热膨胀硅橡胶在机载天线罩成型中的应用
2017-08-11易文清李金良王海东
易文清,李金良,王海东
(中国电子科技集团公司第五十四研究所,河北 石家庄050081)
热膨胀硅橡胶在机载天线罩成型中的应用
易文清,李金良,王海东
(中国电子科技集团公司第五十四研究所,河北 石家庄050081)
针对小型深腔薄壁复合材料机载天线罩难以成型、脱模困难等问题,采用热膨胀硅橡胶作为芯模,设计了成型模具,对工艺进行了优化。通过试验,掌握了工艺稳定性好、成品率高的小尺寸的深腔薄壁复合材料机载天线罩成型技术。该工艺制备的小型深腔薄壁复合材料机载天线罩厚度均匀,尺寸公差合格,外观光滑致密无缺陷、电性能合格。测试结果表明,该热膨胀工艺非常适合应用于小型天线罩的成型制备。
复合材料;硅橡胶;热膨胀
0 引言
天线罩[1]是为天线及馈电系统[2]提供良好的工作环境[3]。某些小型复合材料机载天线罩,形状不规则、罩体较长。采用常规的工艺方法,产品精度差、难脱模、制备难度较大。
热膨胀成型工艺是以烘箱加热使芯模热膨胀产生压力制备产品[4],能够克服外压难以传递均匀的不足[5],已被运用于直升机结构件[6]、卫星及无人机[7]等复合材料产品中[8-9]。目前在机载天线罩产品的应用还未见报道。本研究设计成型模具以及优化工艺,制备了小尺寸的深腔薄壁机载天线罩。
1 模具设计
1.1 硅橡胶材料的选择
选择适宜的芯模材料是实现热胀成型的一个关键。作为复合材料热成型的芯模,首先需要这种材料具有较大的热膨胀系数[10],另外还要求有较高的热稳定性和压力稳定性,重复使用尺寸稳定性好、宽范围的热胀系数、弹性模量和热导性、高抗拉强度、高撕裂强度、高断裂伸长率以及小的压缩永久变形等。通过资料调查中比较[11],选择了一种型号硅橡胶。其物理性能和力学性能如表1所示[12]。

表1 硅橡胶性能
1.2 硅橡胶热膨胀原理
采用热膨胀硅橡胶成型复合材料天线罩,它的热膨胀成型原理如图1所示。
图1 硅橡胶热膨胀成型原理
热膨胀成型工艺过程可分为4个阶段:① 自由膨胀段:硅橡胶受热膨胀,逐步推动预浸料填充工艺间隙;② 初速加压段:硅橡胶与预浸料铺层接触并在继续升温下挤压铺层,使其逐渐被压实,复合材料叠层达到设计尺寸;③ 恒温恒压固化段:硅橡胶芯模保持恒定的压力对铺层加压;④ 降温降压段:固化结束后,随温度下降,硅橡胶芯模收缩,压力消失。
文献[13-14]提供硅橡胶芯模在封闭腔体中的热膨胀压力P可按式(1)计算:
(1)

一般公式计算出来的压力非常大,在实际应用中,硅橡胶到底生产了多大的压力,往往难以获得准确的数值。尤其是热膨胀硅橡胶的线膨胀系数,体积弹性模量,温度-压力曲线,我国还没有建立标准的测试方法。因而给热膨胀硅橡胶模的设计和复合材料成型操作带来一定的困难。仅凭经验估计,常常导致制品的缺陷或报废,需要先在实验中进行具体调节[9],在制造机载天线罩的过程中对这一情况进行了摸索研究。
1.3 机载天线罩硅橡胶模具设计
合理的模具是保证质检质量和降低成本的关键,此次研究的深腔薄壁机载天线罩,其对模具设计的基本要求是:① 保证构件精度:保证薄厚2 mm,底法兰部分的高度、厚度及轮廓尺寸精度高达0.1 mm;② 压力均匀;③ 易脱模;④ 满足批生产要求。
此天线罩的罩体较长,如图2所示。既要保证尺寸精度,又方便抽芯、脱模。由于复合材料产品是由固定厚度的预浸料铺覆而成,精度很难达到跟机加工产品一样精准。尤其是本产品结构复杂,形状不规则,有很多拐角等不容易受力均匀的部位,精度保证较难。同时还有一个根本性的问题不好解决,即在热压罐中加压可以按指定的温度值控制压力值,而对于热胀成型中几乎是不可能做到这一点[10]。因为在固化过程中,特别到复合材料固化阶段,当温度变化很小时而压力增量却很大。
针对这些问题,参考公式计算结果以及机载天线罩的结构[12]要求,设计了机载天线罩的模具,如图3所示。模具[13]由钢制阴模和硅橡胶膨胀芯模以及硅橡胶芯模的成型母模3部分组成,母模[14]是用来成型硅橡胶产品的,母模的内腔尺寸为硅橡胶的外形尺寸。钢制阴模内腔尺寸为复合材料构件的外形尺寸,硅橡胶芯模的外形为复合材料构件的内腔形状。为了保证产品尺寸的精度,产品中需要严格控制尺寸的部分都由钢模来控制。并且天线罩要求尺寸较严的法兰部分,采用上下模一体的钢制阴模,即使硅橡胶的压力过大,产品尺寸也不会受到太大的影响。由于产品主体是由两半组合而成,防止制备的产品偏移,外模具采用销钉定位,防止在成品表面上出现台阶。用制备的硅橡胶模具作为芯模,考虑到软模具有弹性,在膨胀的时候不能保证与之接触的平面完全平整。在法兰的上平面部位预先放置了金属模块,来保证天线罩法兰平台下平面的平整度。
图2 产品示意图
图3 模具设计示意图
2 制备工艺
2.1 硅橡胶芯模制作方法与工艺
硅橡胶芯模制作的原料分为AB两组份,采用质量比为10A:1B的比例混合。脱泡后灌注入母模,在环境温度25℃的条件下,硫化时间24 h或更长时间(低于25℃)。拆除模具后进行后固化,放烘箱中加热与100℃加温1 h,调温至200℃,保持1 h。固化完成后脱模对其修形。其制作流程如图4所示。
图4 硅橡胶模具制作流程图
2.2 软模成型天线罩工艺
成型机载天线罩的钢制阴模内部打磨光滑,保证制品的外表面光滑。在芯模上铺覆玻璃纤维预浸料、置于2个阴模之间,采用销钉定位,防止制备的产品偏移,在成品表面上出现台阶。再以螺钉预紧固,装配完底板之后再把螺钉拧紧。放入烘箱缓慢加热固化成型。天线罩的具体制备流程如图5所示。

图5 机载天线罩制备工艺流程
3 测试结果与讨论
3.1 外观与结构尺寸
将热膨胀成型法与热压罐法制备的深腔机载天线罩进行对比,外观如图6所示。

(a)热压罐法成型产品

(b)热膨胀法成型产品
由图6可以看出,热膨胀硅橡胶指标的天线罩产品外观无缺陷,与热压罐双刚制模制备的天线罩相比,有明显优势。由于硅橡胶可以朝各个方向均匀用力,即使死角处也能压实。制备的产品表面密实,克服了用力部位不均匀的困难。机载天线罩的外形尺寸如表3所示。

表3 机载天线罩尺寸与外形
通过实验研究,制备的机载天线罩的外形尺寸及外观进行测试观察,产品尺寸精度高达0.05 mm,都处于设计值范围内。克服了产品压不实、尺寸精度不达标的问题。
3.2 电性能
对制造的天线罩进行电性能测试,测试结果如图7和图8所示。
由测试结果可以看出,无罩情况下天线增益测试结果为2.3 dB,最大方向在75°左右;而有罩情况下天线增益测试结果为2.19 dB,最大方向在74°左右。对比有罩和无罩2种情况下的测试结果,可以看出天线罩在400 MHz频率对天线增益的衰减为0.11 dB,波束指向偏差<1°。由此可知,所制造的机载天线罩壁在400 MHz对电磁波的衰减、反射和折射作用较小,远远超过了天线罩透波率大于95%的要求。
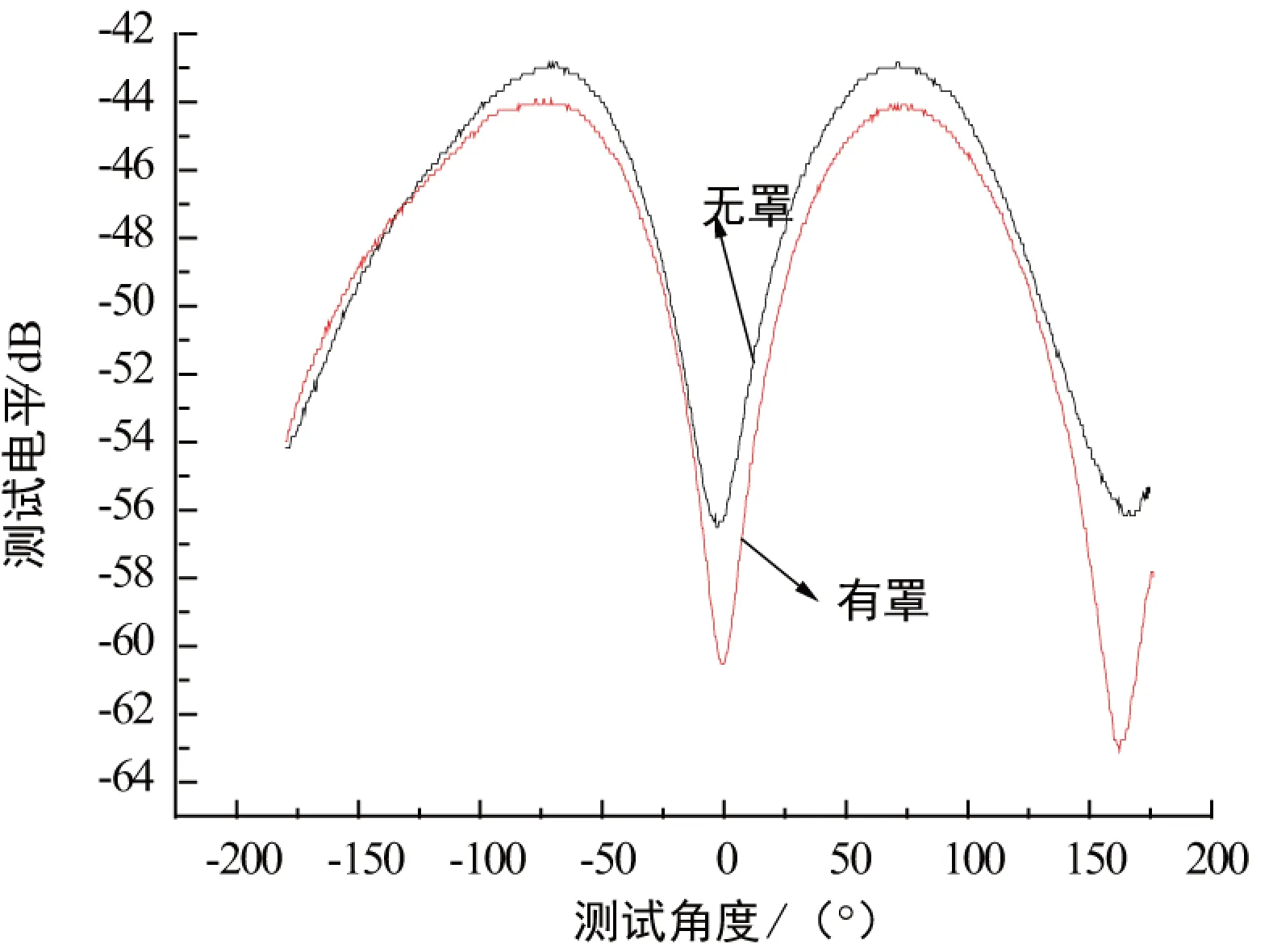
图7 天线增益对比图

(a)天线无罩增益图

(b)天线有罩增益图图8 天线实测方向图(有罩与无罩)
4 结束语
通过上述硅橡胶热膨胀工艺方法,成功地优化了工艺,制备出了质量较好的硅橡胶模具。并用其制备出了外观光滑无瑕疵,尺寸精度高达±0.05 mm的深腔结构的机载天线罩产品,电性能满足设计制备要求。
热膨胀工艺设计的加压温度范围内可产生全方位、多角度的足够压力,解决了天线罩外表面不光滑,尺寸精度不均等问题。为小型复杂的复合材料天线罩,弯曲、异形的复合材料管、梁等复杂结构多框、加筋[15]、薄壁腔体等的低成本制造提供新的技术途径和实验依据。
[1] 王超,顾叶青,王晨.雷达天线罩结构设计方法的研究进展与展望[J].电子机械工程,2015,31(6):1-5.
[2] 赵少华,刘思含,毛学军,等.新时期我国环保领域卫星遥感技术的应用与发展[J].无线电工程,2017,47(3):1-7.
[3] 葛铁志,钟水和,黄龙呈,等.沙尘天气对无线电测控设备性能的影响研究[J].无线电工程,2016,46(12):63-67.
[4] 孙巍,陈革,曾竟成,等.复合材料成型模具用硅橡胶性能测试[D].长沙:国防科学技术大学,1997.
[5] 肖少伯.复合材料成型新工艺——热胀成型法[J].宇航材料工艺,1996(6):10-25.
[6] 肖加余,曾竟成,江大志.航天主结构复合材料及其软模辅助RTM成型工艺[J].航天返回与遥感,2007,28(2):49-64.
[7] 吉海明.无人机复合材料软模成型法[J].电光系统,2009,2(2):54-57.
[8] 赵亮,陈红光.整体成形复合材料弹翼研制[J].航天工艺,1999(6):16-21.
[9] 刘钧,彭超义,杜刚,等.膨胀芯模法制备炭/环氧主承力管件研究[J].材料工程,2007(9):37-41.
[10]张钟,李勇,肖军,等.泡沫夹层结构复合材料热膨胀模压法工艺研究[J].南京:南京航空航天大学学报,2007,39(5):670-675.
[11]靳武刚.复合材料热膨胀成型工艺研究[C]∥中国工程塑料工业协会加工应用专委会.2002年中国工程塑料加工应用技术研讨会论文集.浙江,余姚:中国工程塑料工业协会加工应用专委会,2002:222-224.
[12]将元兴,朱达通,刘宏涛,等.碳/环氧复合材料软模法成型工艺研究[C]∥中国复合材料学会.第九届全国复合材料学术会议论文集.北京:世界图书出版社,1996:621-626.
[13]靳武刚.复合材料热膨胀成型工艺研究与应用[J].工程塑料应用,2003,31(4):26-28.
[14]鞠金山.轻质复合材料软模成型工艺技术及应用[J].现代电子,1997(4):62-66.
[15]肖少伯,史慧慧.软模法成型复合材料与热胀硅橡胶性能试验[C]∥中国宇航学会材料工艺专业委员会.第六届全国复合材料会议论文集(第一册).北京:中国宇航学会,1990:110-112.
[16]曹晓明,顾轶卓,李超,等.碳纤维复合材料方管硅橡胶热膨胀成型工艺研究[J].玻璃钢/复合材料,2012(6):64-68.
[17]邵蒙.硅橡胶热膨胀模具设计与纵横加筋壁板成型质量分析[J].航空学报,2012,6(33):1116-1124.
[18]李文舒,刘岗风,李振伟,等.基于ANSYS的车载相控阵天线骨架结构分析[J].无线电工程,2017,47(2):57-60.
[19]Huybrechts S,Meink T E,Wegner P M,et al.Manufacturing Theory for Advanced Grid Stiffened Structures[J].Composites Part A:Applied Science and Manufacturing,2001,33(2):155-161.
[20]钱玉林.复合材料热膨胀模塑开模法成型工艺研究[C]∥中国宇航学会.第三届全国复合材料学术会议论文集(第一册)浙江,杭州:中国宇航学会,1984:245-251.
[21]翟全胜,刘卫平.硅橡胶模成型复合材料加强肋[C]∥中国宇航学会.第九届全国复合材料学术会议论文集(下册).北京:世界图书出版公司,1996:576-580.
Application of Thermal Expansion Silicone Rubber in Molding Process of Airborne Radomes
YI Wen-qing,LI Jin-liang,WANG Hai-dong
(The 54th Research Institute of CECT,Shijiazhuang Hebei 050081,China)
In view of uneven force and demolding in process of small deep-cavity airborne radomes,this paper selects thermal expansion silicone rubber as core mold to design the molding dies and optimize the process. Through the experiment,the molding technology of small deep-cavity and thin-wall airborne radome in composite material is implemented,which has good process stability and high finished product rate. The antenna radome manufactured by using this technology has even thickness,qualified dimensional tolerance,smooth and non-defective surface,and acceptable electric performance. The test results show that this thermal expansion technology is applied to the molding manufacture of small antenna radome.
composite materials; silicone rubber; thermal expansion
2017-05-16
易文清(1986—)女,硕士,工程师,主要研究方向:先进复合材料、结构材料胶接等工艺研究。李金良(1979—)男,硕士,高级工程师,主要研究方向:先进复合材料、结构材料胶接等工艺研究。
10. 3969/j.issn. 1003-3114. 2017.05.21
易文清,李金良,王海东.热膨胀硅橡胶在机载天线罩成型中的应用[J].无线电通信技术,2017,43(5):95-98.
[YI Wenqing,LI Jinliang,WANG Haidong.Application of Thermal Expansion Silicone Rubber in Molding Process of Airborne Radomes[J]. Radio Communications Technology,2017,43(5):95-98.]
TG17
A
1003-3114(2017)05-95-4
