基于大型人造板压机的新型位移传感器的研制
2017-08-09作者陈芳芳江苏联合职业技术学院南京分院南京高等职业技术学校
作者/陈芳芳,江苏联合职业技术学院南京分院,南京高等职业技术学校
基于大型人造板压机的新型位移传感器的研制
作者/陈芳芳,江苏联合职业技术学院南京分院,南京高等职业技术学校
本文以人造板压机压板的变形检测为工程背景,在成功对人造板压机压板实现应变电测及研究分析的基础上,研制出一款新型位移传感器。对新型位移传感器标定的结果表明,该器件不仅体积小,而且性能强,性价比高。
人造板压机;应变;位移传感器
随着科技的发展和社会的进步,人们对木材的需求也在不断增长。考虑到对天然原木的保护,越来越多地科学家正致力于新产品、新工艺的开发来提高原料的利用率。人造板就是高效利用木材资源的主要方式[1],产品主要包括,刨花板、纤维板、胶合板等[2]。目前,已被广泛应用于各行各业,需求量达万亿立方米。生产这些人造板的重要设备之一就是人造板压机。
本文主要针对国内单层人造板压机压制小幅面薄板材时,会出现板面塑性变形的现象进行研究,从而自行设计出一款新型位移传感器,为进一步研究提升人造板压机的生产质量而奠定重要基础。
1. 研究背景
借助电阻应变式传感器对人造板压机压板变形的测试中,发现测试结果非常贴近实际生产中受压板材的变形情况,即复杂应力引起压板发生弹性变形,整个形变呈波浪状且各个方向起伏不尽一致,但均是边缘部分幅变较大。这些都将影响压板作业时的稳定性,造成压机在压制小幅面、薄板材时,板材会发生塑性形变。所以,应积极避免压机在此控制方法下工作,设计合理的油缸压力控制值,使压板变形趋势减小或趋于一致。
为了能在以后的测试分析中,进行更加迅速、完美的分析,甚至可以给出精确的砂光量,通过总结经验,针对该类型的人造板压机研制了一款新型的位移传感器,它可以从根本上改善模型等效得不到精确位移变化量的情形,从而可以通过有机会的再次现场测试及相应的数据分析,得到更加精美的控制方法。
2. 新型位移传感器的制作
2.1 位移的测量
本次测试是针对压机压板的接触式非电量的测量,因而选用了电气式位移测量法。它的基本原理是:将应变计粘贴在弹性元件表面上构成传感器,弹性元件受压变形,应变计即将应变转换成相应电阻值的变化,通过连接适当电路测得应变,最后根据传感器的输入/输出特性求出位移的大小。
2.2 弹性元件材料的选择
由于本次是在高压下对高强度的钢板进行测试,故选取了铍青铜(QBe2)作为弹性元件。QBe2(Be1.8~2.1%;Ni0.2~0.5;其他杂质<0.455),号称有色金属弹性之王,具有高强度、高弹性、无磁性、恢复性强等特点,因此被广泛应用于精密仪器和仪表的制造[3]。
铍青铜在有色合金系列中属热处理敏感材料。它的性能强化手段有两种:一般的扎制强化以及特殊的热处理强化手段。从理论机理上讲,就是通过合金微观晶体中的相组织发生变化来达到性能强化的目的。由于本次研究的测试条件是在常温高压下进行,所以采用一般扎制强化的手段就可以了。
2.3 位移传感器机械图
如图1所示,弹性元件一端粘结在钢尺上,另一端悬空为自由端。自由端为直角,测试时直角边直接接触压板的板面为感受应变端。
弹性元件通过粘结剂牢固粘结在钢尺上后,会被安装在固定支架上,支架的刚度会远大于弹性元件的刚度,因此,可把弹性元件的工作段看作是悬臂梁。把固定端至受力端的长度称作弹性元件的理论长度。相当于悬臂梁的端点受力端,可以等效成等截面悬臂梁满足Lbh[4]。这种弹性元件的特点是:横截面处处相等。悬臂梁式结构弹性元件所用电阻应变计为单轴应变计。两枚电阻应变计对称的粘贴在距固定端三分之一长度的表面上,呈对称分布在弹性元件相同位置的上、下表面处,实现温度的差动补偿,同时进一步提高测量的灵敏度和精确度。
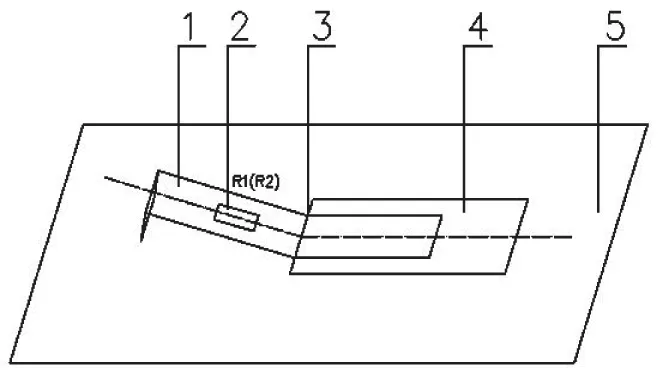
图1 电阻应变计位置示意图
悬臂梁式位移传感器梁的自由端的最大即位移为:

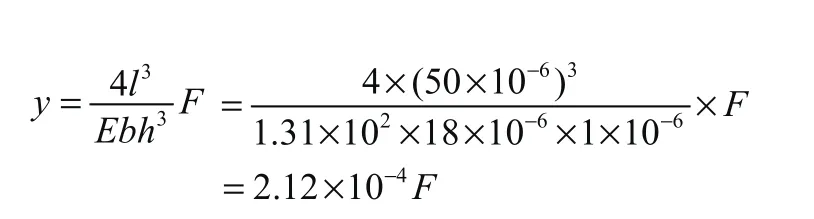
可见,该传感器最大不失真所测位移值比较小。

图2 新型位移传感器机械图
2.4 应变计粘贴位置的选择
我们选择将应变计粘贴在弹性元件上制成传感器,此时的应变计的传感部分基本上可以和弹性元件一起变形。只要通过受载分析就可以建立位移与电阻变化间的函数关系,即进行传感器的标定,然后通过这种预先确定的位移标定曲线去获得测量的位移值,这种方法测得的测量结果很精确。
应变计粘贴的位置应尽可能靠近悬壁梁的固定端,这样可以提高传感器的灵敏度。如图1所示,R1(R2)均贴近传感器水平构件部位即其固定端。
2.5 电阻应变计的粘贴方法
2.5.1 构件表面处理
粘贴前,需对构件表面进行必要的处理,使之平整光洁。首先在测点处进行打磨处理,除去其电镀层。为了提高平洁度,增强应变计的粘贴性能,打磨时需先用砂纸进行圆形打磨产生多向痕迹,而后用细砂纸沿主应力方向进行45°角交叉打磨,接着用丙酮棉球进行擦拭,擦拭时需保持恒力单向,直至棉球上没有污物为止。
2.5.2 定位标志线
为了使应变计精确对准测点中心位置的应变区域,需要在弹性元件的表面进行精确定位。我们用直尺和有色笔在贴片位置处轻轻画上垂直线,并注意不使应变区的表面划伤,以避免产生毛刺,影响贴片效果,从而引起测试的不准确性。接着用乙醇棉球擦拭贴片位置,处理后的区域不再触碰。
2.5.3 选片
选择同型号、同阻值的应变计(并做必要的外观和电阻值检查),正确区分其正反面后,将工作片贴在弹性元件测点处,其轴线应顺着应变的方向。再取与压板相同材料的小钢块,将其置于压机附近。
2.5.4 贴片
用乙醇棉球轻拭应变计的粘贴面(反面),在弹性元件定位处滴上502胶水,然后迅速将应变计放在该处。调整应变计,使应变计上的定位标志与先前所画的垂直线中心相重合。再在应变计上覆盖一片聚乙烯塑料薄膜,用拇指在薄膜上做一次无滑动的滚压,保持压力一会以去除气泡和多余胶液。最后,将薄膜揭去,检查应变计引出线是否被粘,以保证其与弹性元件完全脱离。
2.5.5 固化
固化是一个复杂的过程,它需将整个部件置于一个恒温的条件下,持续一段时间,其主要目的是为了保证传感器长期使用的稳定性。
2.5.6 贴片质量检查
检查贴片的位置是否准确,胶层是否均匀,无气泡。
2.5.7 焊接导线
首先,将导线一端的漆包线剥去5mm,并固定在弹性元件上,引出线的端点与应变计的边缘相距5~10mm,焊接在焊盘上,随后剪去多余的引线。用电烙铁把引出线镀上焊锡以方便现场的焊接;为了实现现场迅速良好的接线,需将另一端接上小接线叉以方便连接后面的仪器。
2.5.8 传感器整体质量检查
检查焊点是否小而光亮;用惠斯登电桥测量此时应变计的电阻值,看是否合格;用万用表检查应变计是否断路;用兆欧表检测应变片与压板之间是否绝缘。
2.6 位移传感器防潮处理
应变计粘固化后,为免降低绝缘电阻和粘合强度,影响传感器测试的可靠性,我们进行了防潮处理。具体方法是用南大704硅橡胶涂于应变计及连接线路处,在室温下固化24小时,充分保证应变计工作性能稳定可靠。
2.7 温度补偿
将两片相同的BE120—5AA(11)型电阻应变计分别粘贴在弹性元件相同位置的上、下表面处实现温度的差动补偿,以进一步提高测量的灵敏度和精确度。
3. 小结
本次研究第一次将应变电测技术应用于人造板压机压板的变形检测,并由此制作出一款新型位移传感器,它可以从根本上改善模型等效得不到精确位移变化量的情形,从而可以通过有机会的再次现场测试及相应的数据分析,得到更加精美的控制方法。
* [1]庞庆海等著.人造板机械设备[M].东北林业大学出版社,1997.09
* [2]梅长彤等著.人造板[M].北京:中国林业出版社,2005.12
* [3]狄平著.铍青铜QBe2合金形变时效工艺的研究[J].上海:东华大学学报(自然科学版),2001(2):81—83.
* [4]樊尚春等著.新型传感器技术及应用[M].北京:中国电力出版社,2005.08
* [5]张洪润等著.传感技术与实验[M].北京:清华大学出版社,2005.07
* [6]谢双雄等著.传感器技术[M].北京:中国计量出版社,2005.08
* [7]刘则毅等著.科学计算技术与MATLAB[M].北京:科学出版社,2001
