硫酸生产系统大联锁优化改进实践
2017-08-17俞志荣徐彦飞吴韩辉
俞志荣,徐彦飞,吴韩辉
(广东广业云硫矿业有限公司,广东云浮 527300)
设备与自动化
硫酸生产系统大联锁优化改进实践
俞志荣,徐彦飞,吴韩辉
(广东广业云硫矿业有限公司,广东云浮 527300)
分析了硫精矿制酸系统中关键装置异常运行时存在的安全环保风险以及对后续工序的危害,通过对现用联锁系统的现场实际运行情况了解和电气控制技术分析,找出硫酸生产系统大联锁存在的设计缺陷和技术漏洞,最终在DCS控制系统的配合下对硫酸大联锁控制进行优化改进,既完善了硫酸大联锁系统的防护功能,又提高了生产装置运行的安全性和可靠性,避免了生产系统出现大范围的设备故障和对周边环境的严重污染,同时也保障了硫酸生产系统运行的连续稳定,降低生产成本,增加了一定的社会效益和经济效益。
硫酸 大联锁 风机 酸泵 变频器
某硫酸生产企业的200 kt/a硫铁矿精矿制酸装置,因工艺设备自身、现场环境等因素的影响,一些关键设备出现异常停运现象。此时如果大联锁系统不能够准确可靠动作,而操作人员又不能够及时发现相应故障,并紧急处理,极有可能会引起较大安全、环保事故的发生,给企业造成的财产损失和负面影响,为此,该企业根据硫酸工艺要求和现场设备运行实际情况,对硫酸生产系统大联锁进行优化改进,从而保障了生产连续、高效、安全运行。
1 大连锁控制异常引发的事件分析
1.1 增湿塔坍塌
2013年7月,硫酸生产系统运行正常,某个中班21∶00左右,增湿塔循环泵电机与泵之间的联轴器损坏,增湿循环泵停运较长时间,大联锁系统和现场操作人员都未及时监测到并进行处理,导致从电除尘器输送过来的320 ℃左右炉气得不到增湿冷却;增湿塔塔体迅速升温,最终导致增湿塔塔体内部衬层坍塌,企业全线停产时间1个多月,经济损失在100万元以上。经调查分析,导致事故发生的主要原因是增湿塔循环泵停运较长时间,高温炉气使增湿塔内衬材料温度升高,强度降低引起坍塌;根本原因是DCS监测信号与大联锁控制信号都引至电机运行状态信号,而此事件中故障设备与监测信号不能够同步表现出来,即电机运行状态信号不能够有效表示出循环泵的真实运行状态,给操作人员和DCS监测系统造成设备仍然正常运行的假象,没有发现并处理。次要原因是操作人员责任心不强,监测、巡检不到位,没有及时发现设备异常情况,最终导致较大生产设备事故的发生。
1.2 尾气烟囱冒出大量含硫气体
2013年年底,操作人员发现尾气监测系统发出超限报警,同时观察到烟囱有大量的白色烟气冒出,根据经验判断很有可能是含硫气体超标所致,该企业立即对现场进行紧急排查处理,5 min后恢复正常。事后技术人员分析:引起该事件的直接原因是二吸塔酸泵突然故障停运,大量SO3气体得不到有效吸收而进入烟囱被排出;根本原因是原设计中吸收酸泵没有自动重启功能,也没有被设计进大联锁系统。虽然此次事件被及时发现并进行紧急处理,持续时间比较短,但影响相对较大,同时也提醒企业在生产系统中存在较大的安全漏洞,必须完善改进。
1.3 沸腾炉下料皮带烧断
2015年7月16日,二氧化硫主风机因故跳闸,而炉前风机没有可靠联锁停机,操作人员也没能够及时发现并处理,导致沸腾炉内高温火焰在正压作用下从下料口喷出,把2条下料皮带中的1条烧断,造成单边下料耗时2 d,严重影响企业经济效益和生产效率。调查分析发现:主要原因是二氧化硫主风机与炉前风机的联锁控制出现了不能够可靠动作的情况,技术人员排查后发现联锁控制是通过DCS来实现的,而DCS的联锁控制信号是通过一个熔断器保护后才接入现场电气停机控制的,事发时该熔断器刚好是烧断的,从而导致了该事故的发生。
这几例安全事件都直接或间接地反映出该企业安全生产大联锁系统存在安全隐患和工艺联锁控制设计漏洞,对安全、环保、清洁生产和企业的经济效益都造成较大的影响。必须根据工艺生产需要和现场控制实际进行优化改进,在尽量降低改造成本的基础上重新设计出更加科学、合理、完善的控制逻辑和联锁流程。为此,该企业技术部门努力攻关,以电气控制系统为主导,在DCS控制系统的配合下,成功设计并实施完成了该公司硫酸生产系统大联锁控制系统的优化改进。
2 硫酸系统大联锁优化改进技术方案
2.1 改造措施分析
根据对上述硫酸生产系统大联锁相关事件的分析,结合目前企业生产现场的工艺生产流程和电仪控制原理,参考大联锁控制逻辑的实际运行情况,确定通过电仪控制系统的原理设计和联锁逻辑的进一步完善来完成硫酸生产系统大联锁的优化改进工作,可以采取以下措施来实现。
1)根据硫酸生产工艺和现场设备实际运行情况,把吸收酸泵的运行状态监测信号一起接入大联锁系统中,并且加入相应的压力/电流检测信号;在干燥酸泵、吸收酸泵中任何一台酸泵出现故障的情况下都可以触发大联锁动作,使得关键重要设备都参与到大联锁控制的范围内,避免了设备异常运行时导致安全、环保事故的发生,同时单台设备3个信号交叉监测也大大提高了大联锁系统运行的可靠性,有效避免了因监测信号异常导致的系统停机情况发生。
2)对酸泵电机运行状态信号进行重新设计选择,避免上传虚假(不能真实反应设备现场实际运行情况)运行信号的发生。使电机的运行状态与上传信号实时同步、真实、直接,保证传送给DCS控制系统和操作人员监控的状态信号与设备的实际运行情况相一致,避免误操作、误判的、处理不及时等情况的发生,从而提高硫酸生产装置和大联锁系统运行的可靠性和高效性。
3)对变频器控制系统进行优化改进。在供电系统出现电压波动等瞬时异常情况时,使变频器能够有效分析并躲过此类故障情况或自动重启控制,而传送至DCS控制和监控的状态信号保持不变,从而提高大联锁控制系统的稳定性,生产装置安全运行的连续高效性。
4)设计增加大联锁触发控制信号运行的声光报警功能。当参与大联锁控制系统的任意一个关键环节出现需要大联锁动作的信号时,大联锁声光报警器同步报警,提醒操作人员进行及时监控,注意各项指标是否正确稳定运行,避免设备故障造成大联锁动作不可靠的情况下,操作人员处理不及时。
2.2 改造方案
改造后的大联锁控制逻辑见图1。
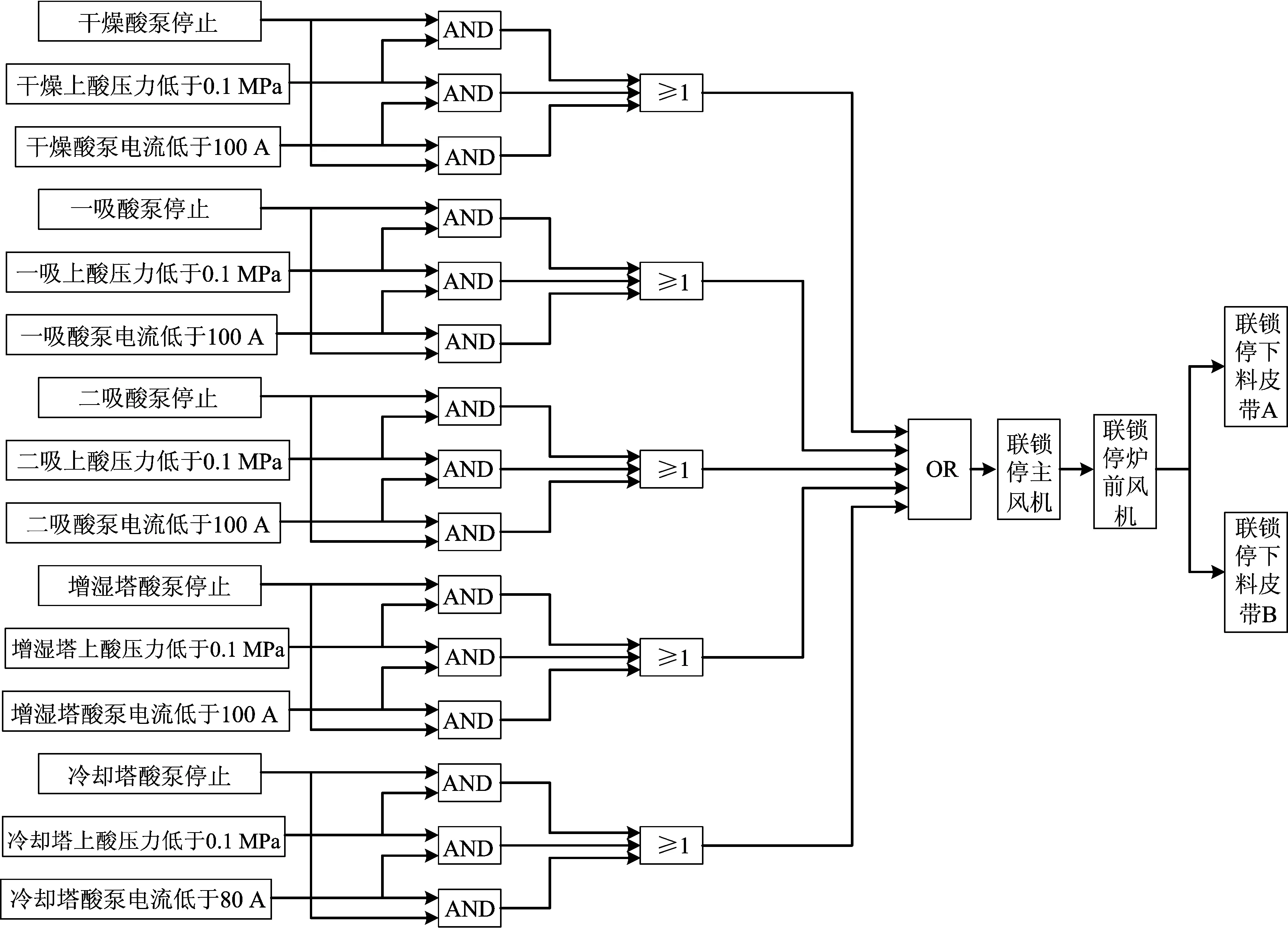
图1 改造后的大联锁控制逻辑
根据以上分析,提出并制定了对硫酸生产系统大联锁控制的优化改造方案。主要从以下几个方面进行改造。
1)对原来的大联锁控制逻辑进行重新优化、增加、完善。在增加一吸、二吸酸泵信号进入大联锁控制系统参与联锁控制的同时,每台酸泵的联锁控制信号由原来的单一运行状态信号设计增改为其对应的运行状态信号、电流信号、压力信号。共同检测参与,在同时具有两个或以上条件具备的情况下才触发大联锁动作;从而大大提高大联锁控制信号的可靠稳定,避免虚假信号的传输,可以最大限度的降低控制元器件故障造成的联锁停机情况,为生产装置的连续、高效、安全运行提供保障。
2)对酸泵控制原理进行彻底的分析。根据前面的现状调查和对原设计原理图的分析研究,发现选取的酸泵运行状态信号为辅助继电器的一个常开信号,与变频器的真实运行状态不能够始终保持一致,仅在人工进行启停操作时两个状态信号才能够相一致[1];所以重新选取变频器的内部运行信号作为联锁控制的状态信号,信号直接准确,与酸泵的运行状态始终保持在同步状态,提高控制系统的精度和可靠程度,避免了设备误动作、人员误操作的可能性。
3)对变频器进行自动重启动控制设计改进。根据故障类型设置自动重启动等待时间和启动次数,同时闭锁大联锁动作信号延时输出,既可以有效避免电网波动对生产系统连续性的影响,又可以避免现场设备出现故障的情况下强制带病运行的情况,从而保证利益最大化和故障最小化的设计控制。
4)对参与大联锁控制系统的各相关参数都设置报警功能,同时对大联锁触发信号增设声光报警器,既提醒操作人员要注意触发信号的控制动作是否正常,是否需要人工进行其他相应的紧急操作;又警示值班人员要时刻注意大联锁动作后各指标的运行控制情况,保证整套生产装置联锁动作后的安全稳定性。
改造方案选用电气现场控制设备改造、设置、调试和控制室DCS系统控制逻辑与控制程序的设计、修改与完善相结合的方式,既可以把大联锁运行控制需要的所有控制、保护、监测、联锁等都集中在一起,大大简化了外部控制系统的结构和改造成本;又可以方便地满足生产系统控制所需的多样化和灵活性,使硫酸生产系统大联锁控制功能更加完善,流程更加直观,故障率和误动作的风险大大降低。
3 运行中遇到的问题
1)运行过程中曾遭遇过一次雷雨天气,干燥酸泵跳闸后,还没有进行重启动,硫酸系统大联锁就联锁动作,生产系统全线停机。后经现场排查,现场设备没有损坏。从DCS查看运行参数的历史趋势曲线发现,干燥酸泵在跳闸后,自动重启动功能还没能发挥作用的时候(故障检测和故障复位需要有一定的延时时间),运行电流和上酸压力已经低于硫酸设置的跳闸动作值;此时单台酸泵的运行状态、运行电流、上酸压力3个监测信号中已有2个具备动作条件,所以触发了大联锁动作,系统全线停机。而后技术人员进行功能完善,在电机运行状态信号没有发生变化的情况下,仅运行电流和上酸压力低于设定值时增加一个延时时间,以躲过酸泵自启动时间,完善后可以达到满意的效果,控制稳定可靠,误动作情况消除。
2)运行一段时间,发现偶尔会出现酸泵跳闸后重启动失败,而现场检查相关设备,除了变频器的报警信息外,其他没有发现异常问题。人工重新开机后运行正常,各项指标也在规定范围内,通过DCS查看变频器运行参数曲线,发现变频器确实有自动重启动动作过程,但是每次都是启动失败。后经电气、仪表、工艺、设备等专业人员讨论,认为在不同工况、不同时间下,酸泵的负荷可能相差也较大。所以,技术人员认为可通过适当调整增加变频器的自动复位等待时间,从而得到一个相对更加稳定的启动环境来提高自启动成功率,经多次测试调整后问题得到解决,取得不错的效果。
4 结语
设计方案改造实施后,硫酸生产系统大联锁所有参与设备都能够无故障可靠运行,各逻辑关系和联锁环节均能可靠地按照预先设定的程序自动监测、稳定控制,安全联锁保护,有效避免了设备故障情况下出现的严重生产事故、环保事故的发生,为企业的安全高效生产提供了保障,同时也大大降低了系统误动作的停机时间,节约了维护费用和运行成本,而且还大大降低了工人的劳动强度,取得了满意的效果。自2016年改造完成至今已准确监测并可靠联锁动作过3次,及时把设备故障控制在局部的范围内,避免了大的生产设备、安全环保事故的发生,为公司挽回了较大的经济损失。该改造方案对其他硫酸行业具有一定实际借鉴意义。
[1] 张泽林.浅述硫酸生产过程的自动联锁[J].化工管理,2016(6):110-111.
Improvement of large-scale interlock and optimization in sulphuricacid production plant
YUZhirong,XUYanfei,WUHanhui
(Yunfu Guangye Pyrite Group Co., Ltd., Yunfu, Guangdong, 527300,China)
Existing safety and environmental risk and damage on subsequent section during abnormal operation in key devices of sulphur concentrate roasting sulphuric acid plant are analyzed, by the knowledge of actual operation of interlock system on-site and analysis of electrical control, design deficiency and technical leak existing in large-scale interlock of sulphuric acid production plant were found. On the premise of coordination of DCS control system, large-scale interlock were optimized and improved, which not only perfected protection function of large-scale interlock, but also improved safety and reliability during production plant operation, avoiding large-scale device fault appearing in production system and pollution in surroundings, meanwhile, guaranteeing stable operation of sulphuric acid plant, reducing production cost, increasing social and economic efficiency.
sulphuric acid;large-scale interlock;fan;acid pump;frequency transformer
2017-02-20。
俞志荣,男,广东广业云硫矿业有限公司电气工程师,主要从事硫酸生产电气设备管理和设计改造工作。电话:13602960839;E-mail:362046232@qq.com。
TQ111.16;TP271
B
1002-1507(2017)07-0053-04
