JNSH950-24熟化室的机械结构设计
2017-08-30顾啸翎刘品潇指导老师
顾啸翎,刘品潇(指导老师)
(南阳理工学院,河南 南阳 473004)
JNSH950-24熟化室的机械结构设计
顾啸翎,刘品潇(指导老师)
(南阳理工学院,河南 南阳 473004)
为了克服现有熟化室在生产作业中进出物料困难,胶卷相互接触等设计缺陷,采用SolidWorks三维设计软件对熟化室机械结构进行优化设计。依据现有的复合胶卷尺寸参数对吊装机构、传送结构进行设计计算,并运用三维软件对其进行实体造型、虚拟装配,并通过有限元分析对其进行强度校核;通过运动仿真,采用推拉杆控制的抽拉门实现自动门禁功能。本次设计的熟化设备上料速度为4卷/分钟,保持复合膜卷间距10mm以上,熟化室内各部分温度保持在60±2℃。该熟化室机械结构设计合理,进出物料方便,在提高产品生产效率的同时减轻了工人的劳动强度,降低企业的生产成本。
熟化室;机械设计;结构优化
熟化又称固化,就是将复合好的薄膜放在熟化室进行加热和保温,使薄膜中的聚氨酯粘合剂的主剂、固化剂反应交联并被复合基材表面相互作用的过程。
该设计是根据南阳金牛彩印集团的塑料薄膜印刷工艺要求,进行的自动熟化处理生产设备的机械结构设计,应用接近开关、位移测量对多个电机进行控制,实现彩印胶卷的提升、平移、降落、自动门禁等功能。为熟化室的制造提供指导性技术文件,并指导实际生产,用以提高塑料薄膜彩印的固化质量,减轻工人的劳动量,提高生产效率。
1 熟化室的发展背景和所面临的技术问题
1.1 熟化室的发展背景
近年来随着食品,医药,电子设备产量的增长,对复合软包装膜的需求也越来越大,因此带动了新型高效的熟化室研发。复合膜的性能取决于熟化室的熟化效果,因此在熟化室的发展过程中对熟化室又提出了新的要求。
1.2 传统熟化室存在的技术问题
现有的复合膜熟化室在进行工作时,主要存在以下技术问题。
(1)热源排布不合理,热效率低。(2)自动化程度低,生产效率不高。 (3)内部布局不合理,产品流转极为不便。(4)缺少监控系统和温控系统,存在着安全隐患。
2 熟化室的结构组成
2.1 熟化室的外形设计
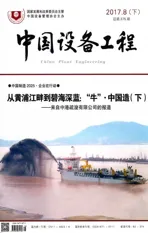
熟化室的外形设计要符合工艺流程,现设计为长1200cm,宽180cm,高220cm柜式结构设置在复合车间的一个角落,便于复合膜的搬运。
熟化室的顶部设有35个排气孔,每个排气孔的孔径为4cm,目的是排除熟化室内的气味,同时也可以排除室内多余热量,以免造成内部热量过多,温度不稳定。
熟化室外形设计如图1所示。
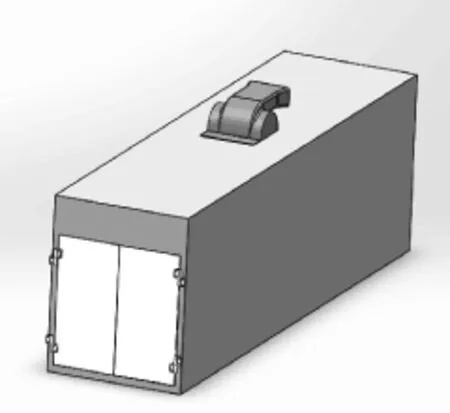
图1 熟化室外形三维图
2.2 熟化室的吊装机构设计
熟化室的吊装机构主要由带台吊轴,滚动支撑轮,连接轴套三部分组成。其中带台吊轴主要作用是悬挂复合膜胶卷,为保证其强度可采用HT200灰铸铁铸造而成。滚动支撑轮的作用是支撑带台吊轴,并在滑轨内自由滚动,对其强度和耐磨度有较高的要求,可选用45号钢,表面进行调制处理。连接轴套是主要的连接构件,其作用是连接吊轴与复合膜胶卷,要求材料有较高的抗拉强度,可采用HT200普通灰铸铁铸造而成。吊装机构如图2所示。
2.3 熟化室的输送结构设计
复合膜卷的输送结构由滑轨支撑架和输送链两部分组成。
熟化室内部的滑轨支撑架主要保证吊装胶卷的自由滑动,其结构的基本尺寸如下:支柱高度为2100mm,宽为140mm,横梁长为1446mm。滑轨支撑架外形如下图3所示。

图2 复合膜吊装机构三维图
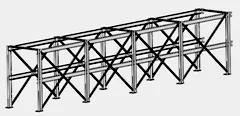
图3 滑轨支撑结构示意图
熟化室的输送结构主要作用是实现复合膜卷的自动上料,并保证复合膜卷之间的间距,本设计采用带附件的滚子输送链来实现复合膜卷的限时位移运动。
已知该链传动主要作用是拉着复合膜卷在轨道内滚动,克服滚动摩擦做功;同时满足抗拉要求。查表得滚动摩擦因素μ=0.005,假设同时有24个复合膜卷在滚动,每个复合膜卷的吊装质量m=550kg,则最大摩擦力f =24×µmg=660N ,链条承受的最大拉力为F=2m g +f =11660N,假设复合膜胶卷的传送速度V=0.1m/s,则该传送链的传动功率约为P=FV ÷1000=1.16kW 。
该链传动作用是运输物品,所以设置传动比为1,大小链轮齿数一样,选用齿数为20个齿。
根据以上条件,该链传动的设计功率计算公式为

该条件下单排链的传递功率为:

最后选择链条的类型为带附件的短节距精密滚子输送链,选用的链号标记:24A-576-K2 GB/T 1243—2006。根据选用的链条选择合适的传送链轮及其附件,并选用86BYG350BH-0201型步进电机。熟化室内部的传送结构如图4。
图4 熟化室输送结构
2.4 熟化室的门禁结构设计
自动门是本设备的重要组成部分,可以提高熟化室的密封性和安全性。该部分主要由带滑轨的门板、滑块和电动推杆组成。通过运动仿真现采用800mm推拉杆和滑块实现自动门禁功能,其工作示意图如图5所示。
工作流程如下:推拉杆内电动机经过齿轮减速后,带动一对丝杠螺母。把电机的旋转运动变成直线运动,利用电机的正反转完成推杆的推拉。推杆与滑块连接,滑块在门板上的滑轨内滑动,同时带动门板的打开与闭合。
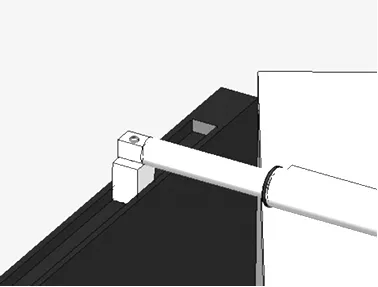
图5 自动门禁示意图
2.5 熟化室的加热系统设计
在熟化室本体内的两侧壁下方有沿地面铺设加热箱。加热箱由加热器和小型电扇组成,在加热的同时小型电扇加热器产生的热量吹入熟化室内部,对熟化室起到鼓风作用,由于该设计采用了下吹热风的方式,利用热气上升弥散规律,保证了熟化室内的温度一致,使复合膜受热均匀,达到最好的熟化效果。
在熟化室的进出料门口安有温湿度传感器,能及时反馈信息给加热箱以控制加热进程。
3 熟化室工作流程图
熟化室在对复合膜进行熟化工作时的基本流程如图6。
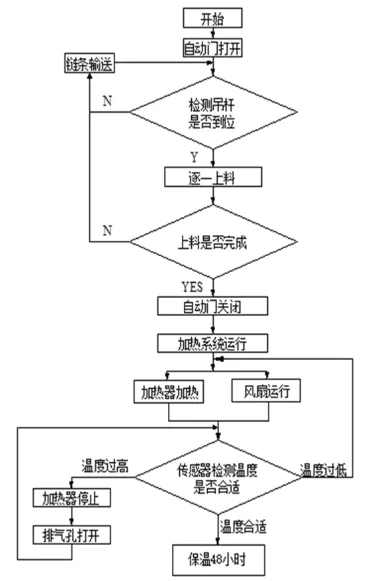
图6 熟化室工作流程图
4 结语
本熟化室设计采用基于输送链的自动化传输机构,配合自动门禁控制物料的进出,减轻工人的劳动强度,将极大地缩短复合膜的生产周期,降低产品生产成本,提高了企业生产效益。
[1]李延民,李大磊,牛鹏辉.SolidWorks工程实用技能[M].北京:化学工业出版社,2014.
[2]宋井玲,夏连民,孙霞.自动机械设计[M].北京:国防工业出版社出版社,2011.
[3]陈国华.机械机构及应用(第二版)[M].北京:机械工业出版社,2013.
[4]秦大同,谢里阳.现代机械设计手册(第5卷)[M].北京:化学工业出版社,2011.
TG659
B
1671-0711(2017)08(下)-0091-02