浅析离心泵机械密封的失效原因及解决措施
2017-08-30景亚兵
景亚兵
(神华榆林能源化工有限公司,陕西 榆林 719000)
浅析离心泵机械密封的失效原因及解决措施
景亚兵
(神华榆林能源化工有限公司,陕西 榆林 719000)
文章通过介绍机械密封的工作原理和基本结构,重点对机械密封的失效原因进行了详细的研究和分析,并提出了相应的解决措施和建议。
机械密封;失效;解决措施
随着机械密封技术的快速发展,机械密封以其泄漏量少、工作可靠、适用范围广、使用寿命长等优势,大量应用在离心泵的密封上。本文以我公司的一台循环水泵和一个稳压泵机械密封失效为例,针对机械密封在生产中出现的问题,通过认真研究、分析,总结出了密封的失效原因,并提出了相应的解决措施。
1 机械密封工作原理和基本结构
1.1 机械密封工作原理
机械密封由至少一对垂直于旋转轴线的端面在流体压力和补偿机构弹力的作用下,以及辅助密封的配合下,保持贴合并相对滑动而构成的防止流体泄漏的端面密封装置,故又称端面密封。工作原理是靠弹性元件和密封介质的压力,在动环和静环的接触端面上产生适当的压紧力,使这两个接触端面紧密贴合,在密封界面形成一微小间隙,当有压介质通过此间隙时,形成极薄的液膜,造成阻力,阻止介质泄漏,从而达到密封的目的。
1.2 机械密封的基本结构
构成机械密封的基本组成:端面密封副、弹性元件、辅助密封、传动件、防转件和紧固件,如图1。
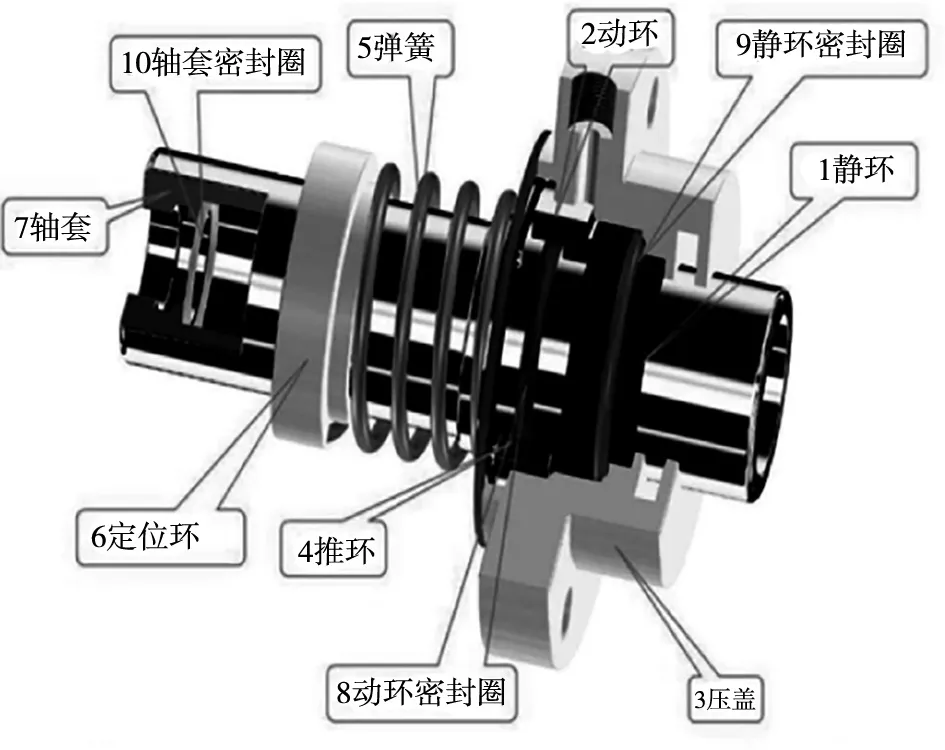
图1
机械密封基本元件的作用和要求如下。(1)端面密封副。端面密封副为动环和静环,作用是使密封面紧密贴合,防止介质泄漏,从而实现密封效果。动环和静环的材质要求具有良好的耐磨性能。(2)弹性元件。弹性元件包括波纹管、弹簧,它主要起预紧、补偿和缓冲作用,要求始终保持足够的弹性来克服辅助密封和传动件的摩擦和动环等的惯性,保证端面密封副良好的贴合和动环的追随性,材料要求具有良好的耐疲劳和耐腐蚀性能。(3)辅助密封。辅助密封包括V型圈、O型圈等,密封圈主要起静环和动环的密封作用,同时还起到浮动和缓冲作用。密封圈材料要求其具有良好的耐寒性和耐热性能。(4)传动件。传动件包括传动销、传动环、传动座、传动键。它的作用是将轴的转矩传给动环。传动件材质必须要有良好的耐腐蚀和耐磨性能,才能保证传动件的性能。(5)紧固件。紧固件包括紧定螺钉、弹簧座、压盖、轴套。它的作用是给动环、静环定位,紧固。要求轴向定位必须准确,保证一定的弹簧压缩量,使密封副的密封面处于正确的位置并保持良好的贴合,达到最佳的密封效果。紧固件必须容易拆装,且能重复使用。(6)防转件。防转件有防转销,它的作用是防止静环转动和脱出。要求有足够的长度,防止静环在负压下脱出,并要求正确定位,防止静环随动环旋转。
2 机械密封的特点
机械密封与常用填料密封对比,具有如下优点。(1)维修周期较长。轴或轴套磨损量很小,密封端面出现磨损后可通过弹簧自动补偿,一般情况下使用达半年或一年以上才需维修。(2)密封效果好。机械密封在化工生产离心泵的运用中,特别是平稳运行过程中,泄漏的几率很小。对于双端面密封,更能达到零泄漏的要求。(3)使用寿命长。在化工类介质中通常可以达到半年以上,效果好的能达1年以上;介质为水时,使用寿命一般可达1年以上。(4)适用范围广。机械密封可以用于不同温度、不同压力、不同转速的工况,也可以用于各种化工腐蚀介质等情况的密封。机械密封的缺点就是其结构特别复杂,制造精度要求高,价格比填料密封贵很多,对维修技术和安装水平要求比较高。
3 机械密封失效原因分析
3.1 离心泵机械密封主要泄漏点
(1)动环与静环之间,动环主要靠泵内液体压力及弹簧力压贴在静环上,以阻止泄漏。(2)静环与压盖之间,属于静密封点。(3)动环与轴(轴套)之间,动环可以沿轴向窜动。(4)泵盖与压盖之间,也属于静密封点。(5)轴套与轴间的密封。
3.2 机械密封失效原因分析
我公司的一台消防稳压泵和一台循环水泵密封均使用的是机械密封,自投入使用以来,多次出现故障,主要的故障现象为:(1)试生产过程中机封有外漏现象。(2)静态试压过程中机封密封液有泄漏现象。(3)运行过程中机封密封液有泄漏现象。
出现以上问题后,我们公司检修人员对出现问题的四套机械密封进行了解体,情况如下:循环水泵机封、密封端面磨损严重,动环破裂;O型圈变形;密封表面结有水垢,轴及密封处有结垢现象,密封弹簧失去补偿能力。稳压泵机封、密封端面有磨损,静环破裂。针对以上机械密封出现的问题和拆解的情况,我们从机封的设计方面、材质方面、安装方面,以及使用方面进行了仔细的研究和分析,最后总结出了引起机械密封失效的原因主要为以下几方面。
3.2.1 机封动、静环材质问题
保证机封长期使用的首要条件是材料性能。若果出现材质匹配不合理的话,就会使密封端面磨损加剧,大大缩短机械密封的维护周期和使用寿命。密封端面材料匹配不合理,就会出现端面磨损加剧,机械密封产生振动,造成密封的过早磨损、烧伤、刮伤、破坏、开裂等后果,因此应重新选择相匹配的端面材料组合。现在常用的动静环材质,一般选用硬对硬的摩擦副,例如碳化硅、碳石墨等。
我公司循环水泵机械密封型号为8B-140,密封副动、静环为碳化硅—碳化硅配对。其他同类循环水泵使用的机械密封型号也为8B-140,密封副动、静环为碳化硅—碳化硅配对,自投运1年多未出现泄漏。通过对比,可以排除机封动、静环在材质匹配上存在问题。
3.2.2 装配不良引起的密封泄漏
由于安装不良,机械密封加水或静压试验时就会出现泄漏,引起机械密封失效。安装方面存在的问题大致有以下几点:(1)安装时碰伤、损坏动、静环接触表面.(2)动、静环密封圈损坏或安装时未被压紧。(3)动、静环表面没有清理干净,有异物夹入。(4)轴与密封腔端面垂直度不够。(5)由于密封圈压紧力不够或未安装密封圈,引起轴套处泄漏。(6)多弹簧长短不一,单弹簧不垂直,引起弹簧力不均匀。
该台泵机械密封共更换过四套。出现第一次泄漏后,就进行了拆解,发现旧密封拆解后发现密封面磨损严重,随即更换了新密封。新密封安装好后,密封试静压即出现严重泄漏,拆解后发现动环破裂,因为此时泵还没有启动,所以可以判断此套机封是由于安装不良导致密封面的损坏。第四套安装时,由于没有考虑轴串量问题,压缩量没调好,静压测试没有问题,启动就出现泄漏,拆检发现动环破裂。针对此现象,判断机封损坏原因为安装机械密封时压缩量过大,导致摩擦间隙端面严重磨损、擦伤,从而引起的动环破裂,密封失效。以上现象是典型的由于安装不良导致的密封故障。
3.2.3 设计不合理
由于设计不合理也会引起机械密封的泄漏,其常见的原因有以下几方面。一是密封端面平面度不良,造成端面接触不良,无法达到密封效果。二是密封端面设计不合理。如果端面宽度设计太宽,会增大端面摩擦,使动环和静环端面磨损加剧,引起泄漏;如果端面宽度设计太小,不易形成液膜,同样会引起密封泄漏。三是密封弹簧压力不当。弹簧压力过大时,会产生大量的摩擦热量,加剧密封端面的磨损,同时使密封面热变形;弹簧压力过小时,动静环端面比压不足,导致动、静环不能很好地贴合,造成封液快速泄漏,进而导致密封端面处于干摩擦状态,造成密封端面损坏。从日常的巡检情况分析,结合损坏密封的拆解情况,可以排除设计不当的原因。
3.2.4 机封振动偏大
振动偏大的原因一般不是机械密封本身引起的,产生振动的根源常常是由于泵的其他零部件损坏引起的,如泵轴设计不合理、加工精度不够、轴承损坏、口环磨损、工况不稳定等原因。由于泵振动异常引起了机械密封的振动偏大,最终引起动、静密封端面不平行、间隙变大等,导致机械密封失去密封效果。
通过对稳压泵的拆检,发现以下问题。(1)叶轮口环与壳体口环间隙最大为5.4mm。口环间隙过大液体产生涡流,并破坏轴向平衡力,导致振动偏大。(2)支撑轴承内径与轴径之间间隙为0.10mm,且轴表面有损伤。说明轴承与轴的配合间隙大,造成轴承与配合轴面之间产生相对运动,使轴承温度升高、振动。(3)轴承箱安装轴承处与轴承外圆间隙过大,来回晃动。(4)地脚螺丝与壳体地脚螺丝孔不同心,螺丝旋紧后对壳体产生应力引发振动。
3.2.5 泵汽蚀的原因
在化工装置中,泵的汽蚀现象很常见。常见的是由于操作不合理以及泵进口汽蚀性能不好,在泵的入口处发生局部汽蚀,汽蚀发生后,介质中的气泡会冲击叶轮入口处,使其表面出现破损;同时也会使动静环密封面间的液膜因为冲击振动不能形成稳定的流动液膜,造成动静环的密封面干摩擦,使机械密封端面损坏。从日常的巡检情况分析,结合损坏密封的拆解情况,可以排除泵汽蚀的原因。
3.2.6 使用不当
(1)泵启动前未盘车。这种现象通常是由于长期停车后,密封面粘合在一起,启动时,过大的驱动扭矩通过驱动销将静环损坏,从而导致密封失效。(2)干运转导致。发生干运转的原因一般都是泵启动前没有投密封液或密封液量不足。在密封端面干摩擦情况下,密封端面之间的摩擦系数很大,会引起由于驱动扭矩过大而导致密封端面破裂的情况。(3)操作中,当发生泵气蚀、憋压、抽空等异常状况时,往往会产生较大的轴向力,使动、静环接触面不能很好地贴合,引起密封的失效。(4)工作介质中有颗粒物,进人到密封端面间隙,损伤动、静环密封端面。
4 解决措施和建议
通过对我公司循环水泵、消防稳压泵机械密封失效原因的分析,有针对性的提出了解决措施,并进行了整改。
4.1 安装不良解决措施
由于机械密封结构复杂,制造、安装精度要求高,现场缺少必要的工装及检测手段,对于集装式机械密封,建议损坏的机封应尽量发回生产厂家进行维修,以避免由于装配不良导致机封损坏。对于非集装式机封的安装,严格按照机械密封的安装和技术要求来执行,保证机械密封的检修成功率,防止二次维修。
密封安装注意事项:(1)检查新密封端面、O型圈等有无伤痕、缺损现象。(2)检查与密封圈相接触的轴或轴套表面的质量,若发现有异常现象,则必须更换或修理后再使用。(3)安装各部分零部件时,为了防止端面变形及端面损坏,必须缓慢、均匀的用力。(4)在装配时要确定合理的压缩量,一般以弹簧总压缩量的1/2为宜,压缩量定完之后即将动环在轴上锁紧。(5)在紧固压盖前,要确认轴与壳体的同心度符合要求。紧固机封压盖时,应先对角预紧,以防止机封压偏。(6)安装完成后,应手动盘车检查压盖、静环与轴有无摩擦,盘车时应感觉均匀、轻快为合格。
4.2 振动偏大解决措施
通过对稳压泵拆检发现的问题及原因分析,进行了一系列整改措施,最终解决了振动的问题。检修完成后,试车运行状态良好,机械密封无泄漏,振动最大值为3.2mm/s,轴承温度27℃,符合设计要求,最大程度的保护了机械密封的安全运行。
具体整改措施如下:(1)重新加工口环,口环安装间隙为0.40mm。(2)重新加工了一根新轴,安装新轴承,保证了轴承与轴的安装配合精度。(3)对轴承箱缺陷部位进行了喷镀,使轴承安装符合要求。(4)将壳体地脚螺栓孔铣大,使地脚螺栓在孔内呈自由状态,消除了地脚螺栓旋紧后对壳体产生的应力。(5)加强巡检人员的技术培训,加强设备巡检,及时发现问题,及时处理,避免小隐患造成大事故的现象发生。
4.3 使用不当解决措施
针对装置出现的机封泄漏现象进行了机械密封的解体,分析出了密封失效原因,为此针对相应的问题采取了相应的措施。(1)正常启动:首先打开泵的入口阀,泵腔内引入介质,在静压状态下检查密封情况,确认有无泄漏;如果静压状态下无泄漏,可缓慢转动泵轴盘车,检查密封情况。如果出现大的泄漏情况,则可能是因为密封安装时出现问题,应马上进行拆解,仔细查找原因,找出原因并及时解决问题后重新安装机械密封;如果未出现泄漏,即可启泵。如果刚启动时出现微小的渗漏,可观察使用,若渗漏逐渐变小则可正常使用,而渗漏不断增大则说明有安装问题或密封本体有问题,应立即停泵,拆解查找原因,找到原因后重新安装机封。(2)长时间停车后,再次启动设备前,应对设备进行手动盘车。(3)加强设备状况监控,如泵的振动、密封液压力、流量等,防止由于泵振动过大、密封液流量过小等使密封失效。(4)做好日常巡检工作记录,记录设备运行是否正常、记录密封液流量、压力等,这些都是判断机械密封失效原因的重要依据。
5 结语
本文通过对神华榆林能源化工有限公司的一台循环水泵和一台消防稳压泵机械密封失效的情况进行深刻研究和原因分析,提出了相应的解决措施和建议,可减少密封失效的情况,提高机械密封的使用寿命,降低维修费用,从而保证机械密封稳定运行,保证生产设备、生产装置的安全、平稳、长周期运行。
[1]顾永泉.机械密封实用技术[M].机械工业出版社,2001,7.
[2]李宏范.泵用机械密封失效原因分析与预防措施[J].化工装备技术,2012,33(3).
[3]徐良安.机械密封失效原因分析及应对措施[J].石油和化工设备,2014,10.
TH311
A
1671-0711(2017)08(下)-0052-03