适合第四代混合发泡剂的硬泡配方研究
2017-09-06熊丽媛
芮 强,熊丽媛
(红宝丽集团股份有限公司,江苏 南京 211300)
适合第四代混合发泡剂的硬泡配方研究
芮 强,熊丽媛
(红宝丽集团股份有限公司,江苏 南京 211300)
FEA-1100(Z-HFO-1336mzz)和LBA(E-HCFO-1233zd)同属于硬质聚氨酯泡沫用第四代发泡剂,它们的臭氧消耗潜值(ODP)近似为零,全球变暖潜能值(GWP)极低,是现今重点研究的新兴的环保型发泡剂。通过对FEA-1100/LBA混合发泡剂配方进行系统研究,不断优化配方,确定了理想的发泡方案。
聚氨酯;发泡剂;FEA-1100;LBA
硬质聚氨酯泡沫具有优异的绝热保温性能,因而被广泛应用于冰箱冰柜、集装箱板材、建筑保温等领域。其中,发泡剂的种类和用量是影响泡沫绝热保温性能优劣的主要因素之一。
目前,冰箱泡沫材料所使用的第三代发泡剂主要是以环戊烷(以下简称为CP)为代表的烷烃类和以1,1,1,3,3-五氟丙烯(以下称HFC-245fa)为代表的氢氟烃类[1]。以CP为代表的烷烃类发泡剂的臭氧消耗潜值(ODP)为零,全球变暖潜能值(GWP)小于25,绿色环保,但是采用纯CP体系发泡的冰箱泡沫材料的导热系数偏高,难以应对现今愈加严苛的节能减排要求,而且需要特别注意防爆、通风及安装戊烷报警装置和防静电设备等[2]。以HFC-245fa为代表的氢氟烃类的GWP)较高,未来也要被淘汰,部分发达国家现已开始限制其使用。由美国杜邦公司开发的顺式-1,1,1,4,4,4-六氟-2-丁烯(Z-HFO-1336mzz) ,商品名FEA-1100; Honeywell开发的反式-1-氯-3,3,3-三氟丙烯(E-HFO-1233zd)[3],简称LBA,我们称之为第四代发泡剂,其物理性质见表1。

表1 几种发泡剂的性能
它们的ODP近似为零,GWP均小于10,对环境友好;且它们绝热性能优异,拥有广阔的市场前景,有望帮助冰箱制造商通过发泡体系的升级以较小的成本来提高冰箱的节能性能。然而,目前有关FEA-1100和LBA混合发泡技术在冰箱领域中的应用研究较少。本文着重研究FEA-1100和LBA混合发泡剂硬泡配方的开发,为冰箱节能水平的改善提供思路。
1 实验部分
1.1 原料
蔗糖聚醚多元醇A(自制,羟值:350~380 mgKOH/g)、蔗糖甘油聚醚多元醇B(自制,羟值:430~450 mgKOH/g)、山梨醇聚醚多元醇C(自制,羟值:400~460 mgKOH/g)、蔗糖醇胺聚醚多元醇D(自制,羟值:200~240 mgKOH/g)、苯胺聚醚多元醇E(自制,羟值:320~370 mgKOH/g) ;发泡剂CP,纯度≥95%,美龙化工;异氰酸酯(M20S),NCO质量分数为31.4%,巴斯夫;泡沫稳定剂,赢创;Polycat-5,Polycat-41,空气化工;N、N-二甲基环己胺,江都大化;NIAX A-1, 迈图。
1.2 设备
电子天平,JJ-2000,美国双杰电子天平公司;水分测定仪,DL31,瑞士梅特勒-托利多公司;粘度测定仪,NDJ-5S,上海昌吉地质仪器有限公司;高压发泡机,Hennecke250,德国亨内基公司;电动搅拌桨(6000 r/min),常州国华有限公司;导热系数测定仪,HC-074,美国EKO公司;压缩强度测定仪,Z2.5,德国Zwick/Roell公司;铝制发泡模具,2000 mm×200 mm×50 mm,自制。
1.3 组合聚醚的制备
按配方依次加入聚醚多元醇、催化剂、泡沫稳定剂、发泡剂等原料,再经电动搅拌器搅拌均匀,制成FEA-1100/LBA型组合聚醚。
FEA-1100/LBA体系组合聚醚基础配方(pbw):聚醚多元醇A,10~15;聚醚多元醇B,15~20;聚醚多元醇C,25~30;聚醚多元醇D,15~20;聚醚多元醇E,30~35;复合催化剂,1.5~3.5;泡沫稳定剂,1.5~2.5;水,0.5~2.6;FEA-1100,15~30;LBA,10~20。
1.4 聚氨酯泡沫的制备
(1)手工发泡
按配方称取搅拌均匀的组合聚醚(含FEA-1100/LBA)于不锈钢杯中,将物料温度调至20±0.5℃,向不锈钢杯中快速加入计量好的温度为20±0.5℃的M20S,用6000 r/min的电动搅拌桨搅拌4~5s,迅速将混合液倒入发泡模具中(模具温度控制在40~45℃),8min后取出泡沫,熟化24小时测试泡沫性能。
(2)高压发泡机发泡
将组合聚醚(含FEA-1100/LBA)和M20S分别加入到高压发泡机的两个料罐中,物料温度控制在20℃,依据配方要求设定各项参数(密度,流量,料比等),将物料注射到所需的模具中(模具温度控制在40~45℃),注射结束后立刻闭合模具,8分钟后取出泡沫,熟化24小时后检测泡沫性能。
1.5 泡沫性能测试
粘度测定:GB/T12008.8-92;密度测定:GB/T634-95;羟值测定:GB/T12008.3-89;吸水率测定:GB/T8810-05;导热系数测定:GBl0297-88,压缩强度测定:GB/T8813-98;尺寸稳定性测定:GB8811-98。
2 结果与讨论
2.1 聚醚多元醇的选择
聚醚与发泡剂相容程度是选用聚醚的重要考量因素,在此之前需对每种聚醚与FEA-1100和LBA的相容性做相关试验,以确保所调试的组合聚醚具有稳定的物理和化学性能。 在环境温度为20℃的实验室内,称取100g组合聚醚,置于玻璃瓶中,通过电磁搅拌器边搅拌边向玻璃瓶中加入FEA-1100(LBA)发泡剂,记录溶液混浊时所对应的FEA-1100(LBA)的质量。
由表2可知,当FEA-1100和LBA添加量不超过40g时,上述混合溶液均能保持澄清。这说明这两种新型发泡剂均能较好地溶于实验所用的五种聚醚多元醇中,其中,它们与聚醚多元醇E的相容性最好,与聚醚多元醇C的相容性次之,与聚醚多元醇A的相容性虽然略低,但该聚醚多元醇能够大幅度改善泡沫的尺寸稳定性、压缩强度及脱模性能。因此,实验选择将A、C、E这三种聚醚引入组合聚醚配方之中。

表2 FEA-1100和LBA与不同聚醚的相容性
2.2 发泡剂和水的用量
实验进一步研究了混合发泡体系下FEA-1100和LBA这两种发泡剂之间的比例关系对泡沫性能的影响,以筛选出最佳的配比方案。

表3 混合发泡体系下FEA-1100和LBA的 不同配比对泡沫的导热系数和压缩强度的影响
由表3可见,随着混合发泡剂中LBA所占比例的不断增加,泡沫的导热系数逐渐降低,绝热性能提升,而压缩强度不断减小,机械性能变差。然而,随着混发泡体系中LBA所占比例的不断增加,LBA的添加量对泡沫绝热性能的贡献在不断缩减,当LBA所占比例增加到一定程度时,其添加量对泡沫绝热性能的影响几乎可以忽略。综合考虑到泡沫的绝热性能和机械性能两者间的平衡,FEA-1100和LBA的用量比例应控制在2/1~1/1之间。
FEA-1100和LBA属于物理发泡剂不参与发泡反应,水作为化学发泡剂能与异氰酸酯反应生成脲基甲酸酯和CO2。在泡沫密度确定的前提下,水分高,则混合发泡剂的添加量应相应地减少;水分低,则添加量需相应地增加。水分过高,会导致硬质聚氨酯泡沫中脲基甲酸酯结构过多,泡沫发脆,影响泡沫与基材的粘结性能;并且生成的大量的CO2会导致泡沫泡孔变粗,导热系数升高,绝热性能大幅下降。而水分过低,势必要增加混合发泡剂的用量,致使原料成本上升;另外,反应产生的热量减少,同时过量混合发泡剂的气化将带走大量的热量,不利于泡沫的后熟化。因此,需要将混合发泡剂和水的用量调节至适当的范围。

表4 水分与导热系数和粘接强度的关系
表4中的试验结果表明,当水分处于1.00%~1.60%范围内时,泡沫的导热系数较低并且具有良好的粘接强度。
2.3 催化剂的选择
在选取催化剂时,应充分考虑发泡反应、凝胶反应以及三聚反应之间的平衡性。为保证发泡反应与凝胶反应的平衡,有效促进后期异氰酸酯自身的三聚反应,实验根据不同催化剂的催化特性,将N,N-二甲基环己胺,Polycat-5,Niax A-5、Polycat-41这四种催化剂进行复配,以缩短泡沫的固化反应时间,改善泡沫性能。实验研究了这四种催化剂复配比例对泡沫绝热性能的影响,结果如表5所示。

表5 不同催化剂复配比例对泡沫导热系数的影响
从表5中可以看出,当四种催化剂的复配比例为Ⅱ时,泡沫的导热系数最低,绝热性能最佳,因此,应以为Ⅱ催化剂复配比例来调试配方。
2.4 组合聚醚及制品泡沫性能比较
综合上述实验结果,最终确定了FEA-1100/LBA型组合聚醚配方中各成分的组成和配比,并进一步将此配方与LBA型配方进行对比测试,两种配方调试的组合聚醚性能参数如表6所示。

表6 两种配方调试的组合聚醚的物性对比
为了更好地比较这两种不同发泡体系配方对冰箱整体性能的影响,我们在同一型号冰箱上进行了泡沫性能测试,测试结果如表7所示。
由表6和表7可见,LBA型和FEA-1100/LBA型组合聚醚配方的物理性能和发泡反应特性相似,它们的整机性能在导热系数和能耗方面也基本相当,但是与LBA型相比,FEA-1100/ LBA型配方在泡沫的压缩强度及粘接强度方面具有明显优势。
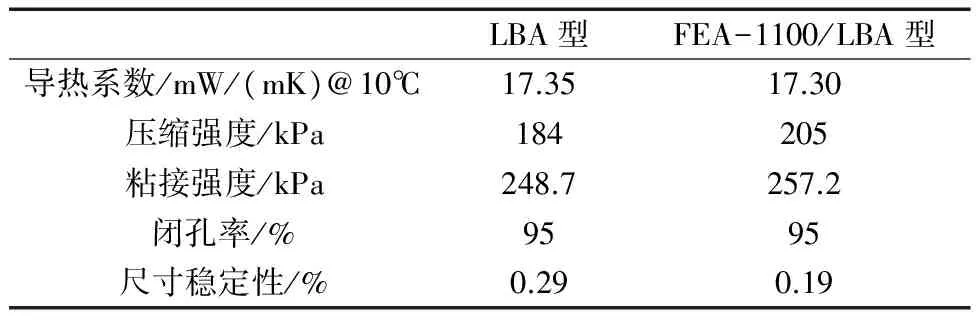
表7 两种泡沫的性能对比
3 结论
通过研究聚醚多元醇、发泡剂、以及复合催化剂等原料对泡沫性能的影响,确定且优化了FEA-1100/LBA型组合聚醚配方,并将该配方与LBA型配方进行对比研究,发现FEA-1100/LBA型配方在能耗方面与LBA型基本相当,但在强度方面具有明显的优势。
随着氢氟烃类发泡剂淘汰进程的加快以及我国冰箱能效新标准的发布,FEA-1100和LBA这类新型环保发泡剂的相关研究将会进一步深入,相信届时FEA-1100/LBA混合发泡剂也将在冰箱领域中得到更好地应用。
[1] 杨汝平,王鸿奎,何 涛.新一代硬质聚氨酯泡沫塑料发泡剂的应用[J].导弹与航天运载技术,2003(4):45-49.
[2] 赵志方.聚氨酯硬泡戊烷安全使用浅谈[J].聚氨酯工业,1998(1):34-35.
[3] B B 陈,M·Y·艾尔希科,P·波内特,等.氢氯氟烯烃的发泡剂组合物:中国,200880010501.0[P]. 2008-03-28.
(本文文献格式:芮 强,熊丽媛.适合第四代混合发泡剂的硬泡配方研究[J].山东化工,2017,46(12):55-57.)
Application Research on the Polyether formFormulation of the Fourth Generation Mixed Foaming Agent
RuiQiang,XiongLiyuan
(Hongbaoli Group Co.,Ltd.,NanJing 211300,China)
FEA-1100(Z-HFO-1336mzz) and LBA(E-HCFO-1233zd) are both used as the fourth generation blowing agent in polyurethane ,the ODPs of them equal to zero and their GWPs are very low ,so now they are becoming new blowing agents hotspot .Based on the systematic study on the formulation of FEA-1100/LBA mixed blowing agent, the formulation was optimized, and the ideal foaming scheme was determined.
polyurethane;blowing agent;FEA-100; LBA
2017-04-21
芮 强(1983—),大学本科,2005年开始从事聚氨酯硬泡保温产品的开发至今。
TQ314.259
A
1008-021X(2017)12-0055-03