吴氏平面精锉操作法
2017-08-23吴清
摘 要:笔者在钳工实训教学实践中,对精锉平面的操作方法进行了一些创新性的探索,在此提出吴氏平面精锉操作法,该操作方法主要用于锉平工件表面并达到平面度要求。精锉工件平面时,既要知道工件表面的形面缺陷,还应知道锉刀的刀面特点,要根据形面缺陷类型,合理选用精锉方法,进行有针对性的锉削,这样才能高效、快捷地锉平工件表面。
关键词:平面锉削 锉削工艺 形面缺陷类型 刀面特点 精锉操作方法 注意事项
中图分类号:TG93 文献标识码:A 文章编号:1674-098X(2017)06(a)-0110-05
精锉工件表面并达到平面度要求,将涉及工件、锉刀与操作方法三者之间的关系,文章就这三者之间的关系进行分析与描述。文章内容包括锉削工艺、形面缺陷类型、刀面特点、精锉操作方法、注意事项等。
1 锉削工艺
锉削工艺一般分为粗加工锉削、半精加工锉削和精加工锉削。
1.1 粗加工锉削(粗锉)
当加工余量大于0.5 mm时,一般选用16″~12″的粗齿、中齿锉刀进行大吃刀量加工,以快速去掉工件大部分余量,留下半精锉余量0.5 mm左右。
1.2 半精加工锉削(半精锉)
当加工余量介于0.5~0.1 mm时,一般选用12″~8″的中齿、细齿锉刀对工件进行小吃刀量加工,并减少由粗锉加工产生的形状与位置误差,留下精锉余量0.1 mm左右。
1.3 精加工锉削(精锉)
当加工余量小于0.1 mm时,一般选用8″~4″的细齿、双细齿锉刀以及整形锉对工件进行微小吃刀量加工,用以消除由半精锉加工产生的形状与位置误差以及锉痕,最终达到尺寸、形状、位置精度以及表面粗糙度等技术要求。文章主要强调消除形状误差以达到平面度要求。
2 形面缺陷类型
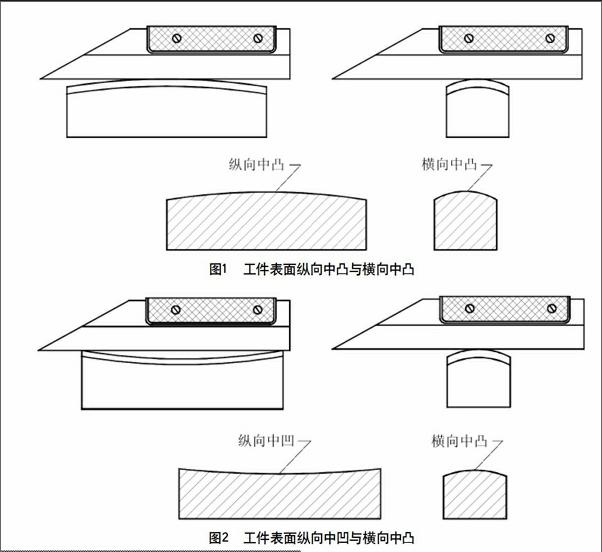
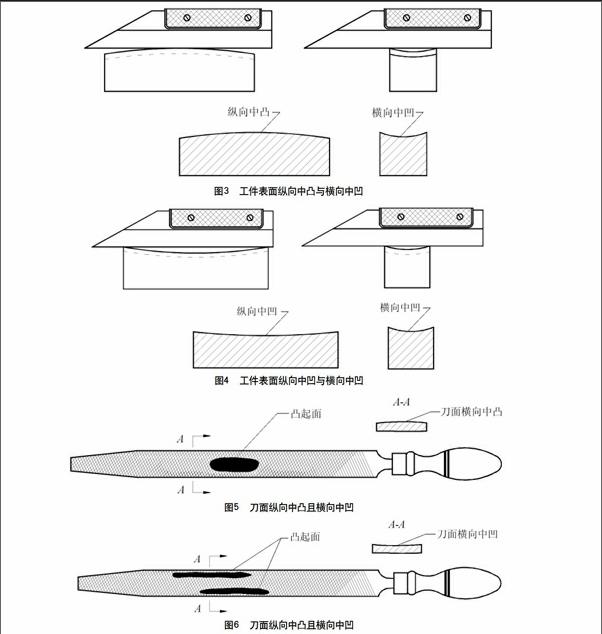
以锉削长方体(120 mm×20 mm×22 mm)平面为例,粗锉、半精锉工件平面时容易产生一些形面缺陷,较为典型的形面缺陷有工件表面纵向中凸与横向中凸(如图1所示)、工件表面纵向中凹与横向中凸(如图2所示)、工件表面纵向中凸与横向中凹(如图3所示)、工件表面纵向中凹与横向中凹(如图4所示)等4种类型。
3 刀面特点
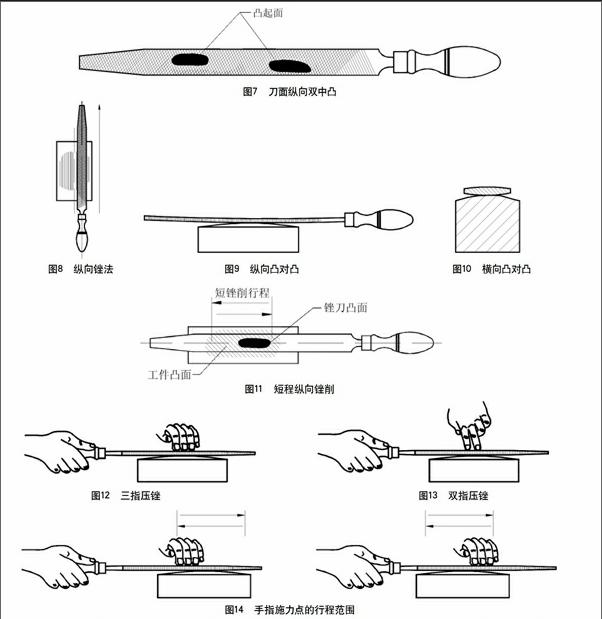
锉刀刀体由于淬火的原因,会有一定的变形,因此,锉刀的刀面并不是很平整的。以扁锉为例,一般在刀面的纵长方向和横截方向略呈不规则的凸凹状,凸起面和凹陷面的分布情况对于每把锉刀而言都不尽相同,但其典型特征大致有3种:第一种是刀面纵向中凸且横向中凸(如图5所示);第二种是刀面纵向中凸且横向中凹(如图6所示);第三种是刀面纵向双中凸(如图7所示)。纵向中凸且横向中凸的刀面最适宜于平面精锉加工。观察刀面状况的方法是在刀面涂满粉笔灰,并用手指自后向前压实一些,然后再在工件表面锉件削五六次,就可以看出刀面颜色较黑的区域就是凸起面。
锉刀刀面涂粉笔有3个作用:一是可以看出锉刀的刀面状况;二是容易去掉嵌在刀齿间的切屑;三是可以减少吃刀量,降低工件表面粗糙度。
4 精锉操作方法
为消除粗锉、半精锉工件平面时的形面缺陷,主要采用“凸对凸、短程纵向锉法”“凸对凸、短程横推锉法”和“凸对凸、短程拉动锉法”等3种平面精锉操作方法。
4.1 凸对凸、短程纵向锉法
纵向锉法是指锉刀推进方向与工件表面纵向中心线相平行的一种锉削方法,如图8所示。长行程纵向锉法主要用于粗锉加工,短行程纵向锉法主要用于半精锉、精锉加工。凸对凸、短程纵向锉法的特点是锉刀的凸面纵向锉削工件的凸面,即纵向凸对凸(如图9所示);锉削时,还要注意锉刀的凸面应置于工件凸面的中部,即横向凸对凸(如图10所示);短程是指短锉削行程,即是锉刀凸面的锉削行程须控制在工件凸面的范围内(如图11所示)。进行凸对凸、短程纵向锉法时,左手可采用三指压锉(如图12所示)与双指压锉(如图13所示)的手法,即施加压力的手指须置于刀面凸起部位的上面,以保证锉削的有效性。锉削时,施加压力的手指不得超越工件凸面的范围(如图14所示)。
凸对凸、短程纵向锉法,主要用于消除工件表面纵向中凸与横向中凸、工件表面纵向中凸与横向中凹等形面缺陷。
4.2 凸对凸、短程横推锉法
横推锉法是指锉刀刀身与工件表面纵向中心线相垂直,推进方向与之相平行的一种精锉方法(如图15所示)。凸对凸、短程横推锉法的特点是将扁锉刀的凸面横向锉削工件的凸面,即横向凸对凸(如图16所示);短程是指短锉削行程,即是锉刀凸面的锉削行程须控制在工件凸面的范围内(如图17所示)。进行凸对凸、短程横推锉法时,双手采用大拇指与其他四指相对捏住锉刀两侧面的手法(如图18所示),还要注意双手与工件两侧的距离应控制在10 mm左右,若距离过远,在锉削时,易产生横向摆动。
凸对凸、短程横推锉法主要用于消除工件表面纵向中凹与横向中凹、工件表面纵向中凹与横向中凸等形面缺陷。
4.3 凸对凸、短程拉动锉法
拉动锉法是将扁锉刀垫以铜钳口并夹在虎钳上(注意应将有凸面的刀面置于上面,夹持方法(如图19所示),再将工件用手握持放在锉刀凸面上,通过自前向后地短程纵向拉动来进行加工的一种精锉方法(如图20所示)。拉动锉法主要用于形体较小或较窄工件平面的精锉加工,其效果尤为明显。
凸对凸、短程拉動锉法,主要用于消除工件表面纵向中凸与横向中凸等形面缺陷。
5 注意事项
在进行精锉平面的操作时,需要注意3个问题:锉削速度、锉削行程与防止锉削过量。
5.1 锉削速度
一般而言,速度愈慢则愈平,这是因为速度愈慢,动作就愈平稳,工件表面就锉得愈平整,但是,速度也不能过慢,否则会影响加工效率,故建议锉削速度以35次/min左右为宜。
5.2 锉削行程
一般而言,行程愈短则愈平,这是因为行程愈短,则锉刀的摆幅就愈小,工件表面就锉得愈平整,故锉削行程应视工件表面凸起状况而定。
5.3 防止锉削过量
精锉工件平面时,主要是利用锉刀的凸面对工件表面的凸起部位进行加工,在锉削时,要注意及时进行平面度检测,以防止锉削过量。若纵向锉削过量,工件表面就会产生纵向中凹;若横向锉削过量,工件表面就会产生横向中凹,这样就容易形成新的形面缺陷,因此,一定要注意防止锉削过量超差。
6 结语
一般而言,经过粗锉、半精锉后的工件表面具有一定的形面缺陷,其主要特征是中凸;而人们用的扁锉,其刀面一般也具有凸凹状的特点。因此,精锉工件平面的核心问题,就是要利用锉刀的凸面对工件表面的凸起部位进行针对性很强的加工。要根据工件表面的形面缺陷类型,灵活利用锉刀的刀面特点,合理选择精锉操作方法,就可以高效、快捷地锉平工件表面。
参考文献
[1] 吴清.关于锉削操作方法的探讨[J].吉林职业师范学院学报:教研版,2000(12):82-83.
[2] 吴清.锉削操作技法[J].工具技术,2002(9):71-73.
[3] 吴清.平面锉削的操作要领和基本锉法[J].机械工人:冷加工,2007(10):40-41.
[4] 吴清.钳工基础技术[M].北京:清华大学出版社,2011.
[5] 吴清.看图学钳工锉削技能[M].北京:化学工业出版社,2014.
