企改中基于M ES的加工过程质量控制与预测研究
2017-08-07辛梅
辛梅
(西安航空职业技术学院 航空制造工程学院,西安 710089)
企改中基于M ES的加工过程质量控制与预测研究
辛梅
(西安航空职业技术学院 航空制造工程学院,西安 710089)
针对制造加工零部件生产高精度控制的需求,结合加工质量控制理论,提出一种基于人工智能算法的质量控制与预测系统。为提高质量控制精度,提出一种基于改进的SVR预测模型。借助SVR预测算法可处理非线性和高维度等复杂问题,以及粒子算法在全局搜索方面的优势,对SVR预测的参数进行优化。同时根据上述的算法,构建加工质量预测控制模型。最后,通过MatLab软件对上述算法进行验证,结果表明上述加工方法具有可行性。
加工质量;制造执行系统;预测;粒子群算法;支持向量机
随着现代加工过程的数字化发展,以及基于制造执行系统(MES)控制的信息化,产品批量化生产成为离散制造业发展的一种趋势,而加强质量控制成为核心。目前,针对制造企业加工过程质量控制,主要集中在人工智能控制和基于SPC工序质量控制两类。如魏青云(2012)提出借助神经网络算法、薛丽(2016)则提出通过抽样区间算法及EWMA控制图、牛占文(2010)提出通过的累积和控制图及指数加权移动平均指数等方法,都对零部件加工质量进行了控制。对此,基于MES系统和上述的研究成果,提出一种对批量化产品生产质量预测算法,并对算法的可行性进行验证。
一、支持向量回归原理
(一)不敏感损失函数
SVR回归算法中,将损失函数的定义为:

公式(1)表示,如估计器输出的结果y与期望值d之间的偏差的绝对值小于某个指定的参数ε,则其值等于0,否则等于偏差减去绝对值减去指定参数ε。
(二)基于ε不敏感损失函数的SVR
对SVR回归的描述:假设在n维空间当中,存在l个数据样本对{(xi,yi),i=1,2,…l},其中,xi∈Rn表示第i个样本的输入向量,yi∈R表示为与相对应的输出值,由此在n维空间中存在超平面f(x)=wx+b,使得该平面与任意的一个样本点的距离最大。同时,考虑到在数据的采集中存在干扰的问题,引入松弛变量ξ和ξ*及误差惩罚因子C,其中ξ和ξ*分别代表数据点超出不敏感区的上限误差和下限误差,由此可以得到以下优化问题:

其中,C值越大,表示其对错分的惩罚也就越重,分类也就越严格。
为求解上述的方程,引入拉格朗日乘子法,引入乘子αi和βi,并根据KKT原则,可得到ε-SVR模型求解的对偶形式:

对公式(3)进行求解,可以得到最优分类面函数:

其中,αi*、βi*、b*分别表示二次规划函数最优解,K(xi,x)表示核函数。
核函数选择RBF核函数。

其中,σ表示高斯核宽度参数。
由此,通过上述公式的表达式可以看出,在SVR模型中,影响模型的分类性能的参数只有σ和C惩罚因子。因此,要保证模型得到最优解,只需要对参数σ和C进行优化即可。
二、基于PSO-SVR的质量控制与预测模型构建
要保证参数σ和C参数最优,就必须防止陷入局部最优。因此,引入PSO在全局搜索方面的优势,对参数σ和C两个参数进行优化,从而得到最优的参数。PSO算法的原理是借助个体之间的竞争、交流、合作和信息共享等机制来实现最优解。在求解最优的过程中,假设最优可行解在D维空间上面的点,即“粒子”要求解该粒子,首先会产生N={X1,X2,…,XN}个潜在解,在每个Xi中会产生xi1~xid个当前解。在迭代的过程中,每个粒子会之前的种群最优和个体最优信息不断的调整自身的位置。对此引入惯性权重和学习因子对其调整进行表示,具体表达式为:

其中,c1和c2表示加速度因子,根据经验,c1=c2=1.5;ω表示惯性权重,该值越大越有利于全局搜素,越小越有利于局部搜索。
同时,为进一步对产品加工进行修正,引入误差补偿思想,即通过PSO-SVR模型求解得到加工工序的预测误差,然后将该预测误差与实际误差进行比较,如果在误差范围之内,那么统计下一个工件的误差,如果超过误差要求的范围,对误差进行补偿或者调整加工工艺,从而达到对批量产品质量调整的目标。由此,综上可以得到质量预测控制流程,具体(如下图所示)。
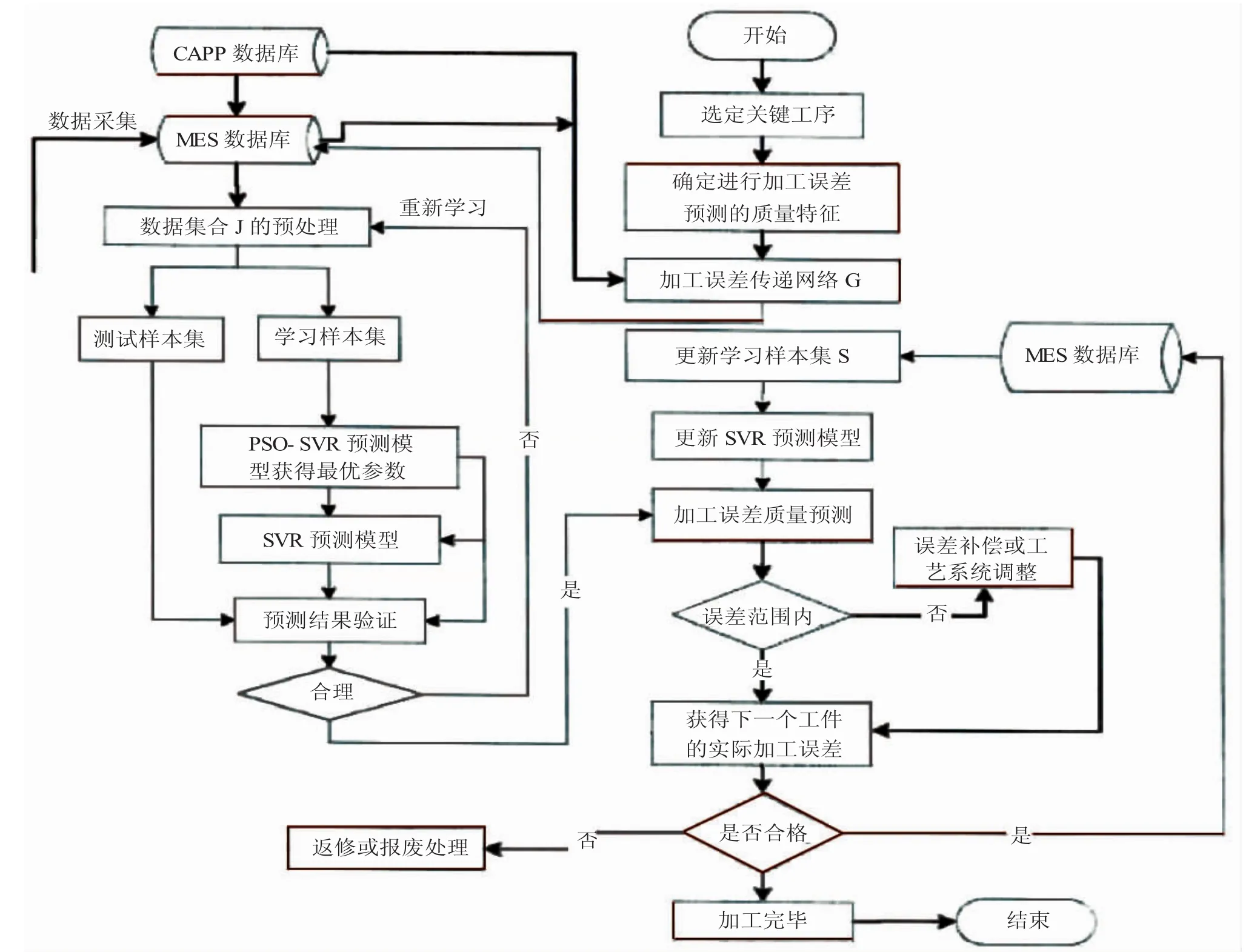
质量预测控制模型图
三、仿真验证
为验证上述上述优化算法的效果,利用Matlab软件进行仿真。设数据样本为20,其中学习样本15,测试样本5,c1=c2=1.5,最大迭代次数为200次,惯性权重采用二次曲线进行动态调整,C∈[1,1000],σ∈[0.001,3.8],ε∈[10-5,10-4]。通过上述的仿真,当适应度函数值最小时,可以得到当迭代次数为120次,得到最优粒子向量参数。同时,将上述的最优粒子向量代入到SVR模型中,得到预测值和实际测量值之间的误差在[-0.002,0.002]的水平,说明本文构建的质量预测控制模型有效,并且可满足短期误差控制需求。
四、结语
本文结合批量加工质量控制需求,结合其非线性的特点,提出一种适合于非线性优化的SVR支持向量回归模型,并利用PSO算法的优势,对参数进行优化,从而提高加工误差预测的精度。
[1]魏青云.基于改进型灰色RBF神经网络的小批量产品质量控制研究[D].郑州:郑州大学,2012.
[2]薛丽.可变抽样区间的二项变量累积和控制图设计[J].统计与决策,2016,(9):27-30.
[责任编辑 刘娇娇]
C931
A
1673-291X(2017)21-0011-02
2017-02-07
辛梅(1979-),女,湖北恩施人,讲师,硕士,从事机械设计与制造、数控技术等研究。
