基于聚乙烯木塑复合材的水披覆转印法装饰1)
2017-09-03韦双颖蔡莹莹杨黎张宇余华李松林王亚宁
韦双颖 蔡莹莹 杨黎 张宇 余华 李松林 王亚宁
(东北林业大学,哈尔滨,150040)
基于聚乙烯木塑复合材的水披覆转印法装饰1)
韦双颖 蔡莹莹 杨黎 张宇 余华 李松林 王亚宁
(东北林业大学,哈尔滨,150040)
为提高水披覆转印法装饰的聚乙烯(PE)木塑复合材表面装饰效果和附着力,从分析水披覆转印膜正反面的接触角、润湿速率入手,结合等离子体处理手段,探究了处理时间、表面张力、附着力等因素对转印效果的影响,得出基于PE木塑复合材的水披覆转印法装饰最佳工艺过程及参数。结果表明:正面润湿速率较小而反面润湿速率较大的转印膜转印效果较佳;等离子体处理时间为15 min最佳,PE木塑基材表面和底漆面的表面张力分别提高至48、46 mN·m-1,木塑表面的漆膜附着力可达0级;经转印膜装饰后的PE木塑表面带有实木纹理,色泽饱满,明显改善了装饰性和实用性。
聚乙烯木塑复合材;水披覆转印;表面张力;附着力;装饰效果
聚乙烯(PE)木塑复合材是由木材/天然纤维和聚乙烯塑料组成,再添加助剂,经挤出、注射或压制等工艺使其成型,制作而成的一种高性能、高附加值的环保型材料,主要用于室内家具、汽车内饰、包装运输及装饰材料等方面[1-4]。由于PE木塑复合材料是人工合成的,表面缺乏装饰性,笔者用水披覆转印技术装饰PE木塑表面,即用带有木纹的转印膜在水压的作用下披覆在木塑材料表面,不受被承印物形状及材料的限制,进行整体披覆装饰,使PE木塑表面呈现如实木的纹理和色泽,达到美观和实用的效果[5-7]。水披覆转印技术工艺简单,可以进行批量生产,运用其技术装饰PE木塑材料表面在节约木材资源方面具有环保性。
但目前的水披覆转印技术面临一些生产实际问题,如转印膜与承印物表面贴合不完全、水洗或干燥过程中转印膜出现破损、转印后产品表面附着力低等问题,导致转印产品成品率降低,影响实际应用[8]。分析主要原因在于PE木塑基材表面与底漆、底漆面与转印膜等界面之间的表面活性较低、粘接性较差,难以达到良好的附着力;另一方面,水披覆转印技术所用转印膜的性能直接影响转印产品的效果,如亲水性、润湿性及在水中的张力等因素,有效筛选最佳转印膜可以提高木塑表面的装饰效果、附着力和转印产品的成品率。
本研究提出用等离子体处理PE木塑基材表面及底漆面,以期改善各表面的表面活性,通过引入羟基和羧基,达到增强表面粘接性、亲水性和清洁等目的[9-11]。从等离子体处理后的PE木塑基材表面、底漆面的表面张力值入手,对比分析处理后表面活性的变化与转印后转印膜与PE木塑表面附着力的关系。通过扫描电镜观察等离子体处理后的PE木塑基材表面状态的变化,确定较佳的处理时间,对比3种不同来源的转印膜对PE木塑基材的披覆效果,遴选最佳表面张力、润湿性、附着力等参数,使得水披覆转印后的PE木塑基材表面具有最佳的装饰效果。
1 材料与方法
PE木塑基材、热塑丙烯酸清漆、转印膜、活化剂、达因笔、PP处理剂。实验设备见表1。

表1 实验设备
基材等离子体处理:将打磨预处理后的试件放入等离子体清洗机进行氧气电晕放电处理,真空度为0.3~1.0 MPa,气体流量为30~60 mL/min,温度40~50 ℃,时间10~25 min。
水披覆转印工艺主要包括3个步骤:①木塑基材的预处理。用砂纸打磨木塑试件表面,获得光滑表面后喷涂PP处理剂,以活化基材表面,然后放入等离子清洗机处理。②水披覆转印。将等离子体预处理后的木塑复合材料试件表面喷涂底漆后静置待转印,恒温水转印上膜槽内注入适量的清水,设置水温30~42 ℃;水转印膜平铺在恒温上膜槽水面,当转印膜逐渐溶解至平展时在其表面喷涂适量的活化剂,将待转印木塑试件倾斜压入水中,把所需的木纹图案转印到木塑试件的表面,然后水洗、干燥。③后处理。对转印后的产品表面喷涂面漆、干燥,以保护、美化产品表面。
润湿性:用接触角测量仪对不同来源的3种转印膜正反两面测量初始接触角和60 s时接触角数值,转印膜图文层朝上为正面,接触水的一面为反面。计算初始接触角θ0和60 s时接触角θ1的润湿速率,润湿速率=(θ1-θ0)/60[12],测量3次取平均值。
表面张力:用达因笔分别测量PE木塑基材未处理表面、喷涂PP处理剂与等离子体处理后的表面张力值,研究经3种不同处理手段的PE木塑基材表面张力的变化与附着力的关系。
附着力:依照GB/T 4893.4—2013标准采用划格测量方法,0级最好,5级最差,对PE木塑基材表面涂覆的漆膜进行附着力评价。
扫描电镜(SEM):截取待测PE木塑基材制成2 cm×2 cm的样品,并粘贴在载物台上,真空溅射镀金后在扫苗电镜下观察,放大倍数为10 000倍[13]。
2 结果与分析
2.1 转印膜的润湿性对PE木塑基材转印效果的影响
影响转印质量和样品表面附着力的关键因素在于转印膜,转印膜的润湿性影响其在水中的延展程度,并关系着PE木塑基材表面的转印效果。转印膜的润湿性过高,在水中的延展程度过大,转印膜舒展程度过大,图文难以完整地披覆在材料表面,转印后效果如图1a所示;转印膜的润湿性较低,导致在水中未能完全舒展,转印后的表面出现破损小洞,转印后效果如图1b所示;转印膜的润湿性适宜,图文保持完整,转印效果良好如图1c所示。

a.润湿性过高 b.润湿性较低 c.润湿性适宜
图1 转印效果图
转印膜的图文层面朝上为正面,接触水的一面为反面。对3种不同来源的转印膜标号为1、2和3号,试验测量转印膜正反两面的接触角。由表2可以看出转印膜的接触角随时间延长呈递减的趋势,1号转印膜相比于其他两种转印膜正反两面的接触角较高,正面0~60 s接触角递减幅度小,而反面1号转印膜和3号的接触角递减幅度较大。测量转印膜在单位时间内接触角的变化平均值作为润湿速率,对3种转印膜的润湿效果进行了比较。正面的润湿速率远低于反面,1号数值最小;反面润湿速率从大到小依次为3号、1号、2号。转印膜润湿速率见表3。
转印膜的润湿性影响PE木塑基材的转印效果,由于转印膜的主要成分是聚乙烯醇,是一种良好的亲水性材料,转印膜具有良好的亲水性和润湿性利于其在水中延展,同时保持自身图文的完整性。对比3种转印膜在水中溶解状态和披覆在PE木塑基材表面效果,得出由于2号转印膜正、反两面的接触角较低,尤其是反面润湿速率值偏小,导致转印膜在溶解阶段与水相接触后未能完全舒展。而1号转印膜披覆在PE木塑基材时图文完整,转印效果良好,因为1号转印膜反面润湿性较高,利于转印膜的彻底延展;而正面润湿性低,保护图文在延展过程中不被破坏,转印到PE木塑基材表面时具有完整性,且样品表面漆膜的附着力较佳。

表2 转印膜正面和反面接触角随时间变化规律

表3 转印膜正面和反面的润湿速率
2.2 等离子体处理对PE木塑基材表面张力的影响
为提高水披覆转印膜在PE木塑基材表面的附着力,除考虑转印膜本身的影响外,还要提高各粘接界面的表面张力,增强两相界面之间的粘接性,如PE木塑基材表面与底漆界面、底漆面与转印膜界面。PE木塑基材表面张力增加,利于底漆附着;而底漆面表面张力增加,利于转印膜的附着,最终提高PE木塑样品装饰性。
未经任何处理的PE木塑基材表面张力值为32 mN·m-1,喷涂PP处理剂后张力值提高至34 mN·m-1;将PE木塑基材直接放入等离子体腔室中处理15 min,表面张力为48 mN·m-1。由表4可知PP处理剂和等离子体可提高PE木塑基材的表面张力,但等离子体比PP处理剂表面张力值的提高幅度大。试验用等离子体处理PE木塑基材,腔室中通入高纯度氧气。PE木塑基材表面活性的增加源于基材表面形成的氧化物,M. Katohet al提出将待测试件放入等离子体清洗机后,腔室内氧离子和电子密度大大降低,是源于PE木塑基材表面被氧化[14]。而基材表面所形成的氧化物则是由PE木塑表面的C—H键损耗,与腔体内的氧离子结合生成C—O和CO,从而生成氧化物,提高基材的表面活性。对比等离子体处理,PP处理剂喷涂在PE木塑基材表面后所形成的氧化物要少得多,提高表面活性的效果远不如等离子体。
喷涂底漆后的PE木塑基材表面张力值为32 mN·m-1,经等离子体处理后张力值为46 mN·m-1,处理时间在12~15 min,底漆面的表面张力未发生变化,底漆面的适宜等离子体处理时间在12 min左右(见表5)。底漆面表面张力的增加与等离子体处理后的PE木塑基材表面变化原理相同,涂有底漆的PE木塑基材表面被氧化,生成活性物质,提高了底漆面的表面活化性能。底漆面活性的增强,利于转印膜的披覆,使底漆与转印膜之间具有良好的粘接性。

表4 PE木塑基材的表面张力值

表5 底漆面等离子体处理的表面张力值
2.3 等离子体处理对PE木塑基材表面附着力的影响
经不同手段处理的PE木塑基材,水披覆转印装饰后,表面喷涂面漆,放入干燥箱干燥后,测试验样品表面的附着力。未处理的PE木塑基材表面附着力为4级,PP处理剂处理后样品附着力提高至3级,而等离子体处理后,PE木塑样品表面附着力达到0级,且随处理时间的延长附着力等级有所提高(见表6)。

表6 PE木塑样品表面附着力
等离子体处理PE木塑基材后表面附着力发生明显变化,源于等离子体能有效改善粘接面的表面活性,P.H.G.d. Cademartori et al用等离子处理中密度纤维板发现,胶黏剂喷涂在等离子体处理后的板材表面,会出现轻微渗透板表面现象[15],以此提高胶黏剂与板材的粘接性。
试验参照P.H.G.d. Cademartori的方法,用等离子体处理PE木塑基材表面,以提高PE木塑基材涂覆漆膜的附着力。通过SEM对PE木塑基材表面进行了观察,放大倍数为10 000倍,SEM图如图2所示。结果表明:等离子体处理后的PE木塑基材表面形成大量的凹凸不平的沟壑,相比于未处理基材表面,等离子体处理后的PE木塑基材表面粗糙程度增加,以此改善基材表面与底漆、底漆面与转印膜界面的粘接性,提高表面活性,转印后的PE木塑样品表面附着力确实达到最佳效果。随着等离子体处理时间的延长,基材表面粗糙程度逐渐增加。但处理时间过长基材表面轻微开裂,这是由于等离子体在处理样品表面时腔体内温度逐渐升高,PE木塑基材表面不断被氧化,处理时间过长导致样品表面出现细小裂纹,所以等离子体处理时间在15 min最佳。
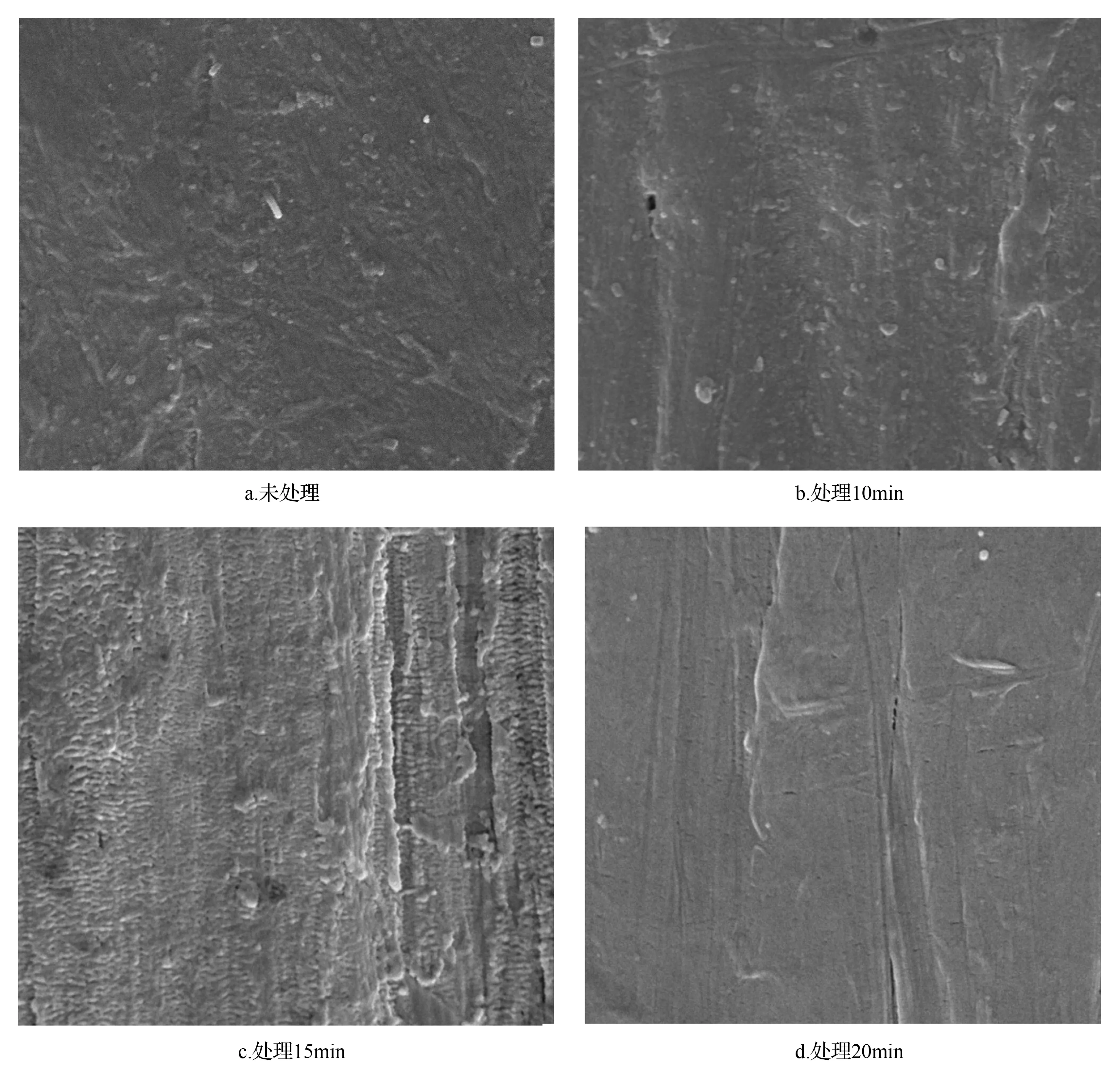
图2 等离子体处理PE木塑基材表面
2.4 水披覆转印技术装饰PE木塑基材工艺
水披覆转印技术工艺流程:PE木塑基材预处理→等离子体处理→底漆→等离子体处理→转印→水洗→干燥→面漆。实验选用PE木塑基材作为承印材料,选用印有木纹的转印膜对其进行表面披覆[16-17]。先对PE木塑基材进行预处理,把木塑表面打磨光滑,清理灰尘;然后将基材放入等离子清洗机,处理15 min后喷涂透明丙烯酸树脂做底漆,放入干燥箱;干燥温度在50~70 ℃范围,干燥时间3~5 min;待底漆表面实干后,将PE木塑放入等离子清洗机处理12 min。将转印膜平铺于恒温水转印上膜槽水面,图文层朝上,水温在30~42 ℃范围内;待转印膜舒展、溶解后喷涂活化剂,油墨层呈游离状态。将PE木塑基材倾斜插入水中进行转印,图文完全披覆在木塑表面后进行水洗,放入干燥箱;干燥温度在50~70 ℃范围,干燥时间5~10 min;干燥后喷涂透明丙烯酸树脂面漆。PE木塑基材水披覆转印前后如图3、图4所示,可以看出水披覆转印前后PE木塑表面具有明显差别,转印前表面粗糙,亮度较低,装饰性较差;经转印膜装饰后的PE木塑表面带有实木纹理,色泽饱满,装饰效果明显提高,可达到仿实木效果,同时提高了产品的附加值。
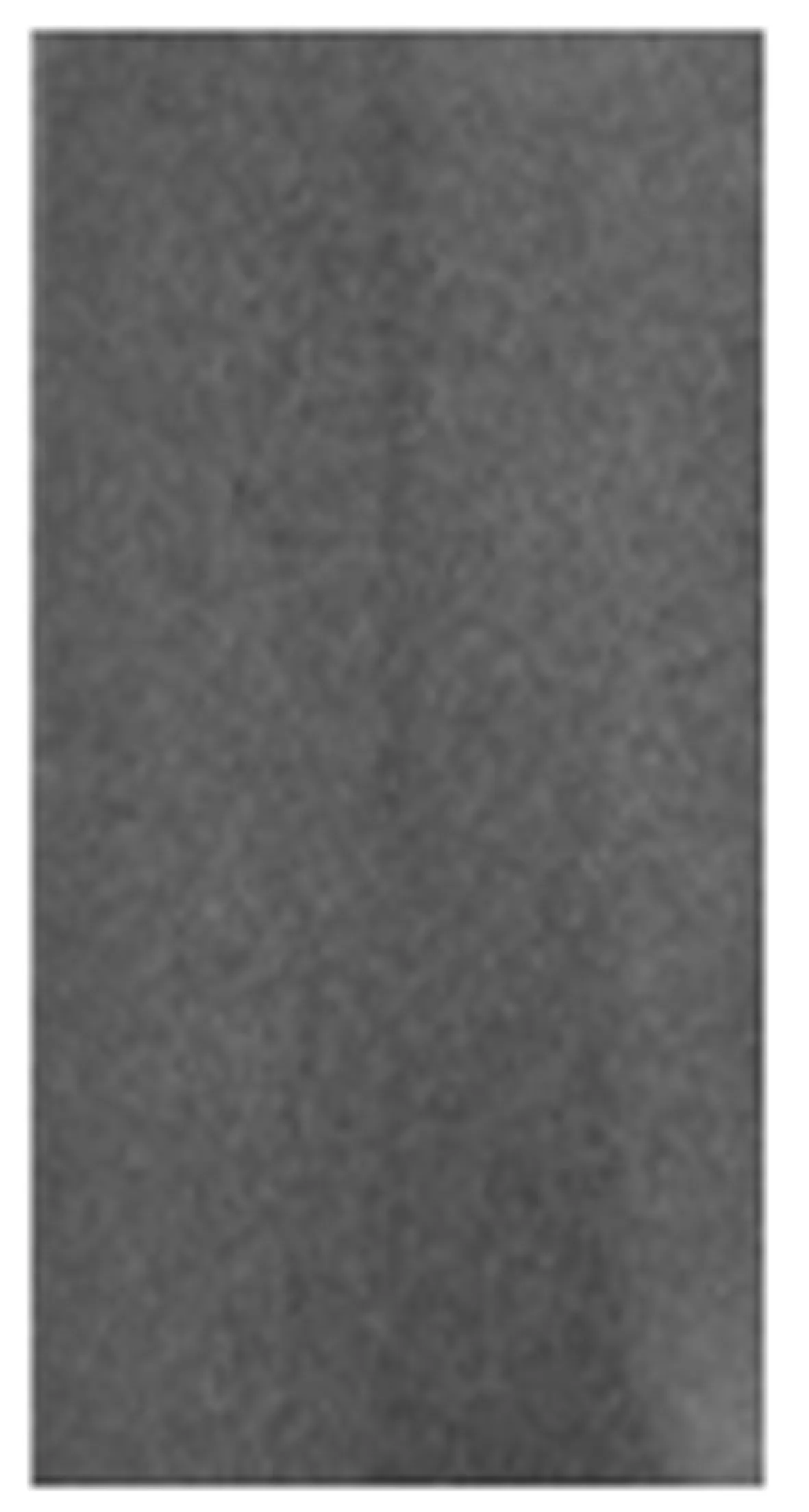
图3 未经装饰的PE木塑基材样品
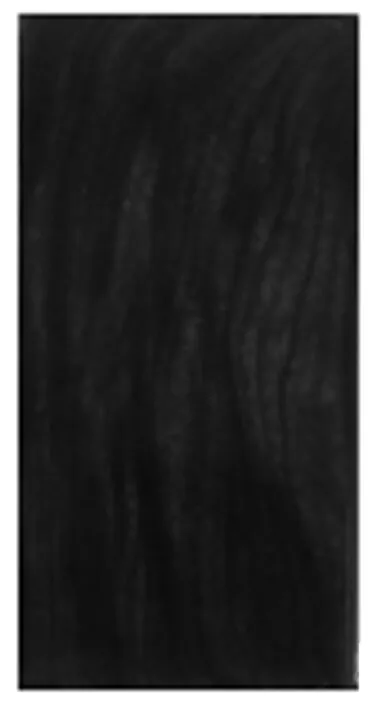
图4 转印膜装饰后的PE木塑样品
3 结论
应用水披覆转印技术装饰PE木塑基材表面,从而提高木塑产品的装饰效果和漆膜的附着力,主要从于以下两方面着手:一方面选择合适的转印膜,转印膜的润湿性、亲水性等影响其在水中溶解、延展的状态,润湿性过高或过低导致转印膜上的图文破损、难以披覆在样品表面、附着力差等现象。实现水披覆转印技术装饰PE木塑基材的关键在于有效筛选转印膜,使木纹完整地披覆在PE样品表面,不仅提高水披覆转印产品的成品率,还会达到良好的装饰效果。另一方面应用等离子体处理PE木塑基材表面,以此改善其粘接界面的表面活性,提高各层漆膜的粘接性。通过SEM观察处理后的PE木塑基材表面发现,随时间延长基材表面粗糙度增加,时间过长导致基材表面破损,处理时间在15 min最佳。应用水披覆转印法装饰PE木塑表面,装饰后的木塑产品表面有精美的实木纹理,附着力和装饰效果良好,在实用性、装饰性上可代替实木材料应用到生活的各个方面,具有重要的环保性意义。
[1] 王壬禹,宋魁彦,闫宇.谈木塑复合地板表面肌理及其装饰性研究[J].山西建筑,2014,40(2):222-223.
[2] 王辉.聚乙烯木塑复合材料的偶联剂表面涂覆处理及其胶接性能[D].哈尔滨:东北林业大学,2013.
[3] 赵胜男.聚烯烃木塑复合材料的表面涂饰性能[J].东北林业大学学报,2013,41(6):114-119.
[4] 王清文,易欣,沈静.木塑复合材料在家具制造领域的发展机遇[J].林业工程学报,2016,1(3):1-8.
[5] 余勇,姚瑞玲.低温水转印纸印刷质量分析[J].纸与印刷,2014,33(5):67-69.
[6] 程为华,阳克付,李国波.水转印及热转印在涂装工程中的技术应用[J].现代涂料与涂装,2011,14(6):62-64.
[7] 沈宏玲.汽车内饰件水转印表面涂装技术探讨[J].涂料技术与摘要,2014,35(3):34-51.
[8] 付翠霞,郝喜海.水披覆转印的研究进展[J].包装学报,2012,4(3):44-48.
[9] 刘杨.聚乙烯木塑复合材料的等离子体表面处理及其表面特性研究[D].哈尔滨:东北林业大学,2011.
[10] 杨忠,杜官本,黄林荣,等.微波等离子体处理木材表面接枝甲基丙烯酸甲酯的XPS分析[J].林产化学与工业,2003,23(3):28-32.
[11] 周晓燕,陈敏智,杜官本.农林生物质材料表面等离子体改性技术研究进展[J].林业工程学报,2017,2(1):1-7.
[12] 祝振鑫.膜材料的亲水性、膜表面对水的湿润性和水接触角的关系[J].膜科学与技术,2014,34(2):1-4.
[13] 陈玲.玉米秸秆粉矿质塑合材微观构造及红外光谱分析[J].木材加工机械,2015,26(3):28-30.
[14] KATOHM, MIYAZAKI H, MIYASHITA K, et al. Effects of the modified materials on plasma in surface modification by plasma[J]. Applied Surface Science,2001,169/170:631-637.
[15] DE CADEMARTORI P H G, DE CARVALHO A R, MARANGONI P R D, et al. Adhesion performance and film formation of acrylic emulsion coating on medium density fiberboard treated with Ar plasma[J]. International Journal of Adhesion&Adhesives,2016,70:322-328.
[16] 张艳,安柏静.木塑、塑料、金属制品披覆水转印工艺:200810146554.7[P].2009-04-09.
[17] 刘凡.喷墨印刷水转印技术的研究[D].北京:北京化工大学,2006.
Decoration Technology with the Water Transfer Printing for Polyethylene Wood Plastic Composite Material//
Wei Shuangying, Cai Yingying, Yang Li, Zhang Yu, Yu Hua, Li Songlin, Wang Yaning
(Northeast Forestry University, Harbin 150040, P. R. China)
//Journal of Northeast Forestry University,2017,45(8):82-86.
To improve the surface decoration and adhesion of PE wood plastic composite material, the water transfer printing technology was used to decorate the surface of PE. Contact angle and wetting rate of the printing film were applied to study the effect of plasma treated time, surface tension and adhesion on the transfer printing effect. The optimum technological process and parameters based on PE wood plastic composite material of the water transfer printing technology were figured out. The transfer printing effect was better when the wetting rate was lower on the obverse side and bigger on the reverse side. The best plasma treated time was 15 min. The surface tension of PE wood plastic composite based material and primer were increased to 48 and 46 mN·m-1, respectively, and the adhesion reached a level 0. The surface of PE wood plastic transferred by printing film was with wood grain, bright color and luster, and the decoration and practicality were significantly improved.
PE wood plastic composite material; Water transfer printing; Surface tension; Adhesion; Decorative effect
1)中央高校基本科研业务费专项资金项目(2572017CB19);东北林业大学大学生院级创新训练计划项目(CL201602);黑龙江省青年科学基金项目(QC2013C034)。
韦双颖,女,1978年2月生,东北林业大学材料科学与工程学院,副教授。E-mail:dephnewsy@163.com。
2017年2月8日。
TS805
责任编辑:戴芳天。
