超临界流体微孔发泡注塑中气涌现象的研究与定量测量
2017-08-02闫宝瑞信春玲何亚东
段 涛,闫宝瑞,信春玲,何亚东,2
(1.北京化工大学机电工程学院,北京100029;2.教育部高分子材料加工装备工程研究中心,北京100029)
超临界流体微孔发泡注塑中气涌现象的研究与定量测量
段 涛1,闫宝瑞1,信春玲1,何亚东1,2
(1.北京化工大学机电工程学院,北京100029;2.教育部高分子材料加工装备工程研究中心,北京100029)
通过对实验现象的观察和分析,推导超临界流体(SCF)微孔发泡注塑的注气流程,推论造成气涌产生原因为硬件设备不可避免的管路间隙,并设计实验证明和定量研究了影响气涌的压力差、限流孔径等因素,同时提出利用虚拟仪器求两段流量积分的方式测量初始气涌量的方法,为微孔发泡注塑精确注气提供了借鉴。
微孔发泡;注塑;超临界流体;气涌;气体测量
0 前言
微孔发泡注塑技术的研究日臻成熟,在理论上微孔发泡注塑制品密度可降低5%~20%,冲击强度可提高5倍,韧性提高5倍,刚度增加3~5倍,疲劳寿命延长5倍,介电常数和热导率大幅下降[1-3]。SCF微孔发泡技术,即将CO2或N2等适合的气体,作为发泡剂,加压至一定条件以形成SCF,并通过特殊注射装置注入到聚合物熔体中,与其混合形成单相溶液[4-5]。SCF微孔发泡注塑技术,实现了资源的节约,使发泡制品的平均成本降低16%~20%。然而实际加工过程中,周期性工作的注塑系统,在每次开始注气瞬间,部分带有较高能量的气体首先以气涌的形式注入到机筒内,导致气体在熔体中混合不均匀,造成制品缺陷。徐敬一[6]提出加压气体中储存着能量,一旦气体注气阀打开,受压状态下的气体将迅速释放能量,因此,此时气体计量只不过是气体注气阀刚开始打开时的气涌。北京化工大学的赖进枝[7]、孙忠博[8]、李忠鹏[9]也发现了微孔发泡注塑过程中的气涌现象,并推导出初始气涌的“限流盲区”理论成因。但目前对初始气涌的准确成因分析与测控方式仍缺乏定论。本文通过虚拟仪器测控得到的SCF微孔发泡注塑过程参数,分析得到初始气涌的大致成因,通过实验验证影响气涌量的重要参数,并提出一种较为准确便捷的初始气涌量的测控方法,在理论和实践的方面给出减小气涌、优化制品的方案。
1 实验系统
本研究基于自主研发的一套SCF微孔发泡注塑系统,具体分为注塑系统、SCF输送系统和控制反馈系统。注塑系统采用海天SA900注塑机。SCF输送系统原理图如图1所示,气压传感器监测管路中注气压力变化;熔体压力传感器测量机筒内熔融聚合物的熔体压力;流量计监测管路中SCF流动情况并统计气体输送量;气体注射器采用自行设计的单向微孔流道注气阀,稳定SCF流速并控制注气量。控制反馈系统,采用西门子S7200型可编程逻辑控制器(PLC)控制注气阀开关,通过LabVIEW软件实时采集和记录各参数信息。
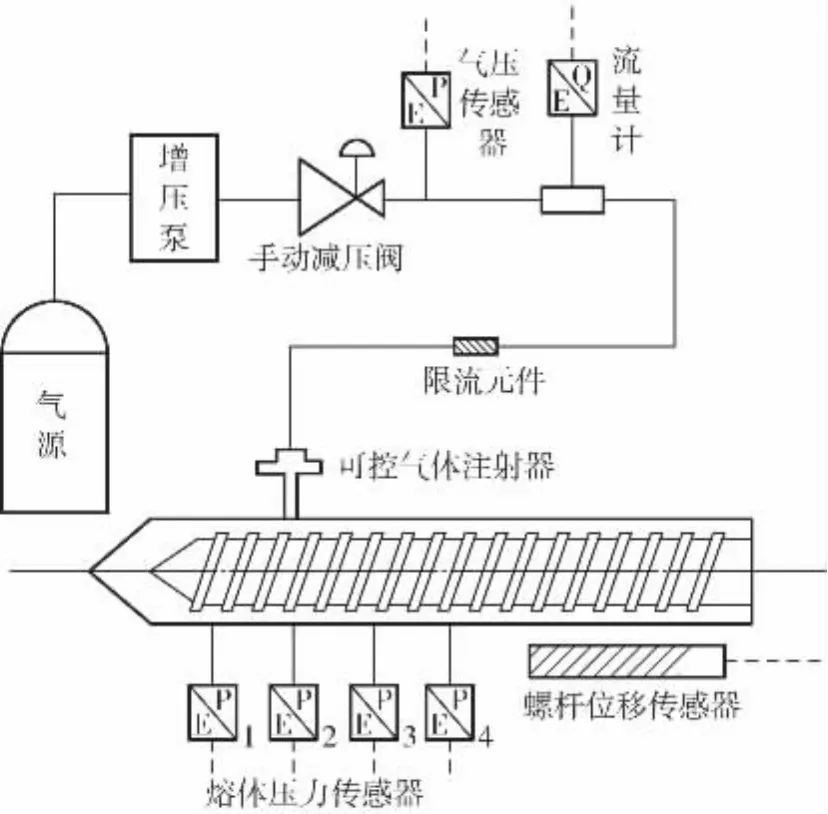
图1 SCF输送原理图Fig.1 Conveying schematic of SCF
2 气涌成因探究
整个SCF输送系统的结构如图2所示,可以明显看出,管路中有一段不可避免的SCF控制盲区:从SCF输送方向来讲,限流装置相对气体注气阀在上游,而气体注气阀在下游,限流装置至气体注气阀启闭阀门之间存在部分空间(如图2中虚线框),其存储上次注气残存的一定体积的高压流体。在打开气体注气阀,该空间内的高压流体不受限流装置限流作用,直接以高压、高流速状态喷射进注塑机机筒之中,伴随巨大的冲击和能量释放,成为初始气涌现象的主导因素,也就是说气涌现象中的流体应该近乎存储于该空间。目前通用微孔注塑发泡设备的注气系统大都类似结构,其限流元件到气体注气阀出口之间均具有一段空腔,即表明微孔注塑发泡过程中气涌现象无法避免。
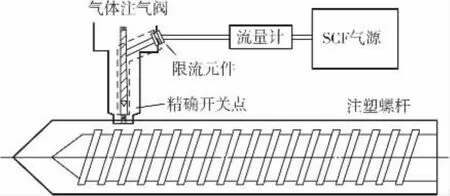
图2 SCF输送系统的结构示意图Fig.2 Structure schematic of SCF
本系统中,使用LabVIEW软件对通过流量计的SCF量做积分函数运算,以得到注入熔融聚合物中的SCF的体积流量,进而推算微孔发泡注塑制品中的气量。初始预设在注塑过程熔融阶段,塑化螺杆后退到预设起始位置时,开始注气,同时对经过流量计的SCF开始积分;当塑化螺杆后退到注气结束位置时,停止注气,并结束对流量计的积分,得到积分段Ⅰ。如此旨在求出注气阀注入熔融聚合物中的气量。然而在实际试验中,发现在注气停止情况下,仍有少量SCF流经流量计,表明此刻气路中仍未达到稳定状态。因而,在Lab-VIEW程序设置另一段流量积分函数,开始时间为第一段积分停止时,结束时间为流量计示数为零(即气路稳定无气体流动时),得到积分段Ⅱ。Ⅰ、Ⅱ两段流量积分如图3。
由此推论实际注气过程为:注气阀打开,积分段Ⅰ气量注入到熔融聚合物中。注气阀关闭后,在管路前后压差作用下,积分段Ⅱ对应气量注入限流原件与注射器间管路。下一次注气开始,注射器打开,上次注气残余(积分段Ⅱ)率先进入机筒(即为初始气涌),随后本次新注入的SCF经过限流原件,平缓注入熔融聚合物。
倘若各条件不变,经过无数次实验后,注气结果会趋于稳定,即每次注气均会产生相同的两段积分Ⅰ、Ⅱ(如图3所示)。实际每次注入熔体中的SCF气体体积,为上一次注气的积分段Ⅱ,与本次注气积分段Ⅰ和值,通过“割补”,即得出一次注气的SCF体积流量大致等于Ⅰ、Ⅱ两段积分和对应值。

图3 LabVIEW捕获的两段流量积分示意图Fig.3 Diagram of two flow integrals captured from LabView software
3 气涌排水实验
由于气涌现象发生在气体注气阀打开的瞬间,时间短至流量计无法检测到。为此设计实验装置,采用排水法来较为准确地测量初始气涌量。排水实验装置仿照实际注塑机注气装置,其原理图如图4所示。

图4 排水装置原理图Fig.4 Schematic of the drainage device
本实验采用两级控制的方式(第一级PLC控制压缩空气的通断;第二级压缩空气控制SCF管路中注气阀的通断)实现SCF的注入排水。由于注气阀开启时长一般不超过10s,因此使用排水法采集注气时间分别为0.5、1.5、2.5、3.5、4.5、5.5、6.5、7.5、8.5、9.5s时的排水量,并对以上相邻时间的排水量值做差,得到相邻时间段的注气流量差,如图5所示。由图5可得,0~0.5s流量差最大,之后保持相对稳定,由此确定实验中气涌现象大致发生在开始时0.5s内。实验证明了上述的气涌形成推论。
考虑到气涌现象发生的时间极短,以及整个SCF输送系统固有的响应时间,实验中将0~0.5s内系统排出的流体流量定义为大致气涌量。使用排水法采集系统0~0.5s内排出的气体量,进而分析气涌量的存在规律。
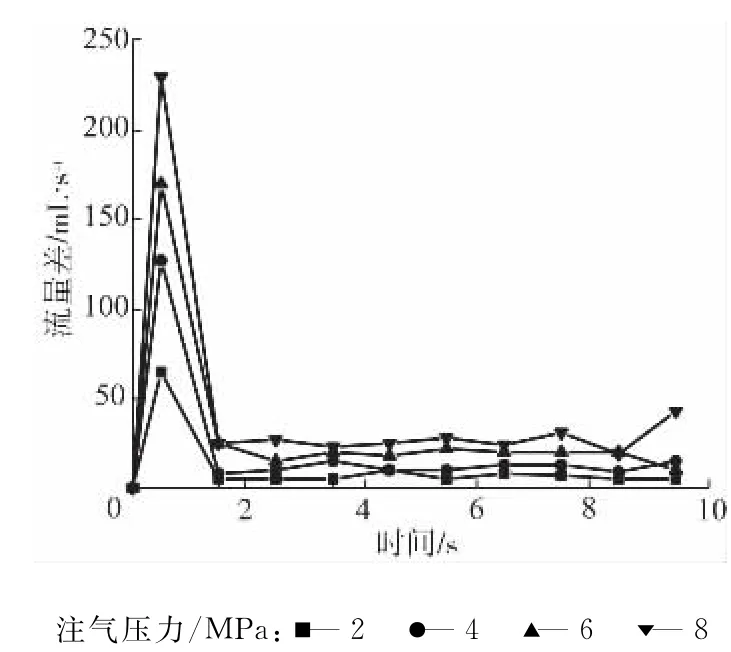
图5 相邻时间段的注气流量差Fig.5 Differential flow against time
4 气涌量测量
由于气涌现象发生在注气阀向熔体注气的瞬间,时间极短以至传统流量测量仪器无法检测。加之上述分析可知,造成气涌的成因及影响可归结为试验设备管路的硬件条件。目前并无气涌量测试的成熟理论和方法。传统排水法测初始气涌量只能用于摸索气涌量与控制参数间的关系。本文提出,气涌量大致为气体注气阀与限流原件间气路间隙中气量(即积分段Ⅱ对应值)。考虑到实验设备大小、固有误差及测试精度,可通过虚拟仪器的流量积分运算精确得出积分段Ⅱ代表的气量值,大胆做出假设:初始气涌量值大致为积分段Ⅱ所代表的气体量值,即平稳注气结束后用补充管路间隙的气体量值。
因此,作者提出一种对SCF微孔发泡注塑过程中初始气涌量的较为合理、准确的测量方法:传感器采集流量计信号,LabVIEW软件作两段积分函数运算(第一段为注气阀开启时开始积分,关闭时停止积分;第二段为注气阀关闭时开始积分,流量计示数为零时停止积分),并将实时数据记录保存,得出积分段Ⅱ值对应的SCF体积流量(即稳定状态下,每次平缓注气结束后补充管路间隙的气量),进而得出下次注气时的初始气涌量。
为验证上述理论,进行放大实验:利用上述排水集气装置,选定4根不同长度管路(分别为9、14、15、17cm)连接于限流元件与气体注气阀之间,每根管路实验中控制其他因素,只改变注气压力(2、6、10MPa)对空排水集气,同时通过LabVIEW软件记录两段积分值。实际试验中,注气阀开启时间集中于5s左右,因此每组实验分别记录不同情况下0.5s排水量,5s排水量和5s排水Ⅰ、Ⅱ段积分值。实验数据如图6、图7和表1所示。
图6所示,不同情况下5s排水Ⅰ、Ⅱ段积分值之和,与5s排水量趋势相同。证明在排除实验设备微小漏气与读数误差情况下,用Ⅰ、Ⅱ段积分和可以测出当前条件下的总排气量。

图6 不同条件下5s排水量与积分量对比曲线Fig.6 Comparison of 5s'displacement and integration in different conditions
图7所示,不同管路长度下Ⅱ段积分值,与0.5s排水量整体相同。表1列出同等条件下,Ⅱ段积分值与实际0.5s排水值之间的误差,从而证明在排除实验设备微小漏气与读数误差情况下,Ⅱ段积分值为当前条件下的初始气涌量。另外图7曲线显示,初始气涌量的大小与压差量及管路间隙长度均成正向线性相关,由此证明初始气涌产生于限流元件与气体注气阀间管路间隙。

图7 不同条件下0.5s排水量与Ⅱ段积分量对比曲线Fig.7 Comparison of 0.5s'displacement and sectionⅡ's integration in different conditions
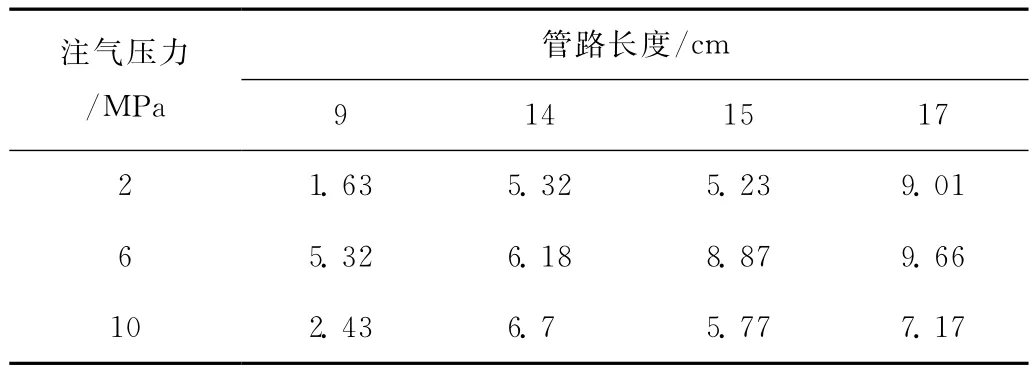
表1 Ⅱ段积分量值对应0.5s排水量值间误差 %Tab.1 Error between the integral value of sectionⅡand 0.5s'displacement %
5 结论
(1)SCF微孔发泡注塑过程中,由于设备系统硬件的固有缺陷,气涌现象不可避免;
(2)通过对气涌关键影响因素分析及对气涌量的大致测控,可以尽可能地控制气涌量,并改进加工工艺,控制气涌量的合理方案为:改进微孔发泡注塑系统的硬件结构,尽可能减少将限流元件到气体注气阀的管路间隙,同时加工过程中尽量减小注气压差,从而减小初始气涌对SCF微孔发泡注塑制品的影响。
[1]Martini J E,Ellen J,Suh N P.The Production and Analysis of Microcellular Foam[D].Cambridge MA:Dept Mech Eng MIT,1981.
[2]Martini J E,Waldman F A,Suh N P.The Production and Analysis of Microcellular Thermoplastic Foams[J].Society of Plastic Engineering Technical Papers,1982,28:674-676.
[3]Waldman F A.The Processing of Microcellular Foam[D].Cambridge MA:Dept Mech Eng MIT,1982.
[4]Reverchon E,Cardea S.Production of Controlled Poly-meric Foams by Supercritical CO2[J].The Journal of Supercritical Fluids,2007,40(1):144-152.
[5]P N Suh.Impact of Microcellular Plastics on Industrial Practice and Academic Research[J].Macromolecular Symposia,2003,201(1):187-192.
[6]徐敬一 .微孔塑料注塑成型技术[M].北京:机械工业出版社,2013:175.
[7]赖进枝 .超临界流体发泡注塑注气系统研究[D].北京:北京化工大学机电工程学院,2012.
[8]孙忠博,信春玲,闫宝瑞,等 .微孔发泡注塑注气量控制的理论和实验[J].塑料,2013,42(5):80-83. Sun Zhongbo,Xin Chunlin,Yan Baorui,et al.Theoretical and Experimental Study on Injection Molding Control of Microcellular Foam Injection[J].Plastics,2013,42(5):80-83.
[9]李忠鹏,闫宝瑞,信春玲,等 . 微孔发泡注塑系统气体计量过程中影响初始气涌的关键因素[J].塑料,2015,44(5):97-100.Li Zhongpeng,Yan Baorui,Xin Chunling,et al.Studying of Initial Gas Surging in SCF Metering of Microcellular Foam Injection Molding[J].Plastics,2015,44(5):97-100.
2017年第11届成都橡塑及包装工业展览会邀请函
第11届成都橡塑及包装工业展览会将于2017年10月12-14日在成都世纪城新国际会展中心举行,此次展会规模设定展位800余个,预计展出规模约30000m2,参展企业突破400家,专业观众20000人次以上。为了助推四川塑胶产业的发展,更好地推动展会成为西部地区涉塑产业新技术、新产品、新工艺的重要交流平台,成都立嘉会议展览公司将一如既往地与各地方行业协会及全国各大知名企业强强联手,为打造西部第一橡塑及包装工业展览会而不懈努力。
成都——国家“一带一路”战略及长江经济带战略的重要节点城市,西部大开发的引擎城市和“成渝经济区”核心城市,在中国经济发展版图中具有独特优势和战略地位。获批设立自贸区、《成渝城市群发展规划》获批、内陆铁路枢纽口岸等;成都是中国西部最具竞争力的IT产业聚集地,是国内重要的集成电路产业基地,全国五大国家级软件产业基地之一。
近年来,成都按照打造成都“大车都”的规划布局,以成都经济技术开发区为核心区域,聚集了大众、丰田、沃尔沃、东风神龙等11家国内外知名整车企业,300余家关键零部件企业,搭建了年生产能力170万辆的整车生产平台。同时,成都将坚持把汽车产业作为推进先进制造业发展的主攻方向,将2025年整车制造能力超过300万辆设为目标。最终成为世界知名、中国一流的成都国际汽车城和成渝经济区的重要增长极。
成都生物医药产业基础较强,“十二·五”期间,生物医学材料及医疗器械是其发展重点领域,将重点发展医用聚氨酯、医用聚乳酸、医用塑料、医用胶原等医用基础原材料及耗材等。中国包装印刷产业整体西移,西部市场原材料富庶,人力资源丰富。西部包装印刷行业未来发展之路走势走势看涨。成都市包装产业链企业由2010年的500余家增至2015年的1200余家,年平均递增20%,年生产总值平均递增10%左右。产业布局(主要分布)按照西向发展战略布局,到2020年形成西向温江、崇州、邛崃、大邑,西南新津、蒲江,西北新都、彭州的环形西向成都市包装产业圈。
选择成都,其实是选择西部。成都是西部地区的科技中心、商贸中心、金融中心和交通通信枢纽,是西部经济的大动脉。2016年1-7月,成都投资促进继续保持平稳增长态势,新签约引进重大项目(含增资)176个,总投资1934.65亿元。在电子信息、汽车、生物医药、航空航天等先进制造业重点产业,成都引进中植新能源汽车项目、科伦药业生物医药产业生产基地、格力电器西南产业园项目等,为增强全市工业投资后劲奠定了坚实基础。巨大的综合效益和优越的地理位置将西部开发引擎城市——成都推向了更高的位置,受到来自全球的瞩目,综合实力得到了巨大增长,国际化进程速度加快。
届时主办方将邀请西部区域即四川、重庆、贵州、云南、陕西等西部主要省市省区市观众为主;同时由各省市行业协会组团参观采购,并免费给国内外专业VIP买家提供住宿酒店。参观企业以家用电器、电子产品、汽车零配件、塑料包装及容器、包装印刷、医疗为主,另邀请食品、饮料、日用品、体育用品、玩具、礼品、服饰、工程配件、建筑材料、模具及零部件加工等行业,还邀请各大专院校、化工科研单位、相关行业协会、新闻媒体、投资贸易机构人士参观。
11年专业展会举办经验,20000家准确的行业内客户资料,20人的专业观众邀请团队一对一邀请,确保高质客户前来参观;与各地汽车制造产业基地、IT产业园、家电工业园等合作,专车接送参观团,洽谈协助展商寻找采购及合作伙伴;覆盖四川省内各大汽车产业基地、汽配城、IT产业园以及高速路段及各大工业园区。展示产品包括各种注塑机、挤出机及生产线、吹塑机、吹瓶机、热成型机、吸塑机、裁断机、橡胶机械等橡塑装备;机械手及自动化设备、测试仪器、模具及加工设备等辅助设备;各种塑料包装机械、各种印刷机械、薄膜技术、各种打包机缠绕设备,各种包装机械及自动化生产线、食品及药品包装及制盒机械、标签、喷码及条码、其他相关产品及技术;各种工程塑料、改性塑料、颜料及色母粒、各种复合及特种材料、化工助剂及原材料、生物塑料、添加剂、半制成品等。
联系人:李言023-67146599 QQ:2532619050
手 机:18223280096(微信同号) 邮箱:2532619060@qq.com
网 址:www.cwsjz.com 公众号:成都橡塑展
Investigation and Quantitative Measurement of Gas Surge in Supercritical Fluid Microcellular Foam Injection Molding
DUAN Tao1,YAN Baorui1,XIN Chunling1,HE Yadong1,2
(1.College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.Polymer Processing Equipment Engineering Research Center,Ministry of Education,Beijing 100029,China)
There are often some uneven mixing cells with uneven sizes in supercritical fluid(SCF)microcellular foam injection molding products.This fault was named as“gas surge”phenomenon,and it influenced the quality of foam products,significantly.In this paper,the procedure of gas injection was deduced through the observation and analysis of the experimental phenomena.It was found that the occurrence of gas surge in SCF micro-foam injection molding was due to the clearance for hardware devices.Influencing factors of gas surge were confirmed by the experiment designed in this work and then studied quantitatively.A measurement method of initial gas surge was also proposed as a reference for precise injection of microcellular foam injection.
microcellular foam;injection molding;supercritical fluid;gas surge;gas measurement
TQ320.66+2
B
1001-9278(2017)07-0082-05
10.19491/j.issn.1001-9278.2017.07.014
2017-01-06
联系人,dtisgod@foxmail.com
