CIMT2017卧式铣镗加工中心展品评述
2017-09-03芜湖恒升重型机床股份有限公司潘康健
芜湖恒升重型机床股份有限公司 潘康健
CIMT2017卧式铣镗加工中心展品评述
芜湖恒升重型机床股份有限公司 潘康健
以“新需求·新供给·新动力”为主题的第十五届中国国际机床展览会(CIMT2017)于4月17~22在北京国际展览中心举办。共有来自28个国家和地区的1600余家机床工具制造厂商参展,其中境内展商800家、境外机床工具制造商展839家,国际知名品牌悉数登场,参展厂商尽携各自的最新的众多产品和科研成果相聚于本届机床展,展示了国内外机床企业在新环境下取得的丰硕成果,也为参展厂商和用户搭建了一个良好的交流平台。
本届机床展是在全球世界经济处于全面深刻的再平衡过程,以及世界机床行业依旧面临着严峻的市场形势,国内机床与工具行业面临着“需求总量持续减少,需求快速升级,行业发展面临新一轮挑战” 的经济大背景下举办的。可能是受市场需求和经济形势的影响,本次参展的大规格(镗轴直径≥φ150mm)数控卧式铣镗床较少,国内主要传统生产大、重型数控卧式铣镗床厂家,除齐齐哈尔二机床外其他主要生产厂家均没有带大规格数控卧式铣镗床展品参展。
按机床的布置形式和机床系列型谱的规定,数控卧式铣镗机床的系列构成分为三个系列:数控卧式台型铣镗床、数控落地铣镗床、数控刨台卧式铣镗床,上述机床加上刀库和交換工作台即可成为相应的铣镗加工中心。本次参展的机床主要包括了数控卧式铣镗床中的数控落地铣镗床和数控刨台卧式铣镗床、数控卧式台型铣镗床三个型式,其中数控卧式铣镗床的机床结构、外观各有特点,主要技术参数见附表。
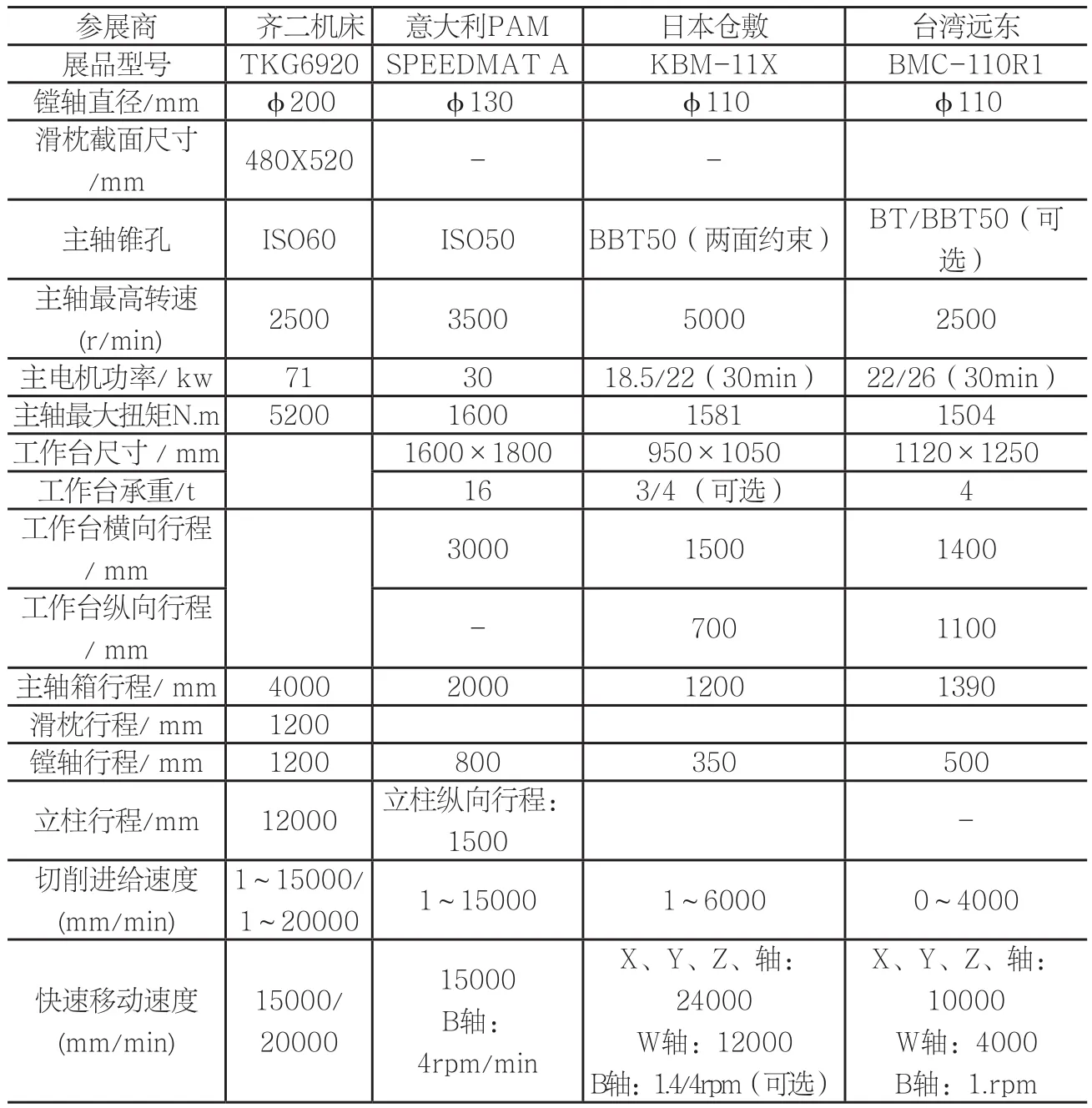
评述展品主要技术参数表
下面就本届参展的具有代表性的数控卧式铣镗床进行简要评述:
一、参展机床结构和性能特点
1.齐齐哈尔二机床(集团)有限公司TKG6920数控落地铣镗床

齐齐哈尔二机床(集团)有限公司是我国较早研发、制造数控重型落地铣镗床厂家之一。齐齐哈尔二机床(集团)有限公司在大、重型数控落地铣镗床的研发、制造方面具有较强技术实力,目前与武汉重型机床集团有限公司、沈阳机床集团、昆明机床股份有限公司在大、重型数控卧式铣镗床研发、制造上均处于国家“第一方阵”的位置。
(1)该系列机床为单立柱、主轴箱恻挂、滑枕移动型、大横向移动立柱的落地式布局型式。
(2)X、Y、W三个直线轴导轨均采用“一腔一泵”的恒流闭式静压导轨结构,静压系统采用恒流量多头泵。
(3)X轴进给采用双伺服电机驱动减速箱在齿条上进给的驱动方式,采用伺服控制技术来消除传动间隙,具有数控运动精度准确、反应快速可靠的特点。
(4)主轴箱Y轴进给采用双伺服电机驱动双滚珠丝杆,位置控制采用双光栅尺(左、右双光栅尺)作为反馈元件,检测并反馈Y轴位置精度,可分别实现Y轴进给和主轴箱重心位移的精度补偿控制。
(5)主轴轴承采用油气润滑能有效控制温升,轴承温度传感器可以检测轴承的温度变化,以防止主轴在高速旋转时轴承温升过高而影响主轴精度,从而保证主轴的旋转精度和高速性能。
(6)滑枕中检测反馈控制系统配有铟钢杆,利用铟钢热膨胀系数小的特点,在加工过程中对滑枕热伸长进行实时补偿。
(7)Z轴采用集成在直线导轨上的磁尺作为反馈控制,实现镗轴全闭环控制,提高了镗轴的定位精度和重复定位精度。
(8)主轴箱平衡采用液压加蓄能器组成的缓冲系统控制液压油缸的平衡方式,可以有效减少X、Y轴在20000mm/min高速进给时的惯性冲击,保证运动稳定性提高了机床加工时的精度。
2.意大利P A M A公司SPEEDMAT A刨台式铣镗加工中心
意大利PAMA公司是专门从事镗铣床研发、制造的专业厂家,在国际上享有镗铣床世家的美誉,其产品以精密、高效而闻名于世。

(1)该机床的总体布局为纵、横向床身呈T字型布置形式,分别支撑工作台和立柱的运动,主要部件采用铸铁材料,具有良好的刚性和吸振性。立柱设计为小龙门框架式对称结构,主轴箱正挂于龙门框架内上下移动,使机床具有较高的刚性和良好的热对称性。镗轴可轴向移动。
(2)立柱床身、立柱垂直导轨、工作台床身导轨副均采用高精度重负荷滚拄直线导轨,保证各直线轴在快速运动的同时具有极高的刚性和动态响应能力。工作台回转导轨采用毛细管节流恒压式静压导轨,使工作台导轨副之间产生一层刚性油膜,有利于工作台承重以及工件偏重摆放时的纠偏能力。
(3)X、Y、Z直线轴的传动采用大导程滚珠丝杆和螺母旋转的方式,克服了丝杆高速旋转所产生的振动并减小了运动件的转动惯量,增加了传动系统的刚性和移动件快速运动时的平稳,提高了运动精度。工作台的回转运动采用预载双小齿轮大齿圈的消隙传动机构,保证了较高的回转精度。
(4)主轴动力传递齿轮采用淬硬和精磨过齿轮,二挡齿轮变速,使机床主轴具有高转速、大功率的输出特性,以满足高速切削的要求。
(5)主轴轴承的润滑采用油-气润滑,主轴箱的温度控制通过内部的温控循环回路使主轴箱内各部件保持在恒定的温度,确保了主轴的运转精度。采用CNC实时控制的PAMA专利技术可对镗轴热延伸进行高精度在线自动补偿。
(6)X、Y、Z、W轴均采用HEIDENHAIN光栅尺作为反馈元件,工作台回转(B轴)采用HEIDENHAIN圆光栅实现全闭环控制,以提高机床的定位精度和回转分度精度。
3.日本仓敷机械株式会社KBM-11X卧式台型镗铣加工中心

日本仓敷机械株式会社是从事中小规格卧式镗铣床研发、制造的专业厂家,在国际上享有一定的知名度。公司成立于1938年,有70多年生产卧式镗铣床的历史,其产品以刚性好、效率高、精度稳定而著称。
(1)该机床的布局为立柱固定,主轴箱侧挂在立柱上沿立柱导轨上下移动,镗轴可轴向移动,工作台可实现纵、横向移动并可进行回转的卧式台型镗铣加工中心。
(2)机床主要大件由铸造成形的床身和立柱通过结合形成不易振动的框架结构,可以长期保持机床精度;由经过淬火、磨削的矩型导轨滑动面和大直径滚珠丝杆构成的直线轴,可以对重型工件进行高精度强力切削。
(3)依靠大直径滑动面和双联小齿轮的消隙驱动,使工作台分度精度可靠稳定,工作台回转在90°位置时设计有定位销可精确定位,使工作台回转精度达到“分度定位精度±7″和重复定位精度”的高精度,采用后板防止工作台浮起并利用液压T型螺栓使工作台牢固夹紧。
(4)镗主轴和铣主轴一体的多级主轴传动结构和采用交流主轴电机与高、低二档变速机构,使主轴获得5~5000r/min的无级调速,能够有效地传递电机功率和增大主轴扭矩,使机床重切削和大直径深孔加工时具备较好的刚性和切削性能。
(5)主轴采用温度传感器热变形补偿系统,补偿量根据温度传感器测量的主轴附近的温度和机床床身的温度、主轴转速为基础进行补偿,当主轴高速旋转时,由于离心力而产生的主轴收缩也可同时进行补偿。
(6)主轴轴承的润滑方式可在不同的转速条件下可自动切换为油润滑和油-气润滑,如在转速3000r/min以下为油润滑,转速在3000r/min以上即自动切换为油-气润滑方式。
4.台湾远东(FEMCD)BMC-110R1卧式镗铣加工中心

(1)该机床的总体布局为立柱固定,主轴箱侧挂在立柱上沿立柱导轨上下移动,镗轴可轴向移动,工作台可实现纵、横向移动并可进行回转的卧式台型镗铣加工中心。
(2)主传动变速采用交流主轴电机与高、低二档齿轮变速,使主轴获得8~3000r/min的无级调速,增大了主轴扭矩,满足高切削量进给的要求。
(3)镗轴采用铬钼合金钢,并经氮化处理,硬度高达HS100±10°确保最佳加工刚性和耐磨稳定性。
(4)工作台床身、立柱垂直导轨采用大截面矩型导轨,具有较高的刚性好和良好的精度稳定性。镗杆轴向移动采用滑动导轨,具有良好的抗振性能。
(5)X、Y、Z、W轴均采用伺服电机经高精度行星齿轮减速和双螺母预紧滚珠丝杆的驱动技术,保证了机床的最大刚性和动态响应能力,提高了机床的加工精度。Y轴驱动采用电机抱闸,以防止主轴箱滑落。
(6)工作台可自动回转0°、90°、180°、270°四个特殊位置进行自动定位,并且通过调整可在0°~360°范围内任何角度进行定位,并通过均匀分布的6个夹紧油缸对工作台进行均匀夹紧,使机床在强力切削时能保持精度稳定性。
(7)机床刀库标配容量为60把。
台湾远东(FEMCD)公司这台展品外观设计的较为美观规整,机床所配附件较为齐全。值的可圈可点的是,该机床所配的固定平旋盘配置的平衡块可以根据U轴滑块的移动而反向运动,有效抵消了平旋盘运动时的离心力和不平衡力矩,使平旋盘在切削时能达到比较高的精度。
二、卧式铣镗加工中心发展
(1)近年来,随着高速精密主轴轴承和高速大功率主轴单元推出和使用,以及刀具性能的不断提高,为高速切削的应用提供了良好的基础,这就需要 机床同时具备主轴高转速和大功率、强力效率切削的功能。从本届机床展以及近几年来收集的国内外机床资料来看,数控卧式铣镗加工中心的产品,机床的主轴转速越来越高,机床所配置的主电机功率越来越大,以满足同一台机床在精加工时需要采用高转速,以及满足使用小直径刀具(如球头铣刀等)所需的高转速,同时又能满足在强力铣削时所需要的足够切削功率,从而提高机床的加工效率。如:齐齐哈尔二机床(集团)有限公司TKG6920数控落地铣镗床:主轴直径φ200mm,主电机功率71kW,主轴最高转速2500r/min,各轴进给速度分别高达为15000mm/min和20000mm/min;意大利PAMA公司SPEEDMAT A刨台式镗铣加工中心:主轴直径φ130mm,主电机功率30kW,主轴最高转速3500r/min,主轴最大扭矩1600N m,各轴进给速度为15000mm/min;沈阳 希斯HoriMill130PQ卧式刨台式铣镗加工中心:主轴直径φ130mm,主电机功率41kW,主轴最高转速3500r/min,主轴最大扭矩2500N m,最大进给速度为12000mm/min。本届参展的日本仓敷机械株式会社KBM-11X卧式台型镗铣加工中心:主轴直径φ110mm,主电机功率22kW,主轴最高转速5000r/min,主轴最大扭矩1581N m,最大进给速度为24000mm/min。从这些本届和历年参展的展品均反映了卧式铣镗加工中心的产品向高转速、大功率发展的趋势。
(2)高进给速度、高精度是数控机床的重要指标,它直接反映出一台机床的加工效率以及加工零件的精度。随着机床进一步向主轴高转速、大切削进给速度的发展,机床的热变形成为影响整机精度的一个重要因素。以前国内大、重型数控落地铣镗床除了个别生产厂家在机床上涉及到热平衡保护系统外,很少有生产厂家作热平衡补偿。而在近几届机床展上不少国内展品带有热平衡补偿和温升监测装置,从而降低了由于温度变化差异带来的变形,使机床达到了更高的精度,如:齐齐哈尔二机床(集团)有限公司参展TKG6920数控落地铣镗床采用了轴承温度传感器检测轴承的温度变化,以防止主轴在高速旋转时轴承温升过高而影响主轴精度,从而保证主轴的旋转精度和高速性能;在滑枕检测反馈控制系统中还配有铟钢杆,利用铟钢热膨胀系数小的特点,在加工过程中对滑枕热伸长进行实时补偿。武汉重型机床集团有限公司WHCQ1600卧式加工中心,对主轴轴承采用单独的冷却装置进行强力冷却,并通过两个流量继电器对冷却油流量进行控制,从而更好地降低主轴轴承的发热,控制主轴温升;同时还在主轴箱内壁上装有冷却油淋油装置,能使冷却油沿箱体内壁均匀下流从而冷却主轴箱,使整个主轴箱实现恒温,更好地保证零件加工精度。
(3)多功能复合加工是卧式铣镗加工中心发展所不断追求的方向。配置数控回转工作台和多交换工作台托盘、数控平旋盘、双回转式摆动铣头,双摆工作台、立铣头、万能铣头、测量头、刀具补偿装置等附件,可扩大机床的使用范围,工件在一次装夹下完成零件的大部分工序加工或全部加工。本届和历届参展的这类机床基本都配有扩大机床使用功能的附件供用户选配。如意大利PAMA公司镗铣加工中心就普遍配置了附件头库及附件头自动交换系统;沈机集团昆明机床有限公司去年参展的KHC160-5A五轴卧式加工中心配置了AC双摆电主轴,减少了工件装夹等待时间和工序间的准备时间,提高了工作效率。
三、体会与建议
从本届机床展国内外机床展品以及近几年收集的资料来看,随着国家对制造装备工业的支持和国内机床制造厂家自身的不断努力下,我国在数控卧式(落地)铣镗床技术水平方面虽然取得了不小成绩,在机床的高速、高精和外观方面也有了较大的进步,产品规格齐全,但国外产品相比,还是存在着不小的差距。国外产品在机床结构的合理性、功能齐全性,精度稳定性,机床高效性和可靠性仍然具有很大的优势,其产品仍稳居于高端产品的地位,尤其是简洁实用的宜人性设计和制造工艺的精细程度值得国内机床厂家学习。造成与国外产品差距的主要原因还是在于国内企业自主创新能力不足(或缺乏创新机制),关键功能部件长期需要依靠进口、关键技术需要从国外引进,这已是国内机床企业不可回避的现实问题。之所以形成这种局面,一方面与国内机床生产企业普遍缺乏对基础技术、应用技术的系统研究和急于求成有关,另一方面也反映出国家和生产企业缺乏对基础技术研究的投入,使机床及功能部件生产企业长期缺乏有效的技术支持,解决这一问题还是要在国家的统一规划下,加大对高新技术产品和关键功能部件研制的资金支持力度,尽快形成具有较高水平的机床设计及功能部件制造体系,争取在较短的时间内缩小和国外先进机床生产厂家产品的差距,真正做到由机床大国到机床强国的转变。□
