氨合成回收塔改造小结
2017-09-03刘锐杰庞伟玲冯圣君
刘锐杰,庞伟玲,冯圣君
(河南心连心化肥有限公司,河南 新乡 453731)
氨合成回收塔改造小结
刘锐杰,庞伟玲,冯圣君
(河南心连心化肥有限公司,河南 新乡 453731)
介绍了氨合成系统中驰放气处理系统的改造。针对回收塔排出的驰放气中氨含量和氨水滴度问题提出了改进措施,通过改造前后的工艺参数对比,说明该改造措施具有良好的效果。
回收塔;驰放气;改造
河南心连心化肥有限公司年产45万t合成氨、80万t尿素原料结构调整项目合成氨采用15MPa低压合成工艺。合成系统共2套装置,自2013年11月份开车以来,经过不断的技术改造与优化,2015年尿素产量突破100万t,其中,合成氨已达59万t。在氨合成系统中,等压回收塔排出的驰放气中氨含量与氨水滴度不能同时满足生产要求。在2015年5月停车中修中,通过配备一台氨水泵进行改造。
1 合成岗位流程简介
经NH压缩机将液氮洗精制过的3:1氢氮气,提压至12MPa左右后送至氨合成补气油分,分离气体中携带的油污后与由循环机来的、经循环气油分分离过油污的气体汇合,汇合后气体分为两路:一股分流气体作为炉温操作控制冷气,另一股分流气体作为主进气经热交主进阀进入热交换器壳程,与废热锅炉来的230℃左右的气体进行换热(主进气走壳程,废热锅炉来气走管程)。换热后的主进气分为两股:一股分流气体作为炉温操作控制热气,另一股气体温度约210℃从合成塔下部两侧进入合成塔内进行反应。
反应后气体温度约330℃从合成塔下部两侧出来,进入废热锅炉(气体走管程、水走壳程),经废热锅炉后气体温度降至23℃左右进入热交换器管程与循环气油分来的气体换热,换热后气体温度降至120℃以下进入软水加热器降温至90℃以下,进入循环水水冷却器,继续降温至40℃以下进入溴化锂水水冷却器,出来的气体温度约12℃左右进冷交的管间,在冷交内与氨分来的-7℃左右的气体换热后进入旋流板分离液氨,分离液氨后的气体温度约2℃左右进入一级氨冷却器,气体温度降至-3℃左右进入二级氨冷却器,气体温度再次降温至-10℃左右,进入卧式氨分,分离液氨后进冷交管内,与管间溴化锂水冷来的气体进行换热,温度提高到15℃左右进入循环机,开始新一轮的循环。
从冷交与氨分分离出来的液氨经减压至5.0MPa左右后进入中压闪蒸槽,驰放气送往氮氢压缩机一段,液氨再经减压至2.0MPa左右后进入低压液氨中间槽(1.6MPa),驰放气送往洗氨塔,经净氨塔脱除气体中夹带的氨气后送往低压氮氢压缩机一入,低压液氨中间槽(1.6MPa)出口约1.7MPa,5℃左右的液氨经氨氨换热器提温至20℃左右送往尿素使用。
2 驰放气处理流程简介
从液氨中间槽来的驰放气从回收塔下部进入,通过气体分布器的气孔均匀分布到塔内,与塔顶下来的脱盐水进行传质、传热,经洗涤,气体中的大部分氨被吸收,经净化后的驰放气从塔顶排出送往火炬岗位做燃料使用,或送低压氮氢压缩机进行回收,洗涤液(即氨水)从塔底排出外送,送往烟气脱硫或脱盐水岗位使用。
3 存在问题
正常状况下,驰放气送往火炬岗位做燃料使用,或送低压氮氢压缩压机回收(气氨含量工艺指标要求≤50×10-6),氨水送往烟气脱硫或脱盐水岗位使用(氨水滴度工艺指标≥80tt)。
目前运行情况,自开车以来,回收塔配备两台计量泵,原则上,一开一备。系统运行初期,由于是按设定负荷运行,当开启一台计量泵时就可以满足要求。随着系统的不断优化,产能不断增加,进入回收塔驰放气流量增大,驰放气中的氨不能很好的被吸收,导致出塔气中氨含量增多,并且氨水滴度也不能满足外排的要求。为了解决这一问题,先尝试对泵进行不同工况操作。当一台计量泵连续工作时,驰放气氨含量可以控制在≤50 ×10-6的指标内,但是氨水滴度低于80tt,烟气脱硫及脱盐水岗位无法使用。如果间断启用计量泵,氨水滴度可以控制在80tt以上,但是驰放气氨含量达到200×10-6~5000×10-6,严重超标,只能送火炬岗位作为燃料气(伴烧气或长明灯用气,剩余部分送主火炬燃烧),不能送往低压氮氢压缩机回收,造成资源严重浪费。当两台计量泵投入使用时,因计量泵打液量大,回收塔液位上升较快,当回收塔液位超过80%时,需要停计量泵,不能有效的控制塔内驰放气氨含量,导致净氨塔内氨不能有效回收、浪费气体。为了使这两者能够同时达到指标要求,特对回收塔这一部分进行改造。
4 改进措施
经过项目论证会,最终决定通过增加一台氨水泵,当系统开车或是减量生产时,需要开一台计量泵满足要求,当系统超出设定负荷运行时,需要开启一台计量泵和氨水泵,原则上两个计量泵不同时投入使用。当启动氨水泵时,使回收塔内低浓度氨水再次回到塔内,重新在塔内与驰放气进行传质传热,提高氨水浓度,有效降低回收塔驰放气氨含量。增加后示意图如图1所示。
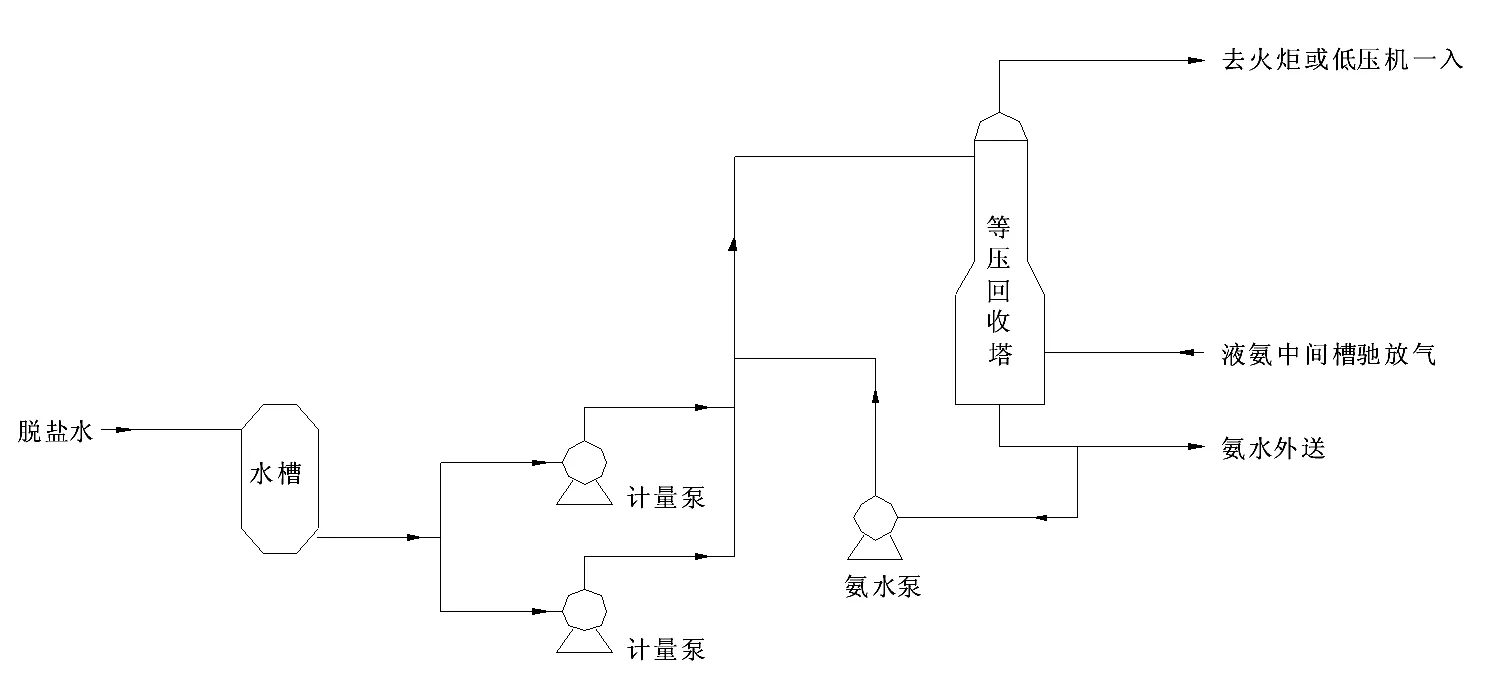
图1 改造示意图
5 优化意义
当氨水滴度与驰放气氨含量不能满足工艺要求时,逐渐将新增的氨水泵并入系统,经过不断的调整,使氨水泵运行达到稳定。经过长时间的投入使用,随机取样进行分析驰放气与外排的氨水对其进行检测,其结果如表1所示。
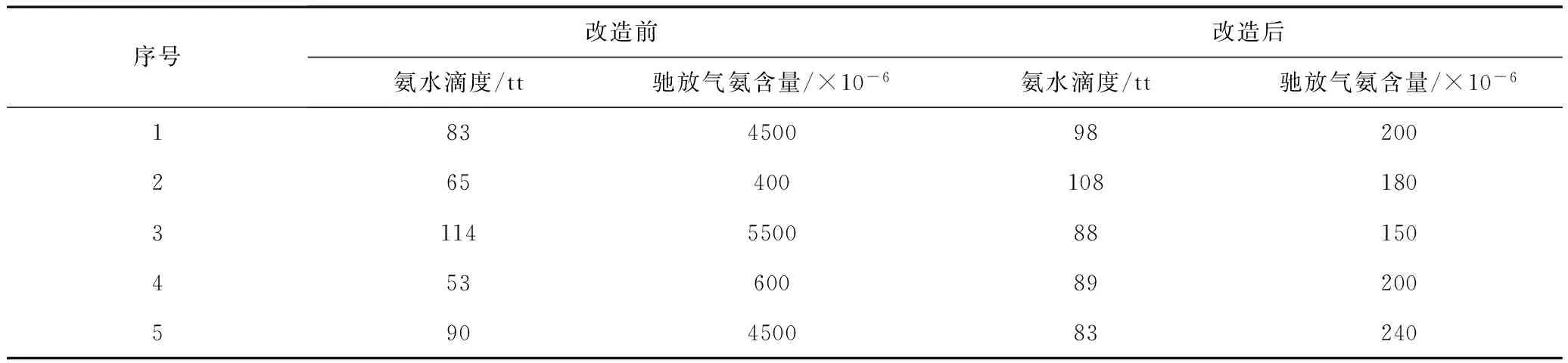
表1 改造前后工艺参数对比
通过上述参数对比可知,当新增一台氨水泵后,驰放气中氨含量在150×10-6~250×10-6,氨水滴度在80~110tt,达到了工艺指标要求,这一改造解决了驰放气中氨含量与氨水滴度问题。另外,也有效的回收了净氨塔中的驰放气,减少了氨的排放,节约了成本。
6 结论
通过对现有回收塔进行小的技术改造,改造后不仅有利于环境受保护,而且驰放气中的氨也得了回收。改造后,大大降低了回收塔排放的驰放气中氨含量,达到了减排的效果,有效降低了污染物的排放,另外也提高了外排的氨水滴度,符合工艺指标,达到了预期的改造目的。
(本文文献格式:刘锐杰,庞伟玲,冯圣君.氨合成回收塔改造小结[J].山东化工,2017,46(04):101-102.)
The Summary of Transformation of Ammonium Synthesis Recovery Tower
LiuRuijie,MangWeiling,FengShengjun
(Henan Xinlianxin Fertilizer Co., Ltd., Xinxiang 45300,China)
Mainly introduced thereformationabout ammonia synthesis system ofammonia content in released gastreatment system. Aiming to the problem of released gas and ammonia drops about recovery tower, a measures is given. Through contrast of the transformation of process parameters before and after, it suggests that the reform measures has good effect.
recovery tower; released gas; reformation
2017-01-11
刘锐杰(1981—),工程师,从事化工工艺研发及产品实现的研究工作。
TQ113.25
A
1008-021X(2017)04-0101-02
