汽车覆盖件成形缺陷分析及控制措施
2017-08-16梁家春杨贤军毕锡虎奇瑞汽车股份有限公司制造中心设备动力部
文/梁家春,杨贤军,毕锡虎·奇瑞汽车股份有限公司制造中心设备动力部
汽车覆盖件成形缺陷分析及控制措施
文/梁家春,杨贤军,毕锡虎·奇瑞汽车股份有限公司制造中心设备动力部
冲压成形技术在冲压技术中是一门关键的技术,从产品设计、模具设计到模具开发制造完毕,最后在拉伸模调试时(产品成形过程),出现的拉伸件质量是多种多样的。通过对汽车覆盖件在拉延过程中的起皱和开裂现象进行分析,从产品、冲压工艺、拉伸模结构设计、冲压材料、模具调整技术及冲压条件等几个方面较详细地说明解决零件拉延起皱、开裂的方法和控制措拖。
汽车覆盖件(以下简称覆盖件)是指构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和内部零件。覆盖件的制造是汽车车身制造的关键环节,也是体现整个车身美观和体现质量性能的零件,覆盖件表面不可有波纹、皱纹、暗坑、边缘拉痕、擦伤以及其他破坏表面完美的缺陷。车身表面质量的好坏取决于覆盖件拉延的结果,而拉延模是拉出合格覆盖件的关键。下面针对拉伸过程中容易出现制件起皱、开裂问题进行分析和研究,并得出相应的解决措施。
产品形状设计是否合理
由于制件拉伸深度的不同以及制件形状起伏较大,很容易在冲压拉伸过程中产生开裂和起皱现象。例如:公司生产的某车型侧围外板产品由于制件成形复杂,导致该产品在生产中侧围三角区经常出现起皱和门槛开裂(图1)。所以设计时要考虑一些相应措施,同时对模具结构进行优化设计,例如调整冲压方向、修正合理的压料面、在适当的位置布置拉延筋(图2)、以及增加工艺补充或切口,使之生产出合格的产品。

图1 门洞处开裂
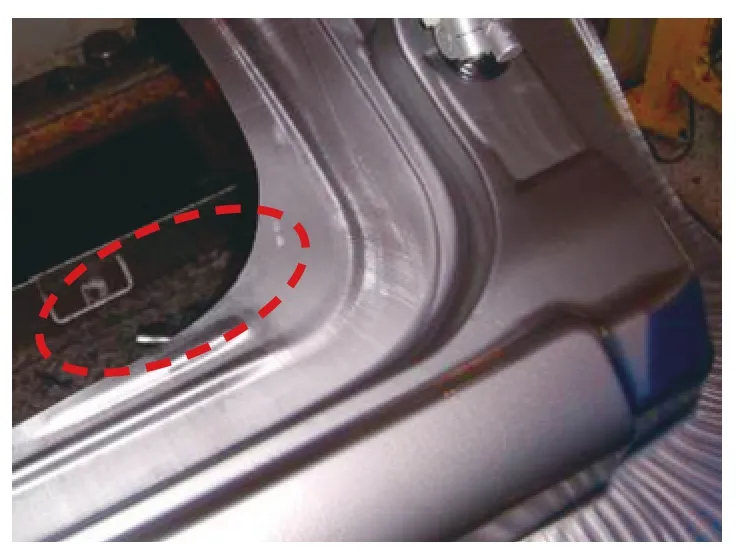
图2 更改双拉延筋解决
拉延模设计工艺性是否合理
覆盖件工艺性主要表现在冲压性能、焊接装配性能、操作安全性、材料消耗及性能的要求。覆盖件的冲压性能,在多数情况下是以拉伸件为先决条件的。拉伸过程中在设计拉延件时不但要考虑冲压方向、压料面形状、拉延筋形状及布置、工艺补充部分等设计,对于这些方面设计是相辅相成,也是成形技术的关键,所以覆盖件的拉伸模具工艺设计是非常重要的,这不但能决定产品拉伸好坏,而且给下道修边、翻边工序创造有利条件,对于覆盖件工艺设计一般应注意:⑴冲压方向的确定;⑵合理增加工艺补充部分;⑶压料面形状的确定;⑷工艺切口和工艺孔的设置。增加工艺补充解决产品起皱问题如图3所示。
模具结构设计是否合理
缓冲装置设置
覆盖件拉延是在双动压力机上进行,压机工作时会产生较大的冲击力,导致模具开始工作阶段材料变形不均匀,局部起皱,因而模具设计应有缓冲装置,在压料面以外加聚氨酯,消除拉延开始时产生的过大冲击力,以满足工作时开始拉延变形,使拉延件不出现皱裂。例如公司S11车型后底板本体在模具下模顶料圈上,增加四个φ80mm×100mm的聚氨酯来消除冲击力,起到很好效果。
工作限位块设置
由于覆盖件在拉延时受多方面因素的影响,如压力机精度、模具制造误差、压边力、员工涂油等,造成压料面间隙不均匀,各点的压力不均匀,导致拉延开裂、起皱(图4)。限位块的作用是调整压料面的间隙,稳定进料阻力,使材料流动均匀。限位块数量根据具体的模具进行布置,其间隙调整为最大不产生皱纹,最小不低于制件料厚。
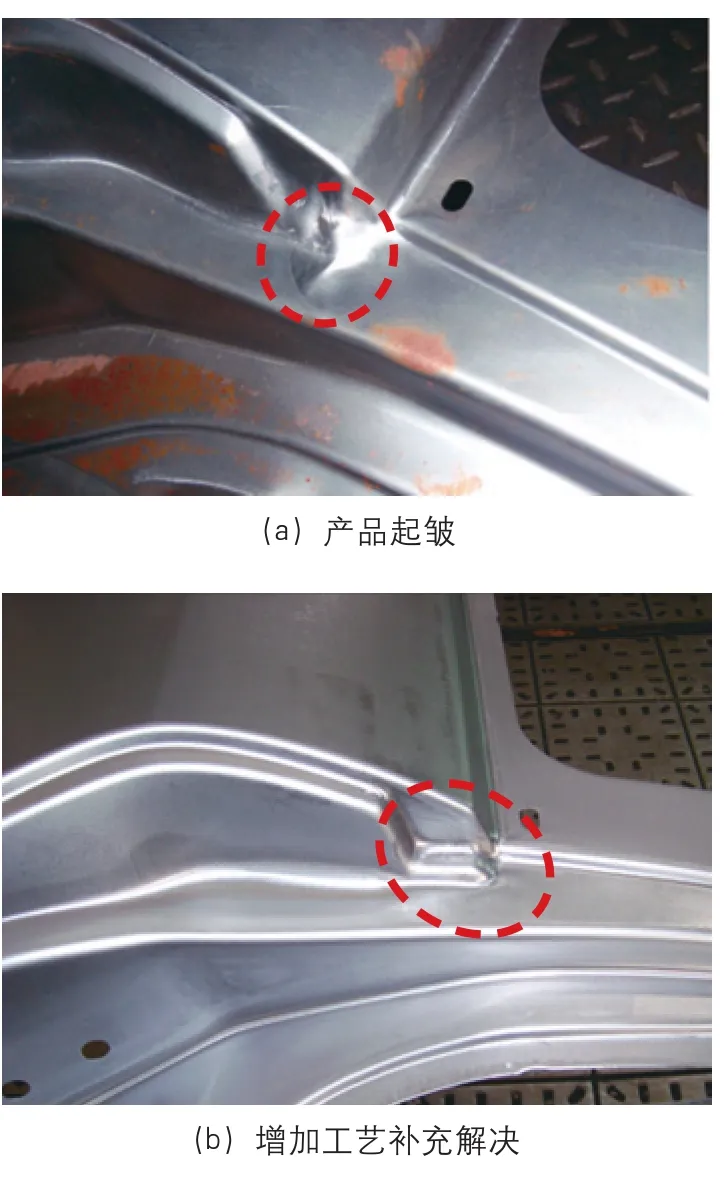
图3 产品问题和解决措施
模具调整合理性
调模作业对模具生产的时效性影响很大,正确有效的调模作业方法可以迅速排除模具故障,稳定产品质量,确保生产效率,减少浪费,节约成本。调模作业是一项技术要求很高的工作,作业人员应具有一定的冲压工艺知识,熟悉掌握机床状态、模具状态、模具结构、产品成形过程和产品尺寸要求等生产要素,并有敏锐的观察、分析、判断能力和丰富的调模经验。不分青红皂白盲目对模具进行调整和修理,只会破坏模具状态,恶化产品质量。不同的人,由于知识、技术和经验等的不同,对于同一问题点,作出的调模对策和方法可能会有一些差异。但是,即使是殊途同归,在调模作业时,也必须注意遵循以下原则。
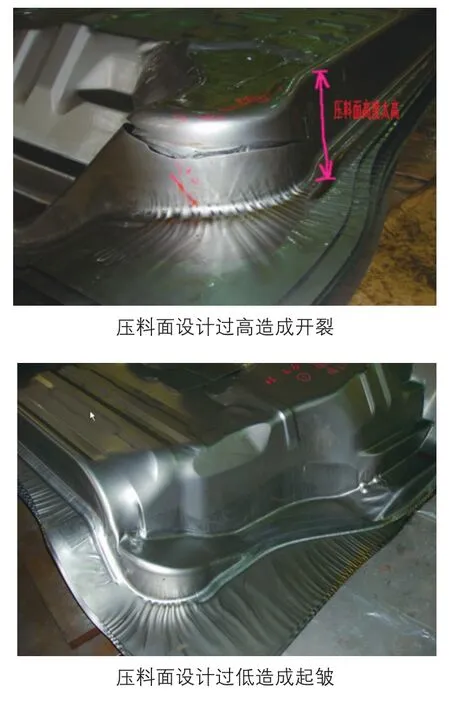
图4 覆盖件在拉延时容易产生的问题
稳定性原则
如前所述,调模的目的就是快速恢复模具正常生产状态,所以调模的对策和方法应该在确保模具生产(产品质量)稳定性的前提下进行,切忌“头疼医头,脚疼医脚”、治标不治本的做法。否则纵然一时能够恢复生产,也会遗留模具事故或质量事故的隐患,一旦发生事故,反而得不偿失。
相关性原则
相关性主要有以下两种:一是产品尺寸的相关性,对产品而言,必然有形状和位置尺寸来决定其空间形状和位置的唯一性,也就是说,产品的任何空间尺寸都不会是完全独立的,而是互相关联的。二是产品成形的相关性,产品在模具中往往需要经过多个工序冲压成形,其尺寸受模具各工序工作零件和辅助零件的制造精度和配合精度的影响,所以应将模具视为产品冲压成形系统,既要保证同一工步的成形精度,又要兼顾相关工序的成形影响,维持系统的稳定平衡。所以在调模作业前,应先了解清楚相关尺寸的数值和相关成形工序(零件)的功能,充分考虑调模作业可能造成的相关尺寸变化趋势和对产品成形稳定性的影响,否则就可能造成“捡了芝麻漏了西瓜”、顾此失彼的局面。
可逆性原则
所谓可逆性,是指模具的调整对策无效时,能够在机台上恢复原有状态,重新对策调整。可逆性原则不仅有利于排除故障原因,还可防止调模时出现盲目损坏模具部件的无序状况。作为生产中的模具,其零部件结构的设计制造,已经在实践中证明了其合理性,只是因为某种原因出现故障而已。当然,调模时难免会改动零部件尺寸,正所谓“大胆假设,小心求证”,遇到尺寸改动不可逆(即需要重新加工而无法用垫片等恢复)时,就应该谨慎从事,考虑周到。若破坏了工件却又调整无效,反而得不偿失,徒增模具修理难度和修理费用。
可溯性原则
所谓可溯性,是指模具的调整应当在受控状态下进行,为何调整,如何调整,都应记录在案,作为追溯、总结和学习的依据。这是我们提高调模技术的重要途径。
结束语
对于拉延模具调试,如果是拉延件工艺性较差导致,则要重新设计拉延件,以拉延出合格产品。其他因素导致的话,可以各自进行固化和调整,使其达到理想状态确保制品的拉伸合格,以上仅是从工艺和拉延模设计以及调整几个方面讨论了如何防止或解决覆盖件拉延皱裂问题,引起拉延件皱裂的原因很多,只要对发生的现象仔细研究和分析,不同情况用不同的方法去解决,就会拉伸出表面质量好的覆盖件。
