FDM 3D打印挤出螺杆设计及应用研究
2017-08-07杨磊马睿黄部东徐云龙宁夏共享模具有限公司宁夏银川750021
杨磊,马睿,黄部东,徐云龙(宁夏共享模具有限公司,宁夏银川750021)
FDM 3D打印挤出螺杆设计及应用研究
杨磊,马睿,黄部东,徐云龙
(宁夏共享模具有限公司,宁夏银川750021)
合理应用FDM 3D打印技术,关键在于合理的挤出装置结构、最优的挤出螺杆参数,最佳的挤出螺杆转速与打印进给速度的匹配关系,以此来保证3D打印螺杆的挤出量,提高打印效率,并且根据进给速度的大小来分配材料挤出速度,使材料均匀挤出成型。本文通过理论计算与实验对比,来确定螺杆参数及转速与挤出量的关系,并且确定转速与进给速度最佳匹配关系,使材料平稳挤出成型。
FDM;挤出螺杆;转速;进给速度
近年来,传统的制造业在不断地寻求转型升级,使得3D打印工艺方法得到大力的引进与推广[1]。其中熔融沉积成型FD M是3D打印的一种,其具有工艺简单、制作方便、成本低、绿色环保等优点,已成为目前应用最为广泛的一种3D打印方法[2]。
在FD M 3D打印中,螺杆是最核心部件,其肩负着精确、定量地将熔融原料进行传送的任务。影响打印效率的关键因素在于挤出螺杆的自身结构参数及工作转速[3],影响打印产品质量的关键因素在于挤出量与打印进给速度的匹配关系[4]。
本文基于研究高效、高质量的3D打印设备,对挤出螺杆的结构进行了核算,使得在满足要求的打印效率的基础上选择最佳的螺杆参数。为得到均匀的产品表面质量,通过实验方法得出打印进给速度与挤出螺杆转速的匹配关系。
1 螺杆设计
1.1 参数理论计算
为保证3D打印机的挤出量,将采取辅助加热装置使得材料进入加料端后快速达到熔融状态,使材料输送更均匀。
目前对3D打印挤出螺杆结构方面没有专门的研究,一般借鉴注塑机成型方法中挤出螺杆的结构来进行设计。注塑成型方法中,一般将固体颗粒原料加入进料端后,通过加热筒快速加热并保温,使材料变成黏稠状,螺杆转动过程中将材料传送到出料口,并最终定压、定温、定量被挤出。图1为挤出螺杆结构示意图。
1.1.1 螺杆直径选取
目前注塑行业中,针对不同的塑料原材料,螺杆选取的各参数不同。首先根据需求的材料种类及产量选择合适的螺杆直径。以PV C材料为例,目前有针对PV C材料注塑螺杆参数选取的行业标准ZB G95009.1-88,如表1所示。本文以需求产量15kg/h为例,选择直径为30mm螺杆。
1.1.2 螺杆各段槽深设计
注塑螺杆通常分为三段,即进料段、压缩段及均化段[5]。进料段顾名思义原料刚刚进入阶段,属固态和熔融态混合阶段,容量较大,因此槽深相对较深。压缩段是对熔融原料进行压实,此段槽深是渐变过程。均化段槽深最浅,直接连接挤出头,使材料能被均匀、定量挤出。
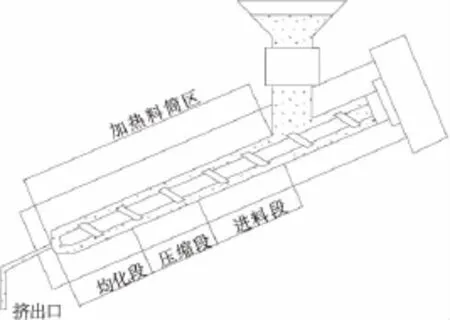
图1 螺杆挤出结构示意图
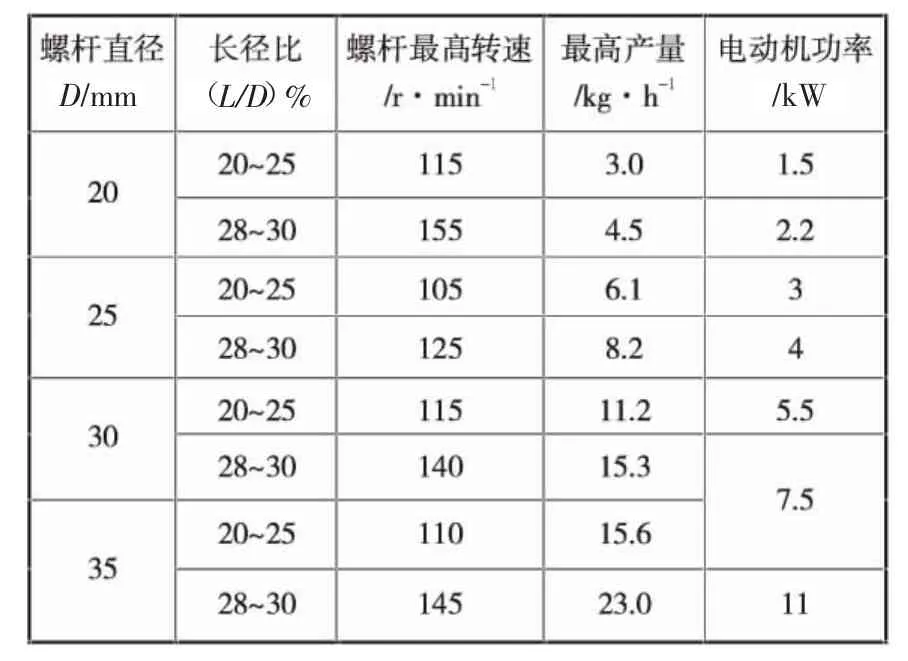
表1 注塑螺杆行业标准ZBG95009.1-88
根据经验,进料段槽深h1=(0.12-0.14)D,均化段槽深h3=(0.05-0.07)D;压缩段槽深是从h1到h3渐变,压缩比例ε=h1/h3,一般压缩比取2.
1.1.3 螺杆各段长度设计
挤出效率与挤出质量与各段长度关系密切,进料段太短会导致固态材料没有足够时间熔融而直接进入压缩段,增大螺杆所受背压力和剪切力,甚至会导致螺杆疲劳断裂,降低其使用寿命[6]。当螺杆太长,由于持续受热,导致熔融原料黏度降低,造成漏流现象,难以保证打印产品质量。通常根据不同原材料的物理及化学特性,螺杆各段长度分配比例选取有所不同,表2为适合各材料的长径比及各段的长度分配。
由此可以根据材料种类及螺杆直径来计算螺杆长度及各段长度分配。从表中可以看出压缩段长度最长,其原因为3D打印是材料从固态到熔融状态后,不断堆积再凝固成型的过程,材料从固态到熔融态后,中间出现气泡等空心状态,严重影响产品质量,压缩段长会有足够的空间和时间来将熔融状态的原料混合均匀并压实。
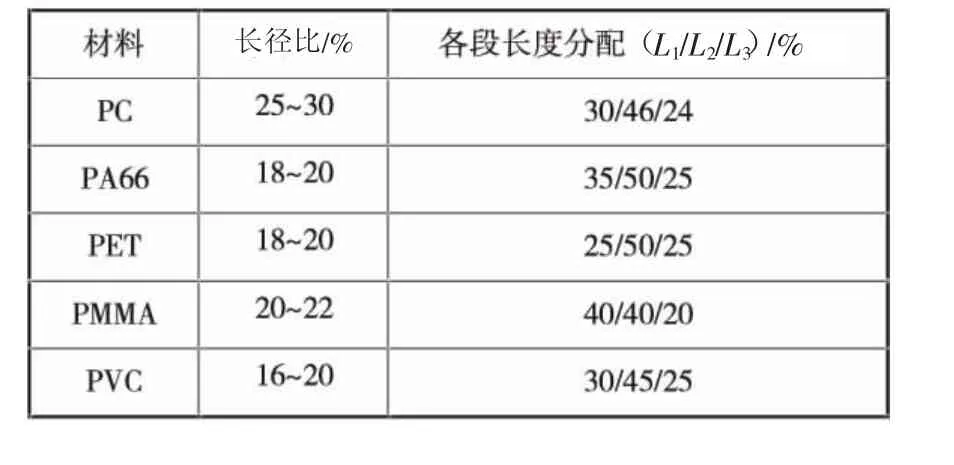
表2 螺杆长度参数及分配
1.1.4 挤出量的计算
螺杆参数直接影响挤出效率,通过螺杆参数精确计算挤出量,对挤出装置前期的设计及后期打印工艺的设计均提供有效依据。通常,挤出量的计算按照螺杆均化段旋转一周所挤出物料的体积来计算。因此,将螺杆均化段一周进行展开,储存物料的空间刚好为一个平行四边体,如图2为螺杆主要参数示意图,图3为螺杆展开图。
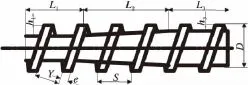
图2 螺杆主要参数示意图

图3 螺杆展开图
根据图3模型可得出,螺杆旋转一圈所挤出物料体积计算公式为式(1):

通常,螺杆的螺距与螺杆的外径相等,即S=D,由此可得出螺旋角的计算公式为式(2):

法向螺距是楞宽与槽宽的和,一般楞宽占螺距的十分之一,因此槽宽k的计算公式为式(3):

通常h3=0.07D,综合公式(1)、(2)及(3)可得螺杆每转挤出量的计算公式为式(4):

1.2 实验验证
为验证挤出量公式计算正确性,本文以聚乳酸环保性材料P LA为例进行实验,实验分别选4种转速及2种大小挤出头直径来进行全因素实验,具体参数如表3所示。
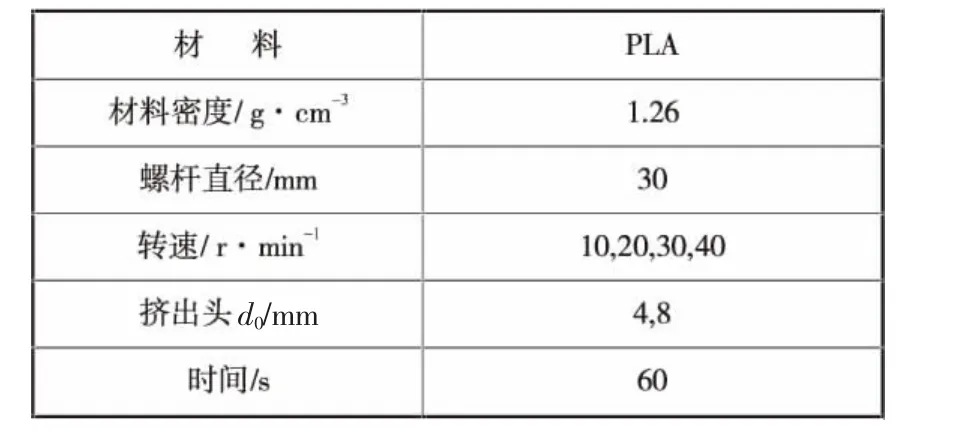
表3 实验参数
为便于准确计数,挤出时间设定为1m in,实验完成后得到如图5所示的实验样块,在电子天平上称量各样块的质量,并与理论值作对比,得到表4所示实验结果表格。

图5 实验样块
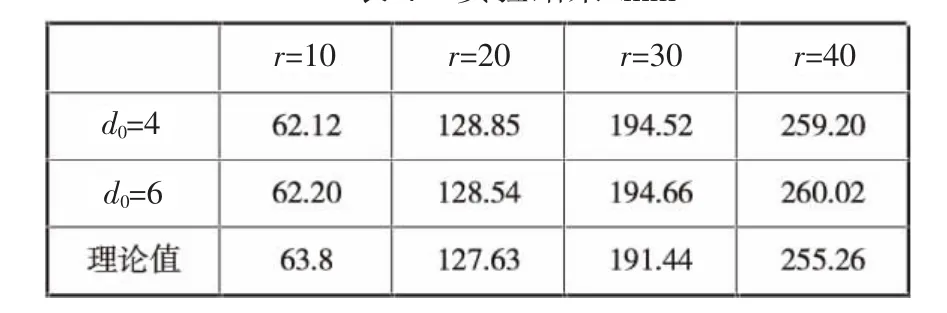
表4 实验结果(mm)
通过实验数据观察得出,不同大小的挤出头挤出的材料量是相等的,即挤出量与挤出头大小无关。理论值与实验值接近,说明计算公式正确,即材料挤出量与转速及螺杆自身均化段参数有关。转速成倍增加时,理论挤出量也成相应倍增加,但实验值并未成倍增加,实际上挤出量比理论值更大,其原因是转速越高,料筒内温度也越高,温度越高材料变得越稀,挤出量也越大[7]。
2 转速与进给速度匹配
2.1 理论计算
为将挤出的材料均匀平铺成型,挤出量随着进给速度的变化而变化,在螺杆一定的情况下,挤出量的大小与转速及温度的大小有关,从表4可看出转速引起的温度的变化对挤出量影响很小,因此只需研究转速与进给速度匹配关系即可。
单位时间内挤出材料的量与平铺到模型上的材料的体积是相等的。材料挤出平铺后,截面为近似矩形,挤出量与平铺量体积相等即可得到公式如式(5):

n为转速,单位为r/m in;
f为进给,单位为mm/m in;
a、b为平铺后层厚及线宽,单位为mm.
因此得出转速与进给匹配关系为式(6):

2.2 实验验证
以螺杆直径30 mm,挤出头直径4 mm为例,a= 2mm,b=3.5mm,带入计算公式(6)得出n/f=0.00138,同样以1m in挤出时间来做实验,转速设定为10 r/m in,得出线条长度7 120mm,计算实验所得转速与进给速度匹配关系为n实验/f实验=0.001 40,与理论值接近,说明转速与进给速度匹配计算公式正确。
由此说明,转速与进给量匹配关系与挤出头大小有关,同一螺杆用不同挤出头直径时,转速与进给速度匹配关系不同。
3 结论
通过理论计算及实验验证,得出以下结论:
1)螺杆挤出量与螺杆第三段均化段参数槽宽、槽深及螺旋角有关。
2)螺杆挤出量与挤出头直径大小无关,与螺杆转速有关,转速越大,挤出量越大,且挤出量与转速成正比关系;转速越高温度越高,温度越高挤出量越高。
3)转速与进给速度的匹配关系与挤出头大小有关。
[1]张学军,等.3D打印技术研究现状和关键技术[J].材料工程,2016(02):122-128.
[2]唐通鸣.基于FDM的3D打印技术研究现状与发展趋势[J].化工新型材料,2015(06):228-230.
[3]董莘.工业级熔融沉积式3D打印机供料挤出螺杆的研究与设计[J].机械工程师,2016(06):82-85.
[4]王永双.3D打印工艺螺杆转速和进给速度的最佳匹配关系[J].青岛大学学报,2014(03):53-57.
[5]刘迎.常规三段式注塑螺杆的模拟及优化[D].北京:北京工业大学,2011.
[6]袁卫民.注塑机螺杆强度的分析计算[J].轻工机械,2012(02):16-18.
[7]吕柏源.螺杆转速与冷喂料挤出过程的关系[J].山东化工学院学报,1984(01):27-34.
Study on App lication and Design of Extrusion Screw for FDM 3D Printing
YANG Lei,MA Rui,HUANG Bu-dong,XU Yun-long
(Ningxia Kocel Pattern CO.,LTD.,Ningxia Yinchuan 750021,China)
The suitable extrusion device structure,optimal extrusion parameters,and the best relationship between screw speed and the printing feed speed are the keys to reasonable application of fused depositionmodeling(FDM)3D printing technique,which can guarantee the extrusion output,increase the printing efficiency,and allocatematerial extrusion speed according to the feed rate to make sure thematerial uniformly extruded.Therefore,the theoretical calculation and experimental results were compared to conform the parameters and the relationship between rotate speed and extrusion output,and determine the optimal relationship between rotate speed and feed speed.
FDM,extrusion screw,rotate speed,feed speed
TP391.73,TH162
A
1674-6694(2017)03-0008-03
10.16666/j.cnki.issn1004-6178.2017.03.003
2017-03-28
杨磊(1988-),男,宁夏同心人,硕士研究生,工程师,主要从事3D打印设备设计及制造工艺方面的研究工作。
