VCP电镀线下板机方案的设计
2017-08-09卢子飞丁惠英李剑锋陈建明梁添贵
王 章,卢子飞,丁惠英,李剑锋,陈建明,梁添贵
(1.广东华恒智能科技有限公司,广东 东莞 523000;2.东莞市中云浩思自动化科技有限公司,广东 东莞 523808)
VCP电镀线下板机方案的设计
王 章1,卢子飞2,丁惠英1,李剑锋1,陈建明1,梁添贵1
(1.广东华恒智能科技有限公司,广东 东莞 523000;2.东莞市中云浩思自动化科技有限公司,广东 东莞 523808)
机械手是近几十年发展起来的一种高科技自动化生产设备。通过编程来完成各种动作,它的准确性和多自由度,保证了机械手能在各种不同的环境中工作。机械手在工业生产中应用较多,机械手的使用能够显著的提高生产效率,减少人为因素造成的废次品率。机械手可以完成很多工作,它在自动化车间中用来运送物料,从事多种工艺操作。它的特点是通过编程来完成各种预期的作业,在构造和性能上兼有人和机器人的部分优点,尤其体现了人的灵活协调和机器人的精确到位。
PLC;伺服控制;变频;模拟量
中国经济不断发展,企业面临技术革新,劳动力成本增加,产品转型升级等问题。机械自动化生产,有效解决劳动力不足,生产效率低下,产品质量不稳定等问题。电镀线下板机实现该系统的自动控制,通过自动控制原理,伺服定位控制,人机界面的应用与变频技术的应用,以电气控制技术为基础,深入应用PLC技术,最终实现本方案的设计应用。
文章针对VCP电镀线设备自动下料的PLC自动控制方案设计。随着科技不断发展,电子产品应用更加广泛,电路板生产企业的日益壮大,电镀工艺效率的要求也随之越来越高。通常电镀线采用的是人工下料方式,但人工成本较高,劳动强度大,效率较低,安全系数低。
本方案的自动下板机可有效解决招工难,人工成本,劳动强度以及安全问题,生产效率可以大大提高,24h不间断作业。本方案采用OMRON CP1H-XA40DT-D的PLC为核心,与威纶的MT6070IH5人机相结合控制的四轴自动下板机,吸盘的动力用 2.2kW的鼓风机,通过一台易能变频器EN6000-4T0022给定转动频率,以达到吸力大小的控制。
1 动作方案的制定
如图1所示,四个轴分别执行上下、伸缩、旋转和前后的动作,另外,还有一个旋转气缸用来夹住铜板。

图1 动作方案
2 确定PLC I/O分配
PLC I/O分配如表1所示。

表1 PLC I/O分配
3 根据动作要求,进行电气选型
电气选型如表2所示。

表2 电气选型
4 控制系统电气连接图
(1)主电路。主电路如图2所示。
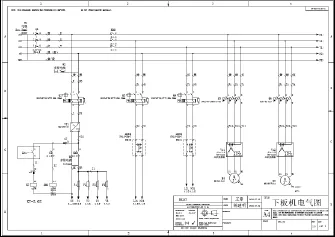
图2 主电路
(2)X与W轴伺服电路。X与W轴伺服电路如3所示。
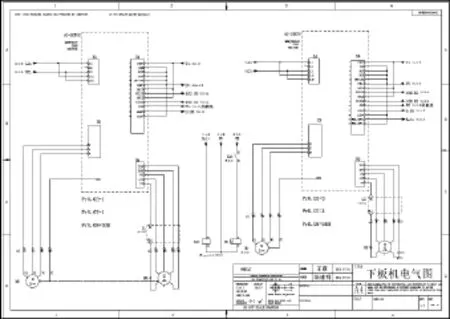
图3 X与W轴伺服电路
(3)Y与Z伺服接线图。Y与Z伺服接线图如图4所示。

图4 Y与Z伺服接线图
(4)PLC I/O连接图。PLC I/O连接图如图5所示。

图5 PLC I/O连接图
三台松下伺服马达,分别用一相220V的电压供电。采用这种电源的供电方式,有效平衡系统总电源的电流,系统电流的最大值减小,降低系统能量的损耗;对伺服系统之间的干扰起到隔离的作用。PLC I/O系统,采用0.75mm2以上的屏蔽型铜芯多股导线,采用D类接地方式,提高系统的抗干扰能力和系统稳定性。
5 PLC与人机界面参数设置
(1)PLC与人机通讯的参数设置。PLC与人机通讯的参数设置如图6所示。

图6 PLC与人机通讯的参数设置
OMRON CP1W-CIF01 232串口通讯模块安装于CP1H的两个任意之一扩展卡槽之内,并通过连接线与HMI的串口连接,HMI端的6、9、5脚位分别对应PLC端的3、2、9脚位,并且PLC端的4与5进行短接。两者的通讯系统连接完成。
开始如图6对PLC进行通讯参数的配置,可以针对设计对通讯速率的要求分别进行标准或定制配置,现配置采用定制方式,选择57600的通讯波特率,效验格式采用7、2、E,通讯模式有OMRON标准的Host Link。
(2)人机界面与PLC通讯的参数设置。人机界面与PLC通讯的参数设置如图7所示。

图7 人机界面与PLC通讯的参数设置
威纶MT6070IH5的相关通讯参数如图7所示,与PLC通讯参数的设置一致,方可达到两者通讯的目的。
(3)PLC脉冲输出的参数设置。PLC脉冲输出的参数设置如图8所示。分别对“脉冲输出0”“脉冲输出3”进行原点、极限等设置进行定义,根据机械的连接方式,用电子齿轮公式进行计算。

图8 PLC脉冲输出的参数设置
首先,对几个常用的名词进行解释。
编码器分辨率(F):伺服电机轴旋转一圈所需脉冲数。看伺服电机的铭牌,在对驱动器说明书既可确定编码器的分辨率。
每转脉冲数(f):丝杠转动一圈所需脉冲数。
脉冲当量(p):数控系统(上位机)发出一个脉冲时,丝杠移动的直线距离或旋转轴转动的度数,也是数控系统所能控制的最小距离。这个值越小,经各种补偿后越容易到更高的加工精度和表面质量。脉冲当量的设定值决定机床的最大进给速度,当进给速度满足要求的情况下,可以设定较小的脉冲当量。
螺距(d):螺纹上相邻两牙对应点之间的轴向距离。
电子齿轮比计算公式如下:

关于旋转轴。与直线运动轴相比区别在于:旋转轴的螺距值为360,其它计算相同,只需将螺距值换为360。
框架伺服电机“电子齿轮比”的计算方法。
电子齿轮比主要功能:可以任意地设置每单位指令脉冲对应的电机的速度和位移量(脉冲当量);当上位控制器的脉冲发生能力(最高输出频率)不足以获得所需速度时,可以通过电子齿轮功能(指令脉冲倍频)来对指令脉冲进行×N倍频。
当伺服电机用在电脑绣花机的框架上时,控制上的要求为主控发送1个脉冲框架得移动0.1mm。对电子齿轮比的计算有影响的主要为以下因素:电机编码器的分辨率;机械装置的二级传动比;框架皮带齿轮大小。
(4)PLC用模拟量控制变频器的参数设置。PLC用模拟量控制变频器的参数设置如图9所示。

图 9 PLC用模拟量控制变频器的参数设置
使用内建的AD通道,非常方便有效地实地简单的模拟量控制,此方案通过0~10V的模拟量输出,直接控制变频器的输入频率,实现触摸屏对风机的转速控制。
6 操作系统原理
(1)系统复位部分。《系统复位》,在自动运行前,设定好速度,各定位位置的值和鼓风机变频器的频率。
(2)自动运行。《自动运行》用SPEED指令作为点动运行指令,PLS2脉冲输出接令作为定位指令,INI指令为立即停止。《输出处理》是将《自动运行》的控制相同的输出点汇集在一起,共同控制输出。
(3)变频控制。通过MOV附值给210CH通道来改变DA输出的电压值(0~10V),以达到控制鼓风机变频器的目的。
7 人机操作界面的设计
(1)手动操作。如图10所示,此界面的主要功能是实现通过手动,单步对机械手进行操作,来将产品取下。其二,实现自动操作前,对每个机械动作的运动位置进行调整,并将相应的位置值保存在相应的数据储存区。马上弹出报警信息,并记录于“报警信息”画面中。

图10 手动操作

图12 报警信息
(2)自动操作。如图11所示,连续生产时,则切换至自动操作模式,当传感器检测到来板时,机械手则开始自动运行,按照“自动运行”的程序,按照预设的位置值进行动作,平衡、快速地将产品放至料盘中。
8 结语

图11 自动操作
本方案运用了PLC自动控制,脉冲控制伺服的运行,模拟量控制变频器的综合运用,加深了对自动控制技术的认识。最终,将知识运用于本次机械手自动控制的电气设计,加深对自动控制原理以及应用技术的认识,使笔者日后更加熟练地应用于工作之中。(3)报警信息。如图12所示,运行中,设备如发生异常,会
[1]李博.PLC在工业自动化控制中的应用[J].科技风,2013,(7).
[2]梁耀光,余文.工业控制新技术教程[M].广州:华南理工大学出版社,2014.
[3]肖明耀.欧姆龙CP1H系列PLC应用技能实训[M].北京:中国电力出版社,2011.
[4]王辉.欧姆龙系列PLC原理及应用[M].北京:人民邮电出版社,2009.
Design of VCP Plating M achine
Robot is a high-tech automated production equipment developed in recent decades.Through programming to complete a variety of actions,its accuracy and multi-degree of freedom ensure that the robot can work in a variety of different environments.Robotiswidelyapplied in theindustrialproduction,which can significantly improveproduction efficiency and reduce the human factors caused by thewaste rate.The robot can do a lotofwork,which is used in the automation workshop to transport materials,engaged inavarietyofprocessoperations.Itischaracterized byprogramming to completeavarietyofexpected operations,both in the structure and performance ofhuman and robotpartof the advantages,in particular,embodies the flexibility ofhuman coordinationand robotin place.
PLC;servo control;frequency conversion;analogquantity
TQ153
A
2095-980X(2017)05-0074-03
2017-04-20
王章(1986-),男,主要研究方向:PLC应用、机械自动化、单片机技术。
WANG Zhang1,LU Zi-fei2,DING Hui-ying1,LI Jian-feng1,CHEN Jian-m ing1,LIANG Tian-gui1
(1.Guangdong Huaheng Intelligent Technology Co.,Ltd.,Dongguan,Guangdong 523000,China 2.Dongguan Zhongyun Haosi Automation Technology Co.,Ltd.,Dongguan,Guangdong 523808,China)
