35kt/a年硫磺回收装置烟气SO2达标改造
2017-08-22徐明彬中华弘润石油化工有限公司山东潍坊262500
徐明彬(中华弘润石油化工有限公司,山东潍坊262500)
35kt/a年硫磺回收装置烟气SO2达标改造
徐明彬(中华弘润石油化工有限公司,山东潍坊262500)
从装置实际运行情况分析引起硫磺回收装置烟气二氧化硫超标的因素,并针对各影响因素提出了技改方案,通过技改落实,实现装的烟气二氧化硫达标排放。
硫磺回收;烟气;二氧化硫
1 工艺简介及运行情况
1.1 装置工艺简介
公司3.5万吨/年硫磺回收装置,设计年回收硫磺3.5×104t/ a,操作弹性为40%-115%。硫磺回收部分采用成熟的Claus工艺,尾气处理单元采用Scot加氢还原吸收工艺,尾气吸收剂采用的是30%甲基二乙醇胺溶液。硫磺回收部分的单程转化率96.4%,总硫回收率99.8%。装置设计焚烧后尾气中SO2排放指标符合国家标准GB16297-96表中的二级标准,排放浓度不大于960mg/m3,净化尾气中总硫 300ppm(v)。
1.2 装置运行情况
2013年9月12日3.5万吨/年硫磺回收装置尾气部分开工运行,装置原料稳定,工艺运行平稳,各项工艺指标均在控制范围内。但通过烟气在线监测及对尾气取样化验分析,装置烟气SO2浓度在1000mg/m3左右,净化尾气总硫在220-580mg/m3,达不到设计排放指标要求。
2 烟气SO2超标原因分析
车间经过分析,查找超标原因,并根据超标原因制定了相应的技改措施。现将装置存在问题及对应的技改措施汇总如下:
2.1 脱硫醇尾气的影响
3.5 万吨/年硫磺回收装置在设计时,将焦化、汽油加氢、气分装置的脱硫醇尾气引入尾气焚烧炉,经尾气焚烧炉燃烧后排放。脱硫醇尾气含有硫化氢、硫醇、硫醚等物质,硫化物含量较高,燃烧后生成SO2,因而会使烟气中的SO2含量增加。通过将硫醇尾气切除试验,烟气中的SO2质量浓度能够降低300-500mg/m3左右。
2.2 液硫池抽空尾气的影响
烟气中SO2超标另一主要原因为液硫池抽空尾气,装置设计将液硫抽空尾气直接引入焚烧炉燃烧,抽空尾气中含有一定量的硫化氢、硫、SO2,燃烧后生产SO2在,增加了烟气中SO2的含量。装置生产的液硫中含有约300μg/g左右的硫化氢,液硫经过脱气处理后一般低于50μg/g。脱除的硫化氢进入焚烧炉燃烧,会使烟气中的SO2质量浓度增加100mg/m3-200mg/m3。
2.3 过程气阀门内漏的影响
尾气焚烧炉跨线切断阀及尾气加热器出口跨线切断阀都是蝶阀,开工运行一定时间后,由于积杂等蝶阀会有一定的泄漏量,会造成部分未经加氢处理的尾气直接进入焚烧炉燃烧。根据尾气现场流程分析和充氮气试验验证,HV-7201B、HV-7206存在泄漏,对排放烟气中的SO2也存在一定的影响。
2.4 胺液品质低,吸收效果差
3.5 万吨/年硫磺回收装置
由于尾气吸收部分操作压力比较低,因此尾气吸收塔对胺液品质的要求就会提高,一般要求贫液硫化氢不大于1g/L,热稳定盐不能大于1%,并保持溶液清洁,胺液浓度也要相应的提高,一般在35%-45%。因现阶段胺液再生装置采用集中再生,处理焦化、催化、蒸馏、加氢装置的脱硫富液,所以胺液的品质和质量相对较差。
3 装置技改落实内容
3.1 脱硫醇尾气改造内容
根据公司实际情况,硫醇尾气进焦化加热炉燃烧或进TMP装置,与TMP废气一起脱硫脱硝处理后排烟囱,不在进硫磺装置尾气焚烧炉。
3.2 脱汽池抽空尾气改造内容
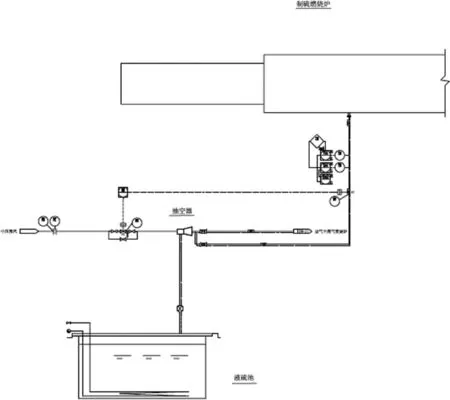
在现有的脱气工艺基础上,通过蒸汽喷射器将液硫池顶部的气体加压后送入制硫炉燃烧,即可实现硫化氢回收利用,又可以避免抽空尾气进入焚烧炉燃烧后影响烟气SO2排放指标。
改造后的工艺流程图为:
3.3 焚烧炉尾气跨线增设双阀
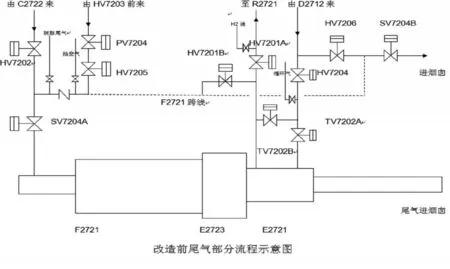
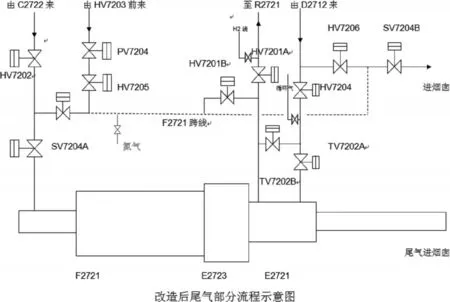
根据装置过程气、尾气流程实际情况分析,HV-7206、HV-7201B存在内漏,泄漏的硫化氢会直接进入焚烧炉。因此,本次改造在F-2721跨线后端增设一个密封等级较高的气动阀门,并在跨线上配置氮气充压点。增设阀门是为了将跨线与运行管线隔离;设注氮点向其内部充氮气,既可以避免过程气内漏,又可以保护跨线减少腐蚀。
改造前流程示意图为:
改造后流程示意图为:
4 改造后的运行情况
通过检修改造,针对影响制硫烟气排放指标的几个主要因素,都进行了改造。脱硫醇尾气改至焦化加热炉燃烧,不再进尾气焚烧炉;液硫抽空尾气改入制硫炉回收利用;焚烧炉跨线也增设了跨线双阀及注氮阀;胺液吸收问题由于受全厂规划影响本次没有进行改造。
装置改造开工后,投用烟气在线分析仪,在焚烧炉跨线不投用保护氮气、胺液吸收运行良好的情况下在线分析仪检测烟气SO2能够稳定在200mg/m3左右;焚烧炉跨线保护氮气投用后,烟气SO2能够降至100mg/m3左右。
5 结语
通过实际运行分析,硫磺回收装置烟气二氧化硫排放超标的主要影响因素一般由脱硫醇尾气、液硫抽空尾气、阀门内漏、溶剂吸收效果几方面。针对装置存在的问题,车间进行针对性技改,在保持硫磺回收装置在现有的工艺条件下(克劳斯+斯科特),实现了烟气二氧化硫200 mg/m3的低标排放。
[1]李鹏,刘爱华.影响硫磺回收装置SO2排放浓度的因素分析[J].石油炼制与化工,2013,4(4)75-79.