粗纺设备及生产工艺探讨
2017-08-29中国纺织机械协会齐亚滨
中国纺织机械协会 齐亚滨/文
粗纺设备及生产工艺探讨
中国纺织机械协会 齐亚滨/文
本文主要探讨了粗梳毛纺设备的现状及当前几种主流纱线的设备及上机工艺,根据原料特点调整生产工艺,使得生产的纱线达到更高品质。
粗梳毛纺 梳毛机 走锭细纱机 上机工艺
粗梳毛纺的纺纱工艺流程比较短,只有“梳”和“纺”,虽然新的纺纱技术与设备不断发展,但粗纺面料以其独特的风格及织物特性,深受人们的喜爱。针织和机织的羊绒呢、针织羊绒衫及各种高档次的丝绒混纺、多种原料混纺的产品也越来越受到消费者的欢迎。随着消费者对高档次、轻薄型粗梳毛织品的要求提高,对粗纺梳毛纺设备的工艺优化、精度提高也有了更多的期待。
一、粗纺设备现状
国内的粗梳毛纺设备生产厂家已很少,近几年国外厂商也经历了重组与合并,重组整合后优势、技术力量均得到加强,如博尼诺公司收购HDB公司,产品机械精度得到了提高,品种也有所扩展。
粗纺梳毛机,通过变频器控制系统使各单元组的各电机实现同步传动,替代了原来前、中、后梳理机组采用机械式方法,一个电机通过长轴、多个齿轮箱传动来达到相互之间同步动作的技术。
粗纺细纱机有环锭和走锭两种形式,新型环锭比走锭占地面积少,国内羊绒企业大部分配备有Bigagli走架细纱机。Bigagli(毕加利)细纱机从走锭到目前第四代B6系列立锭走架细纱机,已有100多年的历史,B6.6走架细纱机最大长度70多米、1060锭、锭间距离65mm、纺纱行程6m、出纱速度能够达到每锭18m/min。该机型从设计上将电子技术、纺纱工艺及机械技术结合,通过准确控制牵伸和卷绕来保证纱线的品质,同时还具有记忆功能,当进行相同或类似品种纺纱时,设备可自动重新装载设置上次纺纱的工艺参数,为技术人员提供参考,也保证了纱线品质的一致性。
二、纺纱流程中设备及工艺探讨
毛纱纺制的好坏以及能否达到设计要求,除了原料本身的因素外,还与机器的运转、生产车间的温度、湿度等因素有着直接关系。下面以一家纺纱工厂、就近期市场上流行的几种纱线来研究探讨粗梳毛纺纺纱的工艺参数、生产车间温湿度控制以及机械设备运行情况:
1、机械设备。该工厂所使用纺纱设备如下:和毛机为意大利cosmatex W1000,梳毛机采用的是意大利cosmatex W2000,细纱机为意大利bigagli B5-SE(立锭走架),络筒机为德国schlafhorst X5 RM自动络筒机,并线机为日本murata NO.28,捻线机为日本murata NO.373-II。
2、纺制产品。根据市场情况,选取热销的纯羊绒纱、绒毛混纺、貉绒混纺三种纱线进行介绍,支数:26支,纱线配比情况见表一,原料各项指标见表二:

表一 纱线配比表

表二 原料指标明细表
3、纺纱各工序的工艺
(1)和毛:纯绒和毛绒混纺纺纱是比较成型的工艺,需要注意的是和毛时绒和毛要尽量少过和毛机,采用风机混合的方式,过机遍数多则易产生球状,在后道梳理时容易产生毛粒和混色不匀现象,影响纱线质量。
貉绒混纺和毛回潮不宜过大,还需注意的是尽量避免油水直接加在化纤上,容易造成粘并、梳理时产生缠车现象,影响分梳效果。
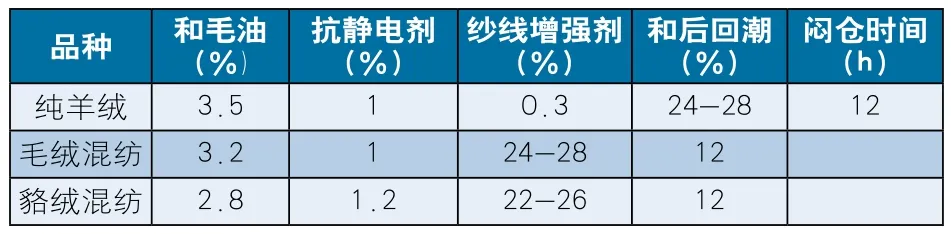
表三 和毛工艺主要参数
(2)梳毛:纺制三种纱线时,梳毛车间的温度应保持一致,控制在26~28℃即可;湿度在纺不同原料时要有所不同:纺制纯绒纱、毛绒混纺纱时,车间湿度应控制在58~62%;生产貉绒混纺纱线时车间湿度应提高到63~67%。因貉绒比重较羊绒轻,生产过程中易产生飞毛,而且化纤容易产生静电,加大湿度则可以减少飞毛和静电的产生。
还需注意的是貉绒混纺纱上机时要降低梳毛机锡林的转速、减小锡林与道夫的速比,这有利于减少飞毛的产生和改善纱线条干。
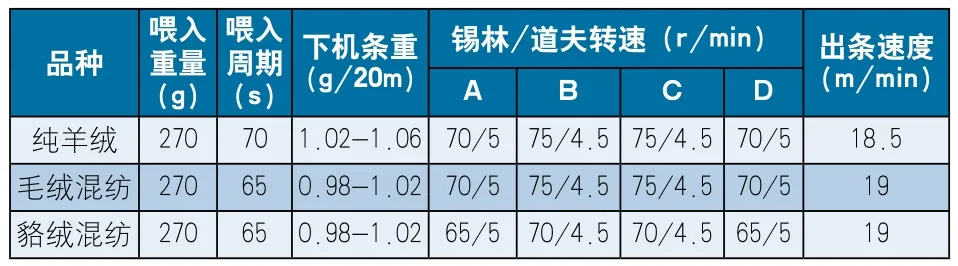
表四 梳毛上机工艺参数
(3)细纱:成品纱支为26支,细纱实际设计支数为25.8支,因为要考虑到后道工序会有意外牵伸产生。纯绒和毛绒混纺捻度按照常规设计,貉绒混纺纱线的捻度要低些,因为貉绒织物本身的风格就是绒面大、饱满,消费者更喜欢绒面饱满的感觉,低捻度更能体现其特点。细沙机的牵伸倍数根据原料特点也有所不同,毛绒混纺和貉绒混纺纤维卷曲不如羊绒,故采用较小牵伸。

表五 细纱工艺设计
从表六可以看出,所纺貉绒混纺纱线条干稍差些,结合现场实际情况分析认为是貉绒在梳毛过程中纤维间抱合较差、容易产生飞毛造成。解决办法:在保证和毛后回潮的前提下,延长闷仓时间,一般延长到24小时较为合适。

表六 细纱检测指标
(4)络并捻工序:后道工序工艺相对成熟,根据纱线原料特性,工艺稍有不同。
络筒(槽筒线)速度:纯绒纱线为1600m/min,毛绒混纺和貉绒混纺纱线为1400m/min。
并线(槽筒线)速度:纯绒纱线为570 m/min,毛绒混纺和貉绒混纺纱线为520 m/min。
捻线锭速:纯绒纱线为4600r/min,毛绒混纺和貉绒混纺纱线为4400r/min,出条(槽筒线)速度,纯绒纱线为34m/min,毛绒混纺和貉绒混纺纱线为30m/min,如此设计是基于纯绒纱线的羊绒纤维抱合力较好,考虑到适当提高生产效率,纯绒纱线的锭速和出条速度可以高一些;其它两种混纺纱线,其原料纤维的抱合力较差,设计的锭速和出条速度均低些。
三、小结
按工厂内控质量标准要求,对三种成品纱线进行抽样检测,检测结果如表七所示:

表七 成品纱线检测指标
三种纱线根据其原料特性及设备特点,所用工艺恰当,成品纱线检测指标及织物风格均符合客户要求。
