弱钢性桶形零件的组对焊接
2017-08-23李宁
李宁

摘 要:在弱钢性零件加工的过程之中,很容易出现变形的情况。特别是对于弱钢性桶形零件来讲,如果出现变形,那么整个产品的质量都会受到严重的影响。在焊接的过程之中,因为受到局部高温的影响,如果焊接的处理不当,就很容易导致加工精度达不到要求。文中从实际产品的生产情况出发,针对弱钢性桶形零件的特点,尽可能减少各种因素带来的不良影响,就如何更好地完成弱钢性桶形零件的组对焊接进行探讨,以期可以获得更加稳定、质量更好的产品。
关键词:弱钢性 桶形零件 组对焊接
中图分类号:TV547.6 文献标识码:A 文章编号:1674-098X(2017)06(a)-0118-02
近年来,随着工业的快速发展,人们对于各种机械零件的质量、可靠性的要求越来越高,在零件焊接的过程之中,会受到诸多因素的影响,如果不能够有效控制,那么将会对零件的焊接质量带来严重的影响,严重时甚至是可能会导致零件报废。因此,如何在进行焊接的过程之中有效控制焊接质量,对于零件加工非常重要。
1 产品描述
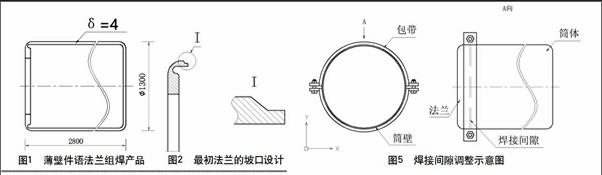
笔者工厂有产品如图1所示。该产品属薄壁件与法兰组焊。该产品尺寸较大,受场地与设备限制,在组对焊接过程中只能水平放置。产品的法兰与桶件组对焊接同轴度要求Φ2 mm,精度要求较高。产品的壁厚4 mm是薄壁件。钢性较差。
2 难点分析
由于该产品壁厚与直径的比值较大,钢性非常差,在组对法兰前自然水平放置状态下,口部圆度误差可达到50 mm左右。在与法兰组对中如不采取措施无法进行组对焊接工作。另外,该产品的同轴度要求也比较高,因此在组对工作中法兰与筒体的错边量的控制显得格外重要。
3 焊接坡口形式分析
考虑到该产品的同轴度要求较高,最初法兰的坡口定为图2的样式,前端带有一段定位直口,这样当筒体装入直口后其产品的同轴度就可以得到有效的保证。但在实际组装过程中发现因为筒体的钢性太差无法组装到位。后又考虑改变坡口形式,改为如图3样式,使之和筒体形成对接坡口,这样相对容易,但对同轴度的保证需要采取相应措施。
4 组对方法与措施
在组对工作中,研究人员设计了相对简单的工装,如图4所示,研究人员称之为包带。该包带分为上下两个部分,其组装后内径尺寸刚好为产品的外圆直径,上下两部分间距30 mm,包带壁厚为20 mm,宽度为150 mm。用该工装可将产品的法兰与筒体箍在一起,通过旋紧两侧螺栓,可将筒体与法兰固定到位,并且可以调节焊接间隙(如图5所示)。
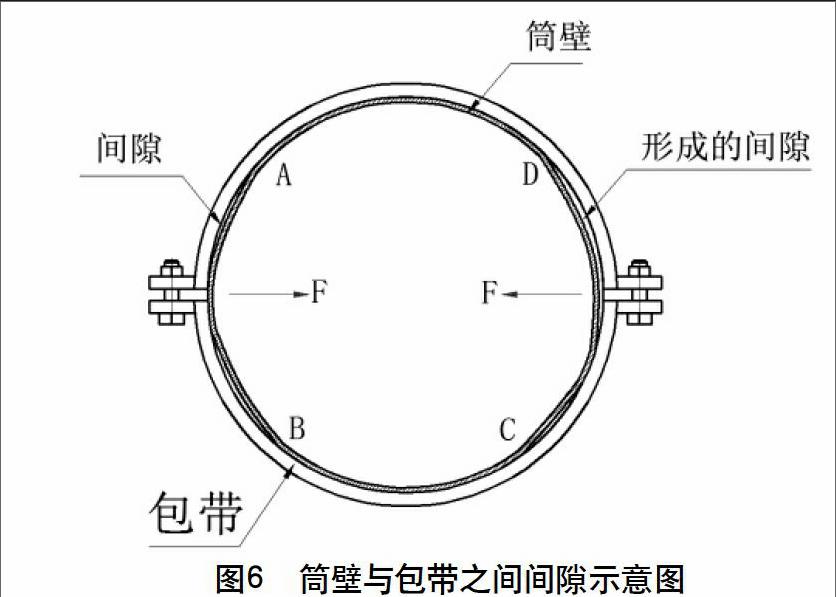
在操作过程中,研究人员发现在旋紧螺丝的过程中随着旋紧力的加大,在包带两侧的耳片附近,筒壁会与包带之间产生间隙如图6所示。AB、CD之间会形成间隙,究其原因是因为在旋紧螺丝过程中除了上下的力量之外,还会形成一个分力F,它会使包带图示方向收缩,将筒壁向内顶出间隙,它与包带上螺栓的位置密切相关,螺栓越靠外侧,这种情况越严重,反之则改善许多。在确定螺栓孔位置要注意这点,应该尽量靠近包带内侧。鉴于以上情况,研究人员在组焊过程中调节好焊接间隙旋紧螺栓后,先将法兰与筒壁吻合较好的AD段与BC段点焊固定,再次旋转螺丝,这时,AB与DC段吻合情况也非常好,再将这两段点焊固定。
组对完成后,为防止松掉包带,焊点崩开,因此先不拆卸包带,在产品内侧先用氩弧焊焊接一遍,再拆卸包带。然后将产品外侧坡口处的焊瘤熔渣等打磨干凈,最后进行施焊。
5 结语
通过以上的组对方法和采取的措施,解决了该产品因钢性差与法兰无法顺利组对的问题,并且同轴度也得到了有效保证,使该薄壁筒形零件顺利通过验收。
在压力容器的设计原则中要求避免采用刚性过大的焊接结构。这是因为刚性大就会导致焊接构件在施焊的时候会在膨胀与收缩的时候受到约束进而产生出较大的焊接应力,而使得整个壳体容易因为操作条件的波动变形受到约束而产生弯曲应力。所以在设计之中要尽可能地避免。而在此产品之中采用的是弱钢性零件,如不采取措施无法进行组对焊接工作,这些都使得焊接难度增大,文中所提出的方法只是针对该产品来讲的,是否普遍适用还需要进一步分析。
参考文献
[1] 马永春.大型空分装置铝镁合金塔器现场组对焊接施工质量控制[J].科技视界,2015(9):83-84.
[2] 彭昌永,周定果,李亚非.大面积薄厚度非对称弱刚性不锈钢钣金件的焊接变形控制[J].焊接,2014(10):61-63,71.
[3] 朱志前,张建军,邹鹏举,等.密排管座集箱的地面组对焊接工艺[J].锅炉技术,2012(3):60-62.
[4] 赵巧良,金巧芳,朱水亭,等.大口径衬环法兰的组对焊接[J].热加工工艺,2012(1):184-185.
[5] 朱小军.大型薄法兰组对焊接问题分析[J].现代商贸工业,2011(22):308-309.
[6] 王九彪,张玉成,董显林,等.法兰与柱管组对内外环缝自动焊接设备研制[J].辽宁工业大学学报:自然科学版,2011(4):257-260.
