2A50铝合金焊接接头的制备及组织性能分析
2017-08-10许必玉龚秋周六军喻颖
许必玉,龚秋,周六军,喻颖
(1.湖南省特种设备检验检测研究院湘潭分院,湖南 湘潭 411204;2.湖南省特种设备检验检测研究院,湖南 长沙 410117)
2A50铝合金焊接接头的制备及组织性能分析
许必玉1,龚秋2,周六军1,喻颖1
(1.湖南省特种设备检验检测研究院湘潭分院,湖南 湘潭 411204;2.湖南省特种设备检验检测研究院,湖南 长沙 410117)
通过钎焊的方法对2A50铝合金板搭接接头进行了制备。应用SEM及金相显微镜观察了焊接的组织和界面结构。对钎焊接头试样进行剪切实验,并分析了焊接温度、焊接时间对材料性能的影响。结果表明,焊接界面连接过度良好,焊接接头与焊接工艺密切相关,得到的最佳工艺路线为钎焊温度为590℃,钎焊时间为5min。
2A50铝合金;钎焊;焊接工艺
铝合金具有密度小,比强度高和比刚度高,加工变形性能好,成本较低等优点,是目前大飞机应用的主要结构材料之一。如今,我国航空航天领域应用的变形铝合金主要为2000系和7000系的中强和高强铝合金,此外5000系的防锈铝合金也有着极大的应用。2000系的铝合金主要应用的是Al-Cu-Mg系合金,根据应用环境的不同,还添加了Si、Fe、Ni、Mn等合金元素。该系列的合金是可进行热处理强化合金,强度可达400~500MPa,可应用于飞行器的壁板、隔板、机翼等部件。7000系的铝合金主要应用的是Al-Zn-Cu-Mg系合金,该系列合金也属于可热处理强化型铝合金,在进行完固溶以及时效处理后,其强度可高达400~700MPa,主要可应用于飞行器的大梁、壁板以及隔板等部件。5000系铝合金主要有Al-Mg、Al-Mn系合金,但它不能进行热处理强化,室温强度一般低于400MPa,但这类合金具有比较高的塑性及耐蚀性,可广泛应用于飞行器的油箱以及导管等部件。
目前,国内的大型飞行器的外壳以及内部壁板、隔板等部位材料无法通过一次轧制成型,主要通过板材与板材间的焊接来获得大型板材以及复杂形状的构件。如今对飞行器上复杂零件的焊接主要有熔焊、电子束焊、激光焊等,但是该类方法会产生大量焊接热裂纹,同时使得焊接接头软化,得到的接头强度系数只有50%~60%。
本文主要针对这些工艺方法的不足,提出采用钎焊的方法对铝合金进行焊接。钎焊主要有火焰钎焊、盐浴钎焊、感应钎焊、炉中钎焊等方式,本文主要采用炉中钎焊的方法对材料进行制备研究。
1 实验
1.1 实验原料及设备
钎焊所采用的方法为炉中钎焊,并通氩气作为惰性气体保护,在管式炉中进行焊接。所用的母材为自行熔炼轧制得到的2A50铝合金板,通过线切割得到所需大小,钎料为自行研制,具体成分如表1所示。
1.2 钎焊过程
焊前对母材进行表面处理,首先机械刮擦,破除表面氧化物,然后放入丙酮溶液中清洗以去除油污。之后将母材置于稀氢氧化钠溶液中清洗以进一步去除表面残留氧化物,15min后放入稀硝酸中中和,最后用大量的水清洗,烘干以备焊接。
钎焊时将母材放于准备好的工艺盒中,并准备一定的Mg粉置于母材周围之后开始进行钎焊。焊接完成后将材料取出,进行组织观察以及力学性能检测。
1.3 实验设备及仪器
焊接采用的是五温区管式电炉,保护气体为氩气(纯度高于99.9%)。焊接完成后在场发射扫描电镜下进行检测,观察焊接处组织形貌。
剪切实验采用的是CSS-4400电子万能试验机,在室温(25℃),加载速率为0.5mm/min的实验条件下进行。以3个试样实验的平均值作为最终的剪切强度。
2 实验结果与讨论
2.1 力学性能分析

表1 实验主要原料成分

图1 钎焊温度与强度的关系
图1显示了焊接接头强度与焊接温度之间的关系(此时选择的焊接时间为10min)。从图1中可以看出,当焊接温度从580℃增加到590℃时,接头强度从108MPa增加到了155MPa。而当钎焊温度继续增加到600℃后,接头强度反而呈降低的趋势,从155MPa降低到了139MPa。钎焊温度是影响钎焊接头性能最重要的工艺参数之一,当钎焊温度较低时,钎料还未完全熔化,它的活性不足,未能完全润湿母材,同时钎料与母材间未产生良好的冶金结合,因此使得焊接接头的强度较低。而当焊接温度过高时,则会造成焊接过程过于激烈,极易导致母材的烧蚀,这对接头也会造成不利的影响。因此,选择的最佳焊接温度应该为590℃。

图2 钎焊时间与强度的关系
图2显示了焊接接头强度与焊接时间之间的关系。从图2中可以看出,当焊接时间从5min增加到10min时,接头强度从147MPa增加到了155MPa。此时,接头强度的变化不大,而当钎焊时间继续增加到15min后,接头强度反而呈降低的趋势,从155MPa略微降低到了121MPa。钎焊时间对钎焊接头性能的影响也不容忽视。当焊接时间从10min增加到15min时,接头强度急剧下降,这是因为随着焊接时间在此范围内的增加造成焊接组织晶粒的长大,粗大的晶粒对接头的强大造成了极大的不利影响,这从图3和图4所示的金相照片可以看出。随着焊接时间的增加,晶粒明显长大。所以最佳的焊接时间选择应该在5~10min左右,从环保节能的方面考虑,应选择5min左右为宜。
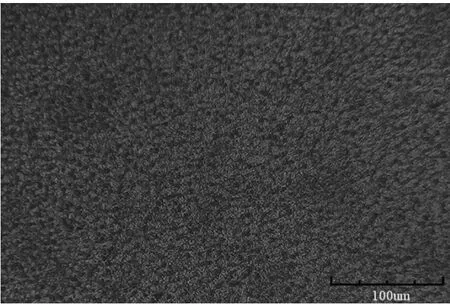
图3 焊接温度590℃焊接时间5min时焊缝组织晶粒大小

图4 焊接温度590℃焊接时间15min时焊缝组织晶粒大小
2.2 组织分析

图5 焊接组织SEM图像
图5显示了最佳焊接工艺条件下,焊接区的SEM图像。从图5中可以看出,焊接层结合比较紧密,未出现孔洞及裂纹等缺陷,组织比较致密。从图5中可以看出,有许多点状颗粒物分布,这是生成的一些第二相颗粒,如图5中A点部分所示。

图6 焊接组织中颗粒的SEM图像及能谱
对其进行能谱分析,由图6所示放大照片及能谱图可知,这是形成的富Al相固溶体,固溶体的塑韧性良好,强度也比较高,这可以极大地增强焊缝的性能,使得焊缝组织剪切强度大大增加,这也与之前的力学性能检测结果比较吻合。
2.3 焊接机理研究
由于铝在高温下极易氧化,因此在焊接过程中易在母材表面形成一层稳定而致密的氧化膜,由于氧化铝的熔点超过2000℃,同时,它的性质比较稳定,这将极大地阻碍焊接过程的进行。在焊接过程中,单纯地依靠空气保护条件是很难避免氧化层的产生的,在实际操作中必须借助一定的活化剂或者是采用焊剂。使用活化剂,是借助Mg或Bi等金属活化剂。它去氧化层的机理如下:

而另一方面,镁蒸气能够渗入膜下表层,因此可以与扩散的硅一起形成低熔点的Al—Si—Mg系合金,钎焊时,该合金熔化从而破坏了氧化膜与母材的结合,使熔化的钎料得以润湿母材,在膜下母材上铺展,并将表面膜浮起而去除。这就是为什么在实验开始之前要在炉内准备一定Mg粉的原因。
复合板的钎焊主要依靠板材间的流动性,润湿性以及钎料的间隙填充能力。自制的钎料熔点低于母材熔点,在钎焊过程中可以完全熔化,较好地起到润湿板材的作用,使焊接区具有良好的流动性及溶蚀性。从图5所示的焊缝组织可以看到,母材与钎料之间反应良好,形成良好的冶金结合,这对焊接接头的力学性能起到非常有益的作用。
3 结语
通过钎焊的方法可以制备连接良好的2A50铝合金接头,得到的最佳工艺路线为钎焊温度为590℃,钎焊时间为5min;
分析了焊接工艺对接头性能的影响,焊接接头与焊接工艺密切相关,当焊接温度由580℃增加到600℃的过程中,接头强度先增加后下降;当焊接时间为5~10min时,接头组织晶粒较细小,接头强度较高;当焊接时间增加到15min时,接头组织晶粒长大,使得接头强度降低。
[1]刘兵, 彭超群, 王日初等. 大飞机用铝合金的研究现状及展望[J]. 中国有色金属学报, 2010, 20(9): 1705-1715.
[2]楼瑞祥. 大飞机用铝合金的现状与发展趋势[D]. 中国航空学会2007年学术年会论文集. 深圳: 中国航空学会材料工程分会, 2007: 1-8.
[3]王聪. 大飞机 2024 铝合金厚板热处理工艺及热轧模拟研究[D]. 中南大学, 2012.
[4]王涛, 尹志民. 高强变形铝合金的研究现状和发展趋势[J]. 稀有金属, 2006, 30(2): 197-202.
[5]戴晓元, 夏长清, 华熳煜等. 含钪 7xxx 系铝合金的再结晶[J].材料热处理学报, 2010 (1): 132-136.
[6]张坤. 合金元素和热处理制度对高 Zn 超高强铝合金微观组织和力学性能的影响[D],2003.
TG457.14
:A
:1671-0711(2017)08(上)-0178-03