指标
测试结果表明:该反力臂拧紧机构,重复拧紧精度高,节拍高,拧紧、压靠过程稳定,布局了多个接近开关,能够有效保护对操作者的安全。
5 总结
本文设计的摆动式气动夹紧反力臂机构,通过对气动夹紧组件的设计,实现了拧紧机的自动对中,通过在结构中加入反力臂拧紧组件,提高了拧紧机的安全性和可靠性,缩短了拧紧节拍。解决了传统拧紧机拧紧过程缺少反力臂机构和自动对中的问题。采用一种基于西门子工控机IP677的软PLC控制方式,提高了各级控制设备之间数据信息的传输和运算能力,该机构已经成功通过各项性能指标的测试,并在装配线上进行试运行,目前为止运行状态良好,控制系统稳定。
[1] 朱立东.发动机装配线技术现状及发展趋势[J].湖南农机,2013(11):132.
[2] 赵博,王晓明.基于PIC单片机的拧紧机构控制器的研究[J].辽宁工业大学学报:自然科学版,2011,31(6):376-379,382.
[3] 林晓磊,褚学林. 变矩三轴螺栓拧紧机的设计[J]. 机械设计与制造,2014(1):94-96.
[4] 丁苏赤,王林刚. 基于分布式的四轴履带螺栓拧紧机控制系统设计[J]. 组合机床与自动化加工技术,2012(1):77-80.
[5] 林巨广,李静. 机械手变矩双轴螺栓拧紧机的设计[J]. 机械设计与制造,2012(10):9-11.
[6] 屈创,王琪. 发动机油底壳四轴螺栓拧紧机的设计[J]. 组合机床与自动化加工技术,2016(12):141-143,147.
[7] 杨阳.PLC技术在电机基本控制电路中的有效应用[J].湖南农机,2014(3):45-46.
[8] 王玉婷.电机基本控制电路中PLC应用及程序设计[J].中国科技纵横,2013(11):25-26.
[9] 姚成,黄国方,周劭亮,等.软PLC技术应用于智能保护测控装置的实现方案[J].电力系统自动化,2010,34(23):115-118.
[10] 姚家庆,陶耀东,郑一麟. 基于MiniGUI的梯形图编程工具的设计与实现[J]. 组合机床与自动化加工技术,2013(2):30-33,37.
[11] 石锐,周雷,杨正益. 软PLC梯形图到语句表转换新策略的研究[J]. 计算机工程与应用,2010,46(18): 244-248.
[12] 赵强,张建瓴,可欣荣,等. 软PLC技术研究现状与发展趋势[J]. 科技信息,2010(4):120- 121.
[13] 黄延延,林跃,于海斌.软PLC技术研究及实现[J].计算机工程,2004,30(1):165-167.
(编辑 李秀敏)
The Design of Anti-arm Swing Clamping Device Based on the Soft-PLC Control
YU Hong-zeng1,GENG Hua2
(1.Mechanical Design Department, Dalian Haosen Equipment Manufacture Co., Ltd., Dalian Liaoning 116036, China;2.Planning Department,FAW-Volkswagen Automotive Co., Ltd.,Changchun 130011, China)
During the screwing process, the traditional anti-arm screwing mechanism can′t finish the location and screwing automatically, the paper proposed an anti-arm swing pneumatic clamping device. The structure designing, working principle and control system of the device are described in detail. Moreover a soft PLC controlling method based on Siemens PC677 was applied for this device, which can detect, feedback, rectify and control the work exactly. Ultimately it can finish the process of clamping and screwing quickly and accurately, replace the traditional PLC well. The whole system has been run in assembly line, the system works normally, and the control system running is stable.
swing; pneumatic clamping; anti-arm; soft-PLC
1001-2265(2017)08-0114-03
10.13462/j.cnki.mmtamt.2017.08.029
2017-02-13;
2017-03-17
于洪增(1981—),男,辽宁大连人,大连豪森设备制造有限公司,硕士,研究方向为变速箱、发动机自动装配线设计,(E-mail) yuhong-zeng@haosen.com.cn.
TH162;TG65
A
