汽轮机高压缸接管焊缝失效分析
2017-08-17张海军
张海军
(国家电投宁夏能源铝业临河发电分公司,宁夏 银川 750409)
热动技术
汽轮机高压缸接管焊缝失效分析
张海军
(国家电投宁夏能源铝业临河发电分公司,宁夏 银川 750409)
针对某电厂一起高压缸接管焊缝发生的泄漏事故,采用宏观检查、金相分析、X射线能谱分析、力学性能试验、扫描电镜观察等分析手段,查明了焊缝失效原因并提出解决和预防措施。分析结果表明:由于热处理工艺不当导致焊接处应力松弛,该处应力集中的粗晶区域的晶界塑性变形量超过该部位塑性变形的能力,从而产生再热裂纹。复杂的应力-应变因素影响,加速了焊缝裂纹的扩展和开裂,最终导致焊缝泄漏。
高压缸接管;泄漏;热处理;再热裂纹
2016年2月28日某电厂汽轮机在运行过程中高压缸中部出现轻微冒汽现象,经检查发现高压缸接管焊缝存在明显裂纹,且从裂纹处漏汽,漏气量虽不大,但由于工作压力较高,并且裂纹有扩大的趋势,因此十分危险。停机后进一步检查发现裂纹位于焊缝边缘的熔合区上,并且已贯穿整个管壁。焊缝开裂处接管材质为SA-335P12,规格为Φ406.4 mm×30.96 mm,采用的焊条为R307,焊丝牌号为H13CrMoA,焊后焊件经过整体热处理。
1 检测试验
1.1 宏观检查
经过对一个母材带焊缝试样(环状,长约200 mm)的宏观检查发现,几乎整个样品均存在裂纹,外壁裂纹长度长于内壁裂纹,外壁裂纹位于焊缝熔合区,如图1所示。内壁裂纹位于母材处,大部分区域已经裂透,如图2所示。裂纹断口经切割打开后的宏观形貌如图3所示,整个断面颜色发黑覆盖有一层氧化物,断面整体较为平整,局部存在台阶及河流状花样,无明显塑性变形痕迹,呈脆性开裂特征。

图1 焊缝外侧熔合区裂纹

图2 母材内壁裂纹

图3 断口宏观形貌
1.2 金相及化学元素分析
为了全面分析试样金相组织,取3个样品:包含母材基体和焊缝的样品;带裂纹的样品;断口样品。金相样品经过粗磨、细磨、腐蚀后[1],在OLYMPUS GX71金相显微镜下进行组织形貌观察。
(1)母材组织为铁素体+珠光体,组织正常;
(2)焊缝部位组织不均匀(如图4所示),部分位置存在一些不正常的网状铁素体组织,组织异常;
(3)靠近主裂纹一侧外壁有2条裂纹(如图5、图6所示),裂纹起始于外壁,裂纹末端较尖锐,裂纹内部有氧化层覆盖;
(4)断口样品组织不均匀(如图7所示),部分位置存在一些不正常的网状铁素体组织,断口表面均存在氧化层;
(5)焊缝开裂起于管道外壁,并沿晶界由外壁向内壁扩展。

图4 焊缝显微组织形貌
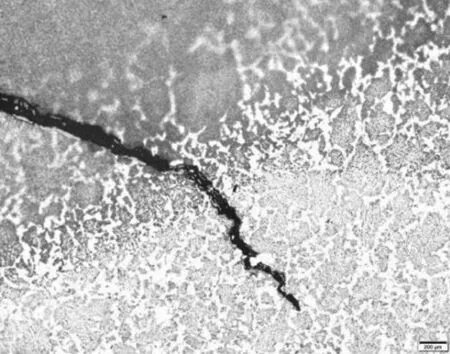
图5 带裂纹样品第一条裂纹显微组织形貌

图6 带裂纹样品第二条裂纹显微组织形貌

图7 断口显微组织形貌
利用EDAX能谱仪对样品母材和焊缝进行X射线能谱分析,化学元素分析结果符合相关要求[2]。
1.3 力学性能试验
1.3.1 硬度试验
在试样焊缝和母材的2个位置分别用HT-1000 A便携式硬度计进行硬度测试,每个位置打3点,试验结果见表1。根据文献[3]可知,该种钢母材硬度为130-197 HB,焊缝硬度下限不低于母材,上限不大于241 HB。由表1可见,焊缝与母材硬度符合要求。

表1 硬度试验结果
1.3.2 拉伸性能试验
在样品上取纵向拉伸样进行室温拉伸试验,结果见表2。由表2可见:管样的规定塑性延伸强度、抗拉强度、断后伸长率均符合要求[4],说明管样力学性能正常,未劣化。

表2 拉伸性能试验结果
1.4 断口分析
取部分断口样品,将断口浸入丙酮在超声波仪器中清洗后对原始断口在Quanta 400 HV扫描电子显微镜(SEM)下进行观察,断口形貌见图8。

图8 断口宏观形貌
由图8可见,断口表面覆盖有较厚的在高温下形成的氧化层,断口形成已有一段时间。对断口进行酸洗,然后再次观察,形貌如图9所示。

图9 断口宏观形貌(酸洗后)
由图9可见,断口经酸洗后,有关断裂机制的细节已消失,但仍保留断裂机制的轮廓形貌,断口的微观形貌呈现脆性断裂特征。
2 综合分析
(1)管道的化学成分、显微组织和力学性能均正常,表明母材和焊缝的材质状况正常。裂纹内部和断口表面覆盖有氧化物,说明焊缝裂纹的形成已有一段时间。开裂焊缝部位组织不均匀,存在不正常的网状铁素体组织,焊缝开裂起于管道外壁的熔合区,并沿晶界由外壁向内壁扩展,呈脆性断裂。
(2)经综合分析认为,管道的裂纹属于再热裂纹。由于焊后热处理工艺不当导致焊接接头在残余应力松弛时,存在应力集中的粗晶区域的晶界塑性变形量超过该部位塑性变形的能力,从而产生再热裂纹[5]。初始裂纹萌生于外壁,并已经形成了较长的时间,在复杂应力-应变等因素的综合作用下逐步氧化、扩展,最终导致开裂。
3 处理及预防措施
(1)对所有与本次开裂焊缝采用相同的热处理工艺的焊缝进行全面检验、评估,尤其是进行硬度检测、金相检验以及超声波检验等,若发现缺陷须及时处理。
(2)对于该接管焊缝可采取以下处理措施:焊前应进行预热,预热温度为150~200℃。热处理温度为670~700℃,恒温1.5 h[6]。升温、降温速度控制在130℃/h以内,降温至300℃以下时可不控制,保温缓冷。除此之外,焊接过程中可采取预防再热裂纹的措施,如层间温度控制在300℃左右;采用小热输入焊接工艺,减小焊接过热区宽度[7],同时也可避免焊接接头严重过热,从而避免奥氏体晶粒粗化[8]。采用的焊接材料应严格限制合金成分,尤其是限制V、Ti、Nb等合金元素的含量[9]。焊接过程中应避免产生咬边、未焊透、未熔合、余高过高、过渡不平滑等缺陷,减少焊接残余应力和应力集中,从而降低因力学因素产生裂纹或加速裂纹扩展的可能性。
4 应用效果
2014年3月,对该开裂焊缝整口返修。处理过程中采取焊前预热、小线能量输入、严控焊接层间温度和焊缝成型,热处理温度控制在680℃、恒温1.5 h,升温、降温速度控制在120℃/h等工艺。在2016年的停机检修中,对该返修后的焊缝再次进行检验,经检验,母材硬度平均值为159 HB,焊缝硬度平均值为216 HB;金相组织呈铁素体+珠光体,组织正常,未见晶粒粗化和微裂纹;磁粉、超声波检验未见裂纹及其他缺陷,质量为Ⅰ级。
5 结论
(1)该电厂高压缸接管焊缝失效的主要原因是焊后热处理工艺不当造成应力集中的粗晶区晶界塑性变形量超过该部位塑性变形的能力,从而产生再热裂纹。由于高压缸接管在高温高压环境下长期服役,结构应力、热应力、焊接残余应力等复杂应力-应变等因素加速了焊缝裂纹的扩展和开裂,最终导致焊缝泄漏。
(2)针对该焊缝开裂,从焊接材料、层间温度、热输入、焊缝成型、预热温度、热处理温度、恒温时间等工艺因素入手,制定了合理的处理及预防措施,消除了缺陷和隐患,同时大大降低了焊缝在服役过程中产生再热裂纹的可能性。
(3)本文分析了大管径、大壁厚SA-335P12钢因热处理工艺不当产生再热裂纹的机理,并提出了处理及预防措施,通过对失效焊缝的返修及后续的监督检验,说明了该处理及预防措施对高温高压环境下服役的大管径、大壁厚SA-335P12材质管道的焊接、热处理是有效的。
[1] DL/T 884—2004,火力发电厂金相组织检验与评定技术导则[S].
[2] ASME SA—335/SA335M,高温用无缝铁素体合金钢公称管[S].
[3] DL/T 438—2009,火力发电厂金属监督规程[S].
[4] GB/T 228—2010,金属材料室温拉伸试验方法[S].
[5] 张文钺.焊接冶金学(基本原理)[M].机械工业出版社,2001,464-273.
[6] DL/T 819—2010,火力发电厂焊接热处理技术规程[S].
[7] 边美华.15CrMoR钢厚壁压力容器焊接工艺研究[D].重庆:重庆大学,2006,16-18.
[8] 伍光凤.P12钢厚壁高压管焊接接头的组织和性能[J].焊接技术,2010,39(12),15-17.
[9]李亚江.焊接冶金学:材料焊接性[M].机械工业出版社,2011,94-102.
Analysis on welded seam failure of turbine high-pressure cylinder connecting pipe
ZHANG Haijun
(Linhe Power Plant of State Power Investment Group Ningxia Energy Resource Aluminum Industry Co.,Yinchuan Ningxia 750409, China)
Aiming at the accident of welded seam leakage of turbine high-pressure cylinder connecting pipe in a power plant,by the macroscopic detection,metallurgical analysis,X-ray energy spectrum analysis,mechanical performance test and electron microscope scan,etc.,finds out the causes of welded seam failures and puts forward the solution and prevention measure.The analysis result shows that due to improper thermal treatment technique,brings on the connecting pipe welds occuring stress relaxation,in the welds of stress concentration,the plasticity deflection of grain boundary in coarse grained region exceed plasticity deformation ability of the locality,thereby reheating crack takes place.The influence of complex stress-strain factor makes the crack extension and dehiscence,finally leading to the welds leakage.
high-pressure cylinder connecting pipe;leakage;thermal treatment;reheating crack
TK263.1
B
1672-3643(2017)03-0063-04
10.3969/j.issn.1672-3643.2017.03.013
2017-03-26
张海军(1991),男,工程师,从事火力发电厂金属监督工作。
有效访问地址:http://dx.doi.org/10.3969/j.issn.1672-3643.2017.03.013
