Mastercam 2D动态铣削在数控铣大赛中的应用
2017-09-05刘磊
刘磊

摘 要:近几年的数控铣比赛中,采用Mastercam软件进行编程的参赛队,往往会有一定的软件优势,其原因就在于:采用Mastercam的2D动态铣削技术,在比赛中可以成倍的缩短开粗的时间,而节省下来的时间可以更好的保证加工精度,从而取得更好的成绩。
关键词:Mastercam 2D动态铣削;数控铣;技术
DOI:10.16640/j.cnki.37-1222/t.2017.15.215
虽然Mastercam的动态铣削技术包括:2D动态铣削和3D动态铣削,但由于现在的数控铣比赛零件大多是2D线框造型,比赛的主要内容多为零件二维精度,所以在开粗时基本上使用2D动态铣削为主。本文主要介绍Mastercam X9版的2D高速动态铣削,并说明在大赛中使用的主要技术。
1 概念
Mastercam的2D动态铣削刀具路径,充分利用刀具切削刃长度,切削深度可以达到2-3倍刀具直径,加工时可以不用Z向进行分刀,实现刀具的高速切削。此刀路的主要特点是:开粗加工效率很高,能最大限度的提高材料去除率,并降低刀具磨损;保证刀具负载的恒定,可防止加工时断刀;由于排屑流畅,大部分热量被切屑带走,工件加工中温升很小,同时刀具的热量积累也比较小。
在加工硬度较高的材料如钢件时,刀具寿命和切削的效率都可以成倍的提高。此外,经过实测使用较小的刀具而在切削效率方面的损失比较小,这样可以使用较小的刀具进行加工,避免因使用大刀造成刀具成本上升和因增加工清角工序而导致的加工效率的下降。
2 在数控铣大赛中2D动态铣削的常用技术
数控铣比赛中,提高开粗效率和精加工准确性有关的操作,是数控铣比赛中的制胜法宝,在反复的实践中认为通过以下几方面的合理使用,可以有效提高大赛的成绩。
2.1 线框建模
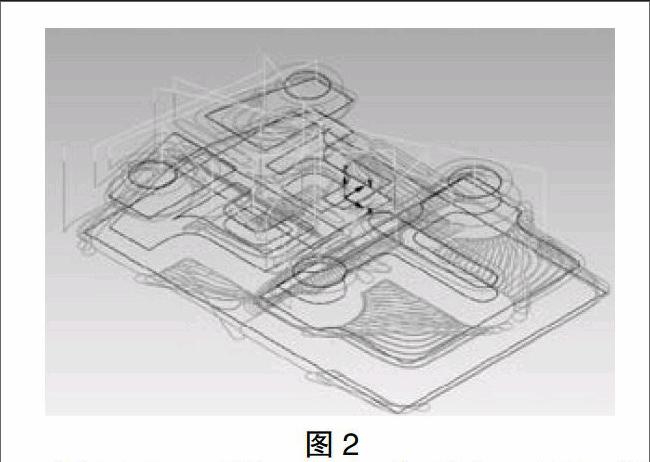
平面件建模一般采用线框模型,因为建模效率高。建模时要充分利用图层这个工具,一般采用图形在一个图层上绘制,不同高度上的截面形状应该通过【转换】菜单下的【平移】命令,平移到其它图层来获得,然后根据空间线框模型进行加工。这样处理有这样几个优点:整体的平面图形只有一个,线框模型从一个图形通过空间平移获得,容易保证空间线框模型的正确性;零件的Z值深度加工时通过线框模型来保证,在加工中可以直接使用。下图的图1和图2就是空间的线框模型。有了线框模型使用2D动态铣时需要注意以下几点的使用:
2.2 自动识别岛屿高度
这个选项的使用与线框的选取有一定的关系,Mastercam X9版选线与以前的版本有较大的区别。线框一般分为“加工范围”“避让范围”,其余范围是控制刀具活动的。“加工范围”一般指最大的环(毛坯),如果允许刀具在其外侧,就是开放的;如只能在内部运动就是封闭的(类似挖槽加工)。“避让范围”,就是岛屿,进入岛屿的范围就是“过切”。
如图1,选最大的环为加工范围,类型是开放的,其余的环是避让范围。设置好刀具后,生成的加工轨迹如图1,虽然所有的岛屿都按要求画到不同的高度上,但在刀路中似乎不起作用。
在2D高速动态铣削的切削参数中,“切削参数”下有“Z分层切削”,打开后可以钩选“使用岛屿深度”,具体含义看图示就可明白,完成生成的刀轨如图2。由于线框模型是空间线框模型,所以可以一次性生成所有粗加工刀路轨迹。通过修改余量和XY向的步距还可以用这个刀路进行端面加工的精加工程序,以保证各个平面的Z向深度。
2.3 微量提刀技术
微量提刀是指刀具回退时的有关设置,在切削参数中可以找到微量提刀的对话框,其中提刀距离是指刀具完成加工回退时离开工件表面的距离,默认的值就比较合适,而下面的进给速度是指回刀的速度,由于回刀时刀具没有切削材料,加大这个速度可以有效的提高加工效率,一般要大于切削的速度才比較合理。这里需要注意:回退并不是以快进的速度进行的,因为以快进的速度回退时,刀具的轨迹与机床各个轴的运动速度有关,为了保证安全才使用进给速度进行,这样才能准确的保证刀具轨迹的正确性。
2.4 圆弧过滤公差
这一项设置经常被加工者所忽略,但这项设置对于MasterCam软件而言是一个十分重要的高级选项。这项参数没打开时,刀具路径中很多类似圆弧的曲线是以直线方式近似的,在给定的加工公差之下刀路点位非常多,这就造成后置生成的程序量非常大。在加工时由于程序量比较大,DNC加工时就很容易因传输跟不上机床的加工速度造成机床“抖动”,个别情况下甚至因机床抖动,而造成刀具折断。所以,通过这个参数的合理设置,可以将很多类似圆弧的直线过滤成圆弧,并在合理的设置下使刀轨更加光顺,同时加工程序也更加小巧。只有合理设置这个参数,使机床真正能发挥出2D动态铣的优势。
勾选线/圆弧过滤设置和平滑设置后,切削公差、线/圆弧公差、平滑公差三个框才能输入数据,默认只开启切削差。总公差根据加工的精度要求进行确定,总公差越小计算时间会越长。通常切削公差和线/圆弧公差设置成35%比较合理,此时平滑公差自动变为30%,此时机床的加工效果比较好。
3 总结
2D动态铣削技术是数控铣削编程技术的最新发展,它可以有效的提高开粗的效率。由于在提高效率的同时,可以使用较小的刀具,并有效的提高刀具的使用寿命,可以减少训练时的刀具费用。动态铣削和高速加工是目前铣削技术的最新发展,合理的利用这些新技术在实际生产中可以提高加工效率降低加工成本,在数控大赛中也是参赛队伍取胜法宝。endprint
