骨科球囊成型技术工艺参数的正交试验及优化
2017-09-07丁友江李超翟云飞聚民生物科技有限公司上海201400
丁友江 李超 翟云飞 聚民生物科技有限公司 (上海 201400)
骨科球囊成型技术工艺参数的正交试验及优化
丁友江 李超 翟云飞 聚民生物科技有限公司 (上海 201400)
目的:优化骨科球囊成型的工艺参数。方法:以骨科球囊的爆破压和疲劳度为评价指标,通过正交试验和极差方差显著性分析成型温度、吹胀压力、拉伸率和保压时间四个因素对骨科球囊的影响规律。结果:通过分析,制备骨科球囊的最佳工艺为:成型温度为210˚C、吹胀压力为0.5MPa、拉伸率为50%、保压时间为5min。
骨科球囊 正交试验 爆破压 疲劳度 优化
球囊导管是一种特殊的精密医用导管,也是临床使用最多的一类导管,其广泛应用在腔内介入治疗领域[1]。近年来,球囊导管在骨科治疗领域中也得到了广泛的应用,利用骨科球囊,不但可以取得良好的疗效而且最大限度的减小了患者的痛苦,提高了治疗的效果[2-4]。
目前在国外,球囊的成型技术已比较成熟,各种新型球囊可在专利文献中看到[5,6]。但在国内,关于球囊的成型技术研究起步较晚,与国外相比还有一定的差距,并且国内的研究大多集中在心脑血管球囊的研制领域,关于骨科球囊的研究报道较少。同时,由于人体骨骼的特异性以及受生产设备和配套工艺技术的制约,导致骨科球囊成型技术难度较大、生产工艺较高。
本论文初步研究成型工艺与骨科球囊性能指标之间的关系,采用正交试验与极差方差分析,确定骨科球囊的最佳制备工艺,为骨科球囊的生产和应用提供依据。
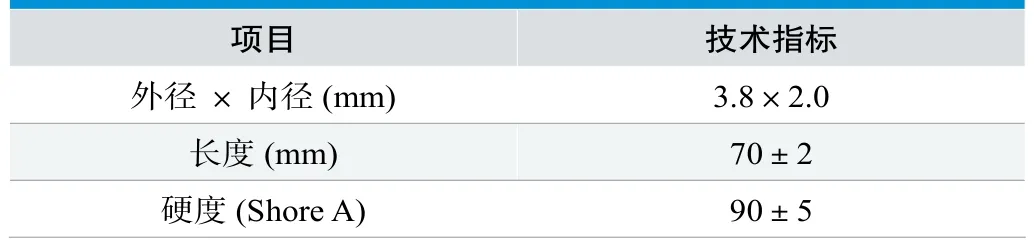
表1. TPU囊坯的主要技术指标
1.资料与方法
1.1 一般资料
试验原料:囊坯,由热塑性聚氨酯(TPU)通过精密挤出得到,其指标见表1。
试验仪器:①球囊成型机,自制,主要由囊坯夹持装置、球囊成型模具、加热组块、拉伸组块、气路组块和控制程序等组成。②压力测试仪,PT-3070C,INTERFACE CATHETER SOLUTIONS。
1.2 方法
1.2.1 检测方法
骨科球囊成型后,与其他配套组件进行焊接组装等工艺,制备成骨科球囊导管,样品图片见图1,然后分别进行测试。①爆破压测试:连接骨科球囊导管与压力测试仪,将骨科球囊置于(37±2)˚C的水浴中直径为4~6mm硬质管道里,平衡2min,以流速为0.1mL/s进行加压测试,直至球囊爆破,此时压力记录为爆破压。②疲劳度测试:连接骨科球囊导管与压力测试仪,将骨科球囊置于(37±2)˚C的水浴中直径4~6mm硬质管道里,平衡2min,以流速0.1mL/s进行加压至300psi,并在此压力下保持10s,然后泄压。重复上述步骤进行疲劳度测试,直至球囊爆破,记录循环次数。
1.2.2 试验方案
骨科球囊导管制备一般需要经过三个步骤,即囊坯挤出成型、球囊成型和球囊导管焊接组装,其中球囊成型是制备骨科球囊导管的关键步骤。为了研究球囊成型的合理工艺参数,利用正交试验设计原理制定试验方案。以爆破压和疲劳度作为考查骨科球囊的关键性能指标,并且研究成型温度、吹胀压力、拉伸率和保压时间四种重要的工艺条件因素。结合实际,拟定各因素为3水平,正交试验方案L9(34)如表2所示。

图1. 骨科球囊导管样品图
2.结果
2.1 试验结果
根据爆破压和疲劳度的测试方法,对各组试验样品进行试验,将各个试验得到的指标进行整理,分别填入表2的右边两列,并分别计算出k值和R值。
2.2 性能指标评价与分析
由表2试验结果可知,不同工艺参数条件下制备的骨科球囊性能指标有明显差异,说明四种因素对于骨科球囊的性能具有影响,通过方差分析和极差分析考查四种因素对骨科球囊的影响规律,确定制备骨科球囊的最佳工艺参数。
2.2.1 爆破压分析
爆破压是骨科球囊的重要指标,根据正交试验结果对爆破压进行方差分析,并针对显著因素进行极差分析,结果如表3和图2所示。
由表3可以看出,影响因子的主次顺序是成型温度>拉伸率>吹胀压力>保压时间,成型温度和拉伸率分别是影响骨科球囊爆破压的主要因素和次要因素,且最佳的工艺参数组合为T2P3λ2t2,即成型温度为210˚C、吹胀压力为0.5MPa、拉伸率为40%、保压时间为3min。
由图2可以看出,随着成型温度的升高和拉伸率的增大,爆破压均呈现先增大后减小的趋势。
2.2.2 疲劳度分析
疲劳度是骨科球囊的重要指标之一,根据正交试验结果对疲劳度进行方差分析,并针对显著因素进行极差分析,结果如表4和图3所示。

表3. 爆破压方差分析表

表4. 疲劳度方差分析表
由表4可以看出,影响因子的主次顺序是拉伸率>成型温度>吹胀压力>保压时间,拉伸率和成型温度分别是影响骨科球囊疲劳度的主要因素和次要因素,且最佳的工艺参数组合为T2P3λ3t3,即成型温度为210˚C、吹胀压力为0.5MPa、拉伸率为50%、保压时间为5min。
由图3可以看出,随着拉伸率的增大,疲劳度呈现增大的趋势;随着成型温度的升高,疲劳度呈现先增大后减小的趋势。
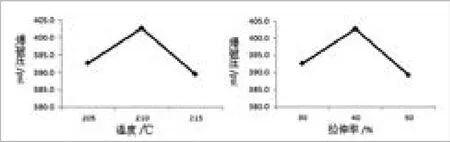
图2. 爆破压随显著因素变化图

图3. 疲劳度随显著因素变化图
2.2.3 综合分析
若考虑爆破压为考查指标,最佳的组合工艺参数为T2P3λ2t2,此时疲劳度将由12.7降低至11.7,下降率7.9%;若考虑疲劳度为考查指标,最佳的组合工艺参数为T2P3λ3t3,此时爆破压将由398.7psi降低至395.3psi,下降率0.9%。综合分析选择T2P3λ3t3为最佳工艺参数。
3.讨论
综上所述,成型温度对骨科球囊爆破压影响较大;拉伸率对骨科球囊的疲劳度影响较大。综合分析,制备综合性能最佳的骨科球囊的工艺是:成型温度为210˚C、吹胀压力为0.5MPa、拉伸率为50%、保压时间为5min。
[1] 徐立霞,卢春兰,李昕跃.医用球囊成型材料和技术的研究进展[J].大连大学学报,2010,31 (6):81-83.
[2] 杨明,吴起宁,胡雄科,等.经皮椎体后凸成形术治疗重度骨质疏松骨折的疗效观察[J].中国现代医学杂志,2016,26(24):133-138.
[3] 冯博,郝定均,郭浩.经皮椎体后凸成形术治疗老年骨质疏松性椎体压缩骨折的研究进展[J].中华老年骨科与康复电子杂志,2016,2(3):185-188.
[4] 曹渊武,陈统一,姜晓幸.经皮球囊扩张椎体后凸成形术及其发展[J].国际骨科学杂志,2008,29(2):120-122.
[5] Msimhambnatla,Method of making a catheter ballon[P].Google Patents,2001.
[6] MH贾拉卡尼.球囊导管[P].中国专利:03815912.0,2005-09-07.
Orthogonal Experiment Study and Optimization on Preparation of Bone Balloon
DING You-jiang LI Chao ZHAI Yun-fei Jumin Biological Technology Co., LTD, (Shanghai 201400)
In order to optimize the preparation of bone balloon, orthogonal experiment and max-min difference and variance were used to analysis the forming temperature, infation pressure, stretch rate and keeping pressure from the bursting pressure and fatigue. The result showed the optimum process was: molding temperature was 210˚C, infation pressure was 0.5 MPa, tensile rate was 50%, and holding time was 5 min.
orthopaedics balloon, orthogonal experiment, bursting pressure, fatigue, optimization
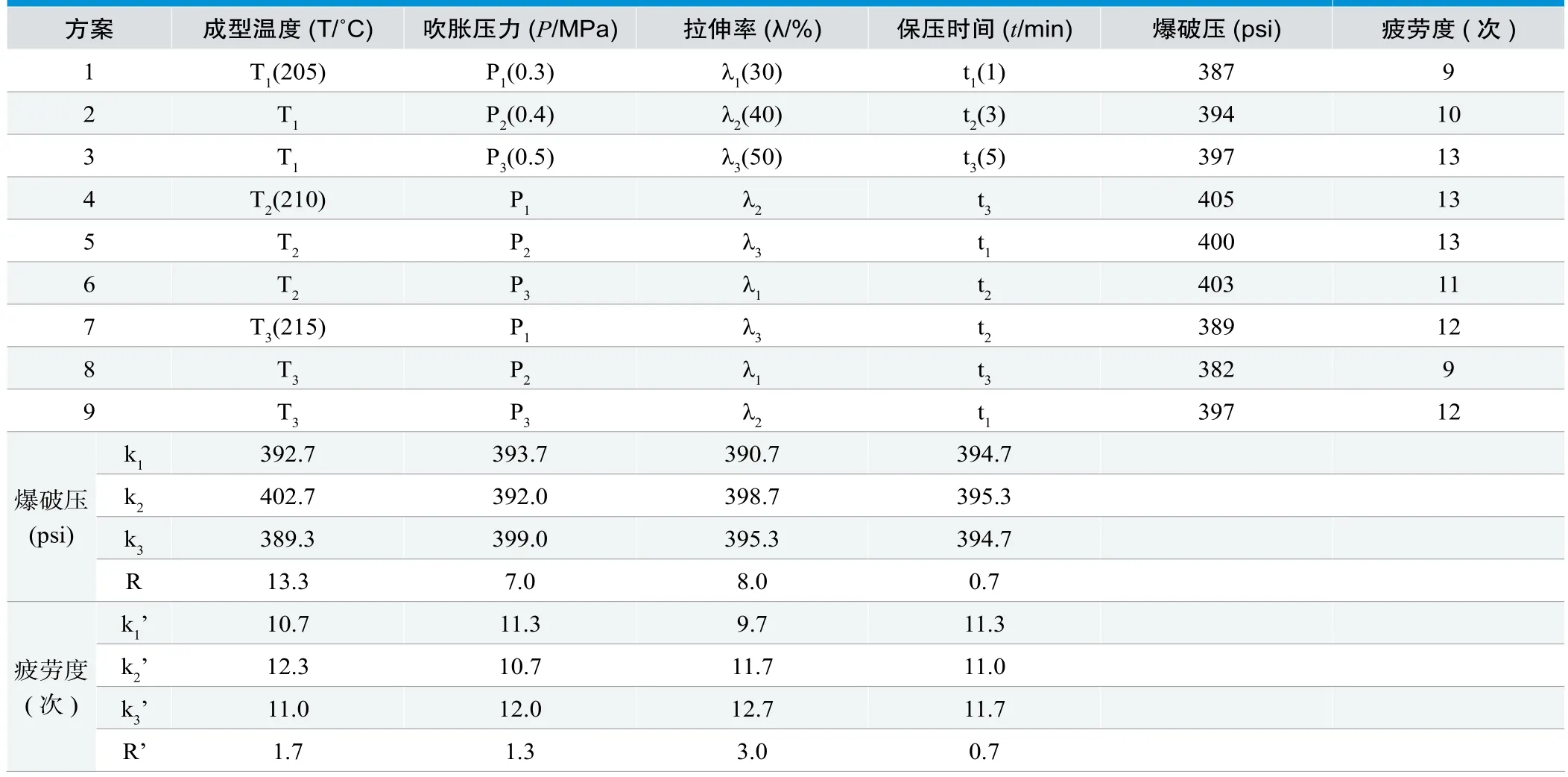
表2. 正交试验和计算结果分析表
1006-6586(2017)13-0022-02
R197.39
A
2017-02-09
丁友江,硕士,工程师,主要从事高分子医疗器械方面的研究。
