冲压机床机身选材问题的探讨
2017-08-30刘文英
刘文英
(通辽职业学院,内蒙古 通辽 028000)
冲压机床机身选材问题的探讨
刘文英
(通辽职业学院,内蒙古 通辽 028000)
选材是冲压机床制造重要的一个环节,随着工业的发展对于机床机身选材的重视程度越来越高。上世纪80年代末期开始出现了板焊机身的机床,传统的机床机身大都采用铸铁材质,我国的机床制造业则是普遍采用灰口铸铁机身。机身作为机床的基础,确保其选材的合理性对于冲压机床的稳定运行来说至关重要。针对于此本文就冲压机床的机身选材问题进行了探讨。
冲压机床;机身;选材
1 冲压机床机身选材概述
1.1 生产厂家资格认证
通辽锻压机床厂生产的机床机身材料为HT200灰铸铁,该企业已经通过了国际标准化组织的ISO09000和ISO9002的质量认证。
1.2 材质确认
本文选取了两种国产冲压机床的用料进行了对比,在对比过程中没有直接采用日本产冲压机床的王牌钢,而采用国产的45号钢作为代替,这主要是由于日本王牌钢与45号优质碳结构钢在强度、韧性、塑性、热处理后的性能以及可焊性上都极为相似,可以利用45号钢代替日本王牌钢进行对比。表1为HT200灰铸铁和45号钢的性能对比。
1.3 机床工作环境分析
冲压机床的工作环境一般空间较大的高厂房,在这种条件下工作机床工作会产生较大的震动,这种震动随着机床吨位的增大会愈加明显。当冲压机床的吨位超过80t时,机床的震动波能量传播得也比较强。相关测试表明,当冲压机床的工作场所地面的混凝土结构层超过20cm时,工作人员在冲压机床附近可以明显感觉到脚下的震动,一般冲件料厚度为0.3cm。对冲压机床工作环境内的噪声进行分析发现,其工作产生的噪声指标要远远超过100分贝,由此可见冲压机床工作会对人体感官产生较强的刺激。
2 材质性能分析
2.1 HT200灰铸铁机身性能
主要从优点和缺点两个方面对采用灰铸铁机身的冲压机床性能进行分析。首先是HT200材料的优点。相较于45号钢灰铸铁的铸造工艺更为灵活,生产厂家可以根据不同的冲压机床需求将机身设计成各种形状,为了降低应力的集中可以将其设计为铸造圆角,还可以将变截面进行圆滑的过度,HT200作为冲压机床的机身材质其力学性能更为出色。此外该材质为片状分布的石墨组织,这种结构具有吸收震动能量的特点,减震性能较好,这也是冲压机床铸铁机身一直沿用至今的重要原因。采用灰铸铁机身的冲压机床外观较为笨重,整体重量和体积都比较大,但是这种机身自身的惯性也比较大,根据经典力学中的牛顿惯性定律,惯性较大的物体稳定性也较强,因而灰铸铁冲压机床具有较好的稳定性,在震动环境中的应用效果更好。出色的减震性能使得冲压机床的运行稳定性和产品的质量得到了有效的保证。灰铸铁机身还有利于模具寿命的延长,相关测试表明,同样在160T单点压力机上成型的3毫米厚度的冲压制件,模具的寿命存在一定的差异。其落料冲孔模在上海的160t闭式单点压力机上试验,机身材料为HT200,在20万次冲压中,刃口修磨次数为6次。同样是这套模具,20万次后再用在COMASS160T冲床上,刃口在下20万次连续冲压中修磨9次。该机为钢板机身。工作震动明显大于铸铁机身,噪声较铸铁机身高出35分贝,震动显著增加。
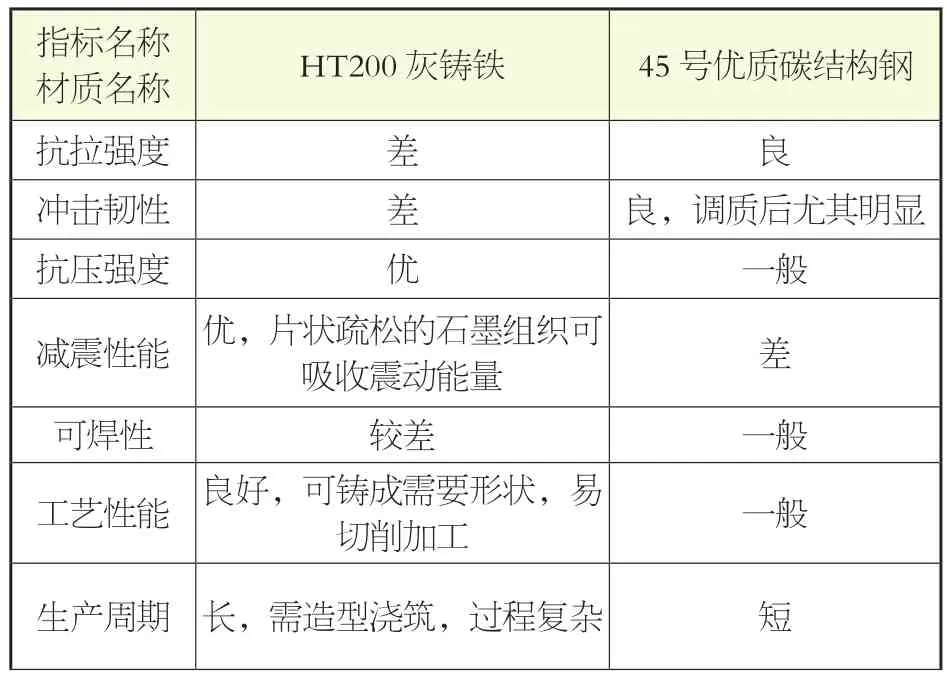
表1 材料性能对比
HT200灰铸铁机身的缺点表现在三点。一是机身重量较大,采用灰铸铁材质机身的冲压机床重量较大,给起重运输造成了巨大的不便,即使目前已经实行了自动化机身造型和浇筑,但是仍然耗费较多的时间,生产周期较长。二是制造工艺复杂。HT200灰铸铁冲压机床机身制造需要经过铸造工序造型、炉料配制、冶炼、浇筑和砂型中成型多个工序,工序十分复杂,为了确保冲压机床的制造质量需要进行专门的铸造分厂的建设和配置。三是制造成本较高。由于灰铸铁冲压机床机身复杂的工序和较大的质量,使得其经济指标较差。该种材质的机身对于模型、型砂以及铸造铁合金、混砂、清砂造型以及浇筑设备的要求都比较高,需要耗费大量的人力和时间。
2.2 板焊机身性能分析
冲压机床板焊机身的优点主要有三点。一是重量较小,与灰铸铁机身相比板焊机身的结构更为紧凑,整体重量也比较轻,运输、起重等的难度比较小,降低了劳动力和劳动时间的投入。二是制造工艺较为简单,冲压机床板焊机身的工序较少,加工制造的工序比较少,机床制造周期较短,由于需要的劳动力较少,因而制造成本也可以得到有效的控制。三是性能较好,板焊机身的冲压机床组合性能较好,机械手等辅助装置配置的难度较低。
当然板焊机身也存在一些缺点。首先是抗震性能,板焊材料不具有吸收震动能量的特点,这类的冲压机床在工作时与灰铸铁机身机床相比抖动要更为强烈。较差的力学性能会导致零件运动精度和寿命的降低。一次曲线的板焊机身形状变化比较突兀,过渡区的缺乏使得其抗应力集中性能也比较差。其次板焊机身整体性较差,这主要是由于机身被多道焊缝割裂,造成机身材质上存在一些不同,在焊接熔池地带形成了不同的金属组织,在震动冲击情况下的机身动作存在不同步的地方,因而在动作的统一性上比不上单一组织的灰铸铁机身。此外由于抗震性能较差,为了确保冲压机床的使用性能必须要对模具的刚度进行人为的提高,还需要进行强制的导向。但是模板的厚度增大以及滚柱导向柱数量的增多会造成模具寿命的下降。最后是制件的几何精度较差。这主要是由于工件厚度增加时震动也随之加大,在较差的冲击力之下模具会随着机身一起抖动,导致机床的对中性变差进而对制件的几何精度造成影响。
3 冲压机床机身选材探讨
对产品的性能指标进行评价时,如果二者的经济指标不存在过于悬殊的差距,则一般是对其相同工作环境下的性能进行评价比较。这也是进行冲压机床机身选材问题探讨的指导思想。鉴于冲压机床工作环境中震动较大的问题,为了保证机身的稳定性必须要选用恰当的材质,合理的材料结构可以在一定程度上降低机床本身的震动性。HT200灰铸铁材料的冲压机床机身充分满足了抗震性的要求,可以发挥自身组织结构的优势解决机身震动较强的问题。需要注意的是,钢结构的焊板冲压机床机身并不是说每项指标都不如灰铸铁机身,它也具有一定的可取之处,例如成本较低、重量较轻等等。但是对于闭式冲压机床来说,铸铁机身的综合性能也更为出色,这主要是由于闭式冲压机的吨位往往超过80t,对于抗震性能的要求较高。
4 结语
通过对HT200灰铸铁和45号钢的对比发现,HT200灰铸铁可以吸收振动能量,当机床吨位超过100t时,仍然使用钢板焊接机身会出现较多的弊端,因而吨位较大的冲压机床大多选用铸铁机身。与钢板焊接机身相比,铸铁机身的形状更为灵活,力学性能更好,可以制成圆滑渐变的过渡区,提高冲压机床运行的可靠性。
[1]史文.改进的风险优先数排序方法在冲压机床可靠性分析中的应用[J].制造技术与机床,2017(02).
[2]邹浙湘.汽车冲压件专用机床的经济型自动送料机械手研究[J].起重运输机械,2017(02).
TG385
A
1671-0711(2017)08(下)-0129-02