干熄焦十字风帽整体更换分析
2017-08-10陈杨涛刘春杨
陈杨涛,刘春杨
(1.青海盐湖镁业有限公司,青海 格尔木 816099;2.五冶集团上海有限公司,上海 201900)
干熄焦十字风帽整体更换分析
陈杨涛1,刘春杨2
(1.青海盐湖镁业有限公司,青海 格尔木 816099;2.五冶集团上海有限公司,上海 201900)
介绍鞍钢股份鲅鱼圈钢铁分公司的160t/h干熄焦十字风帽整体更换情况,更换后改善了干熄炉的冷却性能。
干熄焦;十字风帽;整体;更换

图1 供气装置结构示意图
鞍钢股份鲅鱼圈钢铁分公司的160t/h干熄焦,其十字风帽位于干熄炉的底部,是干熄炉供气装置的组成部分,包括十字风道和中央风帽。供气装置由上锥斗、下锥斗、干熄炉壳体、环形风道、十字风道、中央风帽组成,上锥斗、下锥斗套插在一起,套插檐形成的环状缝隙构成环形风道,十字风道位于下锥斗上部,水平设置,其中心与干熄炉中心重合并向上延伸与设置于锥斗上部的中央风帽连通(结构见图1)。该装置采用环形风道是由外向内供风及中央风帽从炉体上部由内向外供风相结合的供风形式。该装置可使进入干熄炉的冷循环气体在干熄炉圆周方向的均匀分布,有利于实现炉内焦炭的均匀冷却,从而改善干熄炉的冷却性能,提高干熄炉的冷却效率,减小焦炭在干熄炉内的干熄时间。该装置使用一定周期后,会造成十字风帽烧损,干熄炉降温功能缺失,使排焦温度超标,影响正常生产。为解决问题,需要定期更换十字风帽。
1 检修前的准备工作
1.1 搭建施工爬梯以及施工平台
在干熄焦停炉后,拆除干熄炉方型人孔,在干熄炉内搭设安全爬梯和施工作业平台(如图2)。

图2 爬梯和施工作业平台
1.2 炉内清灰
施工人员进入干熄炉内部,清除中央风帽、十字风道内部的焦粉、焦炭,上下气室煤灰。
1.3 炉内照明
为方便施工,干熄炉内必须接好照明灯具。
2 更换十字风帽
2.1 拆除旧十字风帽
施工的步骤是:第一步,拆除干熄炉本体与十字风道连接处耐磨板,并对本体钢板进行部分割除,便于拆卸吊装作业。第二步,割除分解风帽上部伞面、下部伞面以及中间圆筒体,并吊出干熄炉。第三步,拆除十字风道上部可以拆卸的耐磨衬板,对无法拆卸的进行焊接加固,防止与风道一起吊装拆卸时脱落。第四步,将十字风道分解成四段,并对每个分解段焊接相应的吊装点,分别吊出干熄炉。第五步,考虑到新的十字风帽需要整体安装,且直径达到3.15 m,大于干熄炉炉口水封槽的直径(水封槽的直径是3 m),在炉内十字风道、中央风帽拆除完毕后,应将水封槽拆除 (水封槽内径尺寸、炉口尺寸、中央风帽外径尺寸示意图如图3)。
在拆除过程中,所有拆除的部件均利用安装在提升机上的检修电动葫芦从干熄炉炉口吊出。
2.2 安装新十字风帽
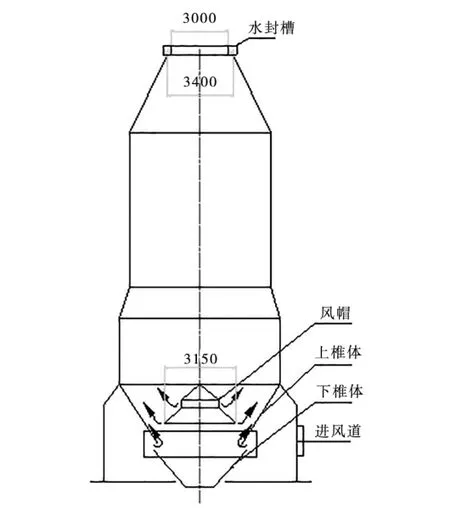
图3 水封槽内径尺寸、炉口尺寸、中央风帽外径尺寸示意图
十字风道主梁安装。利用500t吊车吊装十字风道主梁风道一根,并调整水平和中心点,确保与炉口中心在同一轴线上。由于炉底和炉口的中心点在同一轴线上,找到炉底的中心点即为十字梁安装的中心点。以炉底的一个平面作为基准面,在基准面上拉两根钢丝线,两条线的交点就是十字梁的安装中心点。利用600 mm水平尺对十字风道主梁进行找平,利用钢卷尺对十字风道主梁进行中心位置确认,确认尺寸后对主梁进行固定并焊接。要求主梁的水平度不大于0.1 mm/m(主梁8 m,其水平度不大于0.8 mm),主梁中心位置偏离干熄炉轴线不大于5mm(测量如图4)。
十字风道副梁安装。利用500t吊车吊装并安装十字风道副梁风道两根,并调整水平和中心点。副梁要求利用600mm水平尺进行找平,利用角尺对十字风道副梁与主梁中心夹角90°位置确认,确认尺寸后对副梁进行固定并焊接。焊接要求副梁与主梁四周点焊完成后进行对角焊接防止发生焊接变形。十字风道中心点与炉口中心点检测偏差±5mm。
其他部件安装。施工步骤是:第一步,吊装十字风道中间圆筒体,并调整圆筒体的高度与水平,然后进行主风道与内部加强板的焊接。第二步,吊装十字风帽下伞面,与中间圆筒体进行楔入式插接,内部加强板安装并焊接。第三步,吊装十字风帽上伞面,与中间圆筒体进行楔入式插接,内部加强板安装,并焊接。第四步,回装并焊接割除的风道入口干熄炉本体钢,并对风道入口上方耐磨衬板进行更换安装。第五步,回装循环气体装置十字风道上部耐磨衬板,并对衬板进行调整,安装衬板是每块衬板与风道内的间隙用钢板进行垫实并焊接。确保衬板与风道无松动间隙。第六步,拆除干熄炉下锥斗衬板,并安装干熄炉下锥斗衬板,衬板螺栓用高温密封胶进行密封。对下锥斗调节棒以及调节棒密封进行拆安。第七步,回装装入装置水封槽。安装完成的十字风帽见图5。
3 质量要求

图5
(1)焊条、焊丝、焊剂和熔嘴应储存在干燥、通风良好的地方,由专人保管。焊条、熔嘴、焊剂和药芯焊丝在使用前,必须烘干。中央风帽顶端需要D608焊条堆焊,其工艺:如焊条直径为3.2mm,则焊接电流为90~120A,焊前焊条须经250℃烘焙1h。堆焊时采用氧乙炔焰作为燃料形成的火焰加热焊件,预热400~500℃,采用便携式高温计测量预热温度。
(2)对焊缝质量按照设计图纸、技术文件及本规程《建筑钢结构焊接技术规程》(JGJ-2002)要求。焊接时,焊缝表面不得有裂纹、焊瘤等缺陷。对于需要进行预热或焊后热处理的焊缝,预热区在焊缝的两侧,每侧宽度均应不小于焊件厚度的1.5倍以上,且不应≤100%,后热处理应在焊后立即进行,保温时间根据板厚25mm的板(1h确定);焊成凹形的焊缝,焊缝金属与母材应平缓过渡。
(3)所有焊缝应冷却到环境温度后进行外观检查,外观检查一般用目测,裂纹检查应辅以五倍放大镜并合适的光照条件下进行,必要时可采用磁粉探伤和渗透探伤,尺寸的测量应用量尺、卡规。
4 结语
新的十字风帽装置安装后,使炉内的焦炭均匀冷却,改善了干熄炉的冷却性能,提高干熄炉的冷却效率,减小焦炭在干熄炉内的干熄时间,保障了生产的正常运转。
[1]王荣.干熄焦工程主要施工技术改进及实证研究[J].西安建筑科技大学,2009,11,1.
[2]建筑钢结构焊接技术规程.JGJ-2002.
TK223.52
:A
:1671-0711(2017)08(上)-0073-02
