侯单懿
(北京理工大学 机械与车辆学院,北京 100081)
非回转柱体加工参数计算方法及原理误差分析
侯单懿
(北京理工大学 机械与车辆学院,北京 100081)
本文主要围绕非回转柱体加工参数的计算方法及原理误差进行了分析。
非回转柱体;加工参数;计算方法
在普通车床上,利用旋转刀架车削,其主要原理是由于刀盘与工件存在转速差,其转速差使刀尖在切削工件时,复合运动轨迹在车削段处近似为直线线段。刀尖的复合运动轨迹是由刀具自身旋转轨迹与工件自身旋转轨迹复合而成的。假设刀具与工件分别以转速W刀和W工按顺时针方向旋转。
1 加工方法原理
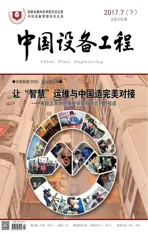
如图1所示 ,工件旋转中心 O,为直角坐标系 xoy的原点 ,刀具旋转中心 P位于 y轴上 ,旋转半径为 b,点P到点 O的距离为 a,则 a>b>0;若工件不动,则相当于刀盘除自转以外 ,点 P还要绕点 O按工件旋转的相反方向以 W工公转,当刀盘中心转至点 P时 ,则刀尖转至点 A ,当刀盘中心绕点 O自点 P转至点 P1时 ,转过θ 角时 ,刀尖绕刀盘中心自 A转至 A1,自转 θ1,设k为正整数减速比 (k为减速比 ,必须为正整数 ),k=W刀/W工=θ1/θ,于是可得:

将θ依次增大,得到不同点A并将这些点依次连接 ,便可得到如图2所示的各曲线。
曲线 1: W刀/W工=k=3,a=32,b=8;
曲线 2: W刀/W工=k=3,a=32,b=20;
曲线 3: W刀/W工=k=2,a=32,b=25;
当 k=1,θ1=θ 时:

图1
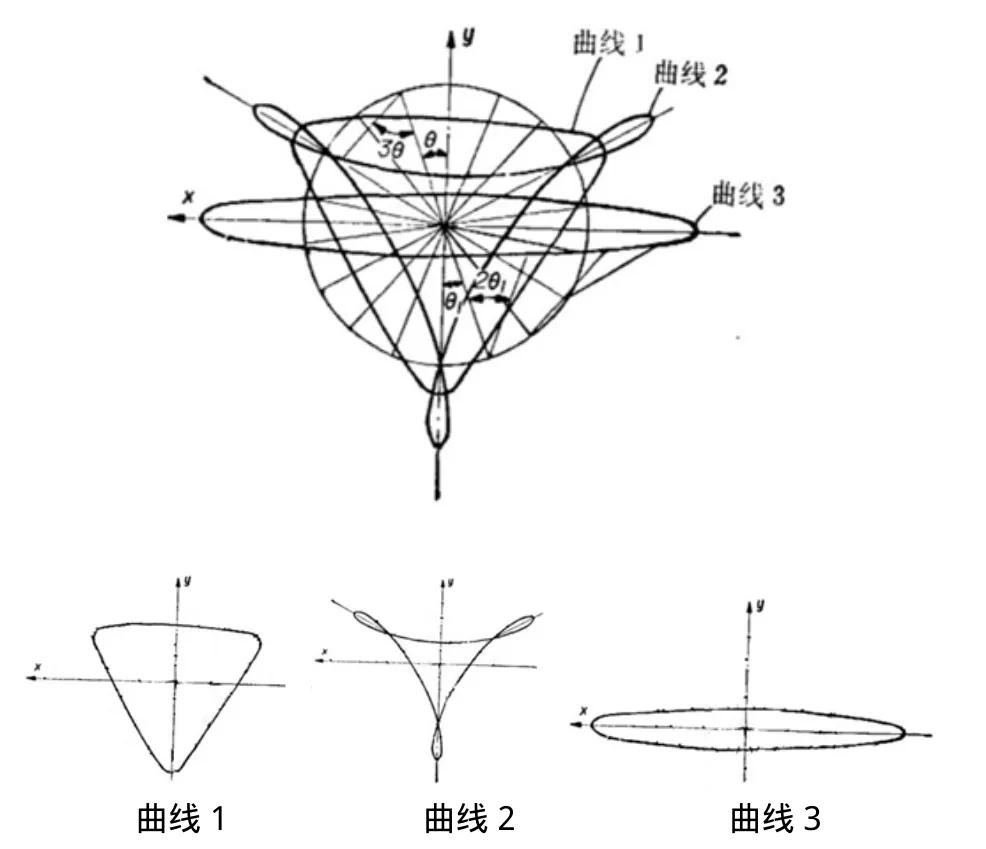
图2
若 b>a/2, 式 (1)为 长 幅 内 摆 线, 若 b=a/2, 式 (1)为内摆线,若 b加工工艺常数计算:
已知车削的六方对边 S为 40,则:
正六边形边长:

S=2(a-b)=40
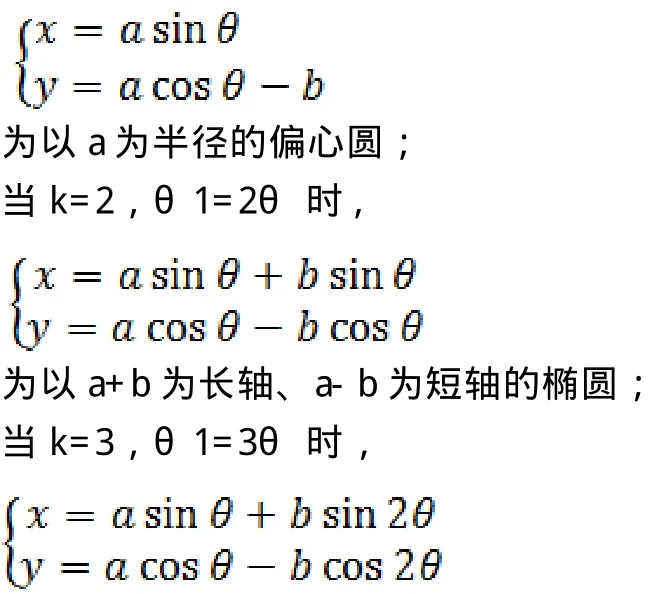
设计时,刀具所在位置与主轴上的齿轮的第一个轴应在同一个平面内。横向进给量是通过调整刀具旋转中心P到工件旋转中心O的距离来控制的。加工前,OP=a+b( 正 六 边 形 工 件 外 接 圆 半 径 为 r,r=C,刀 具 旋 转 半 径 为 b), 加工 时, 距 离 逐 渐减 小, 当OP=时,即可加工出六边形六个表面。
图3
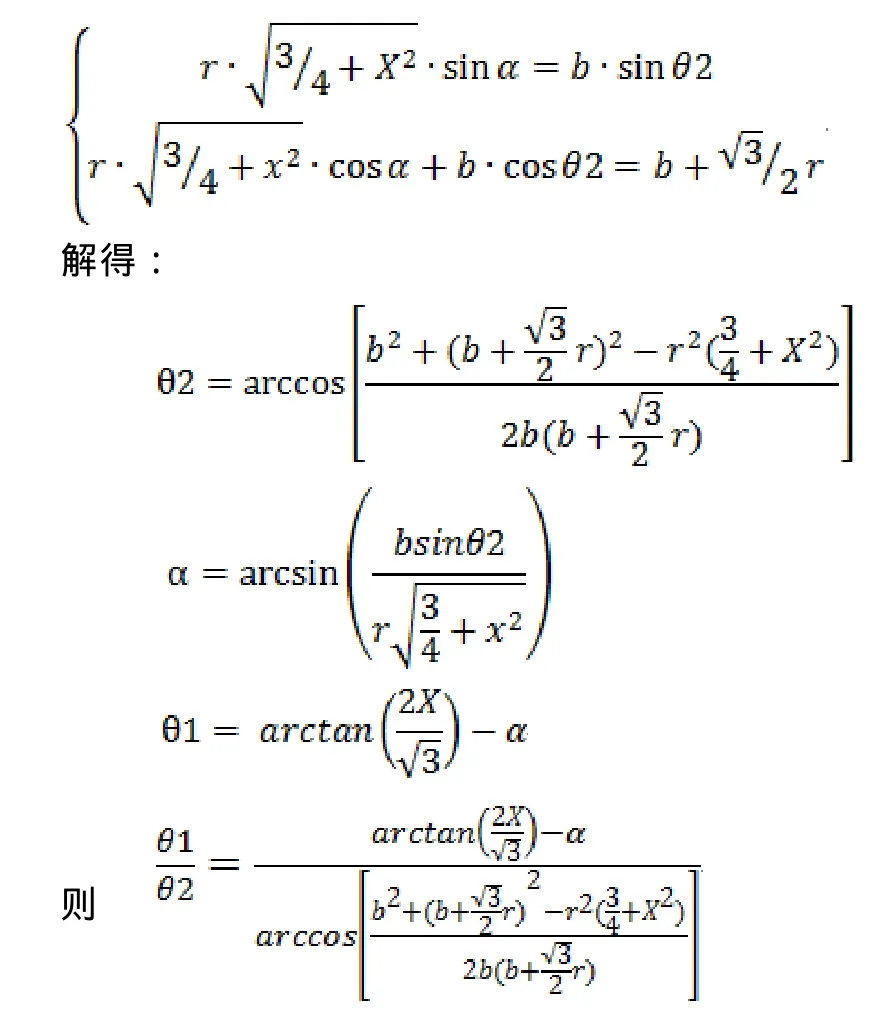
如图3所示,刀具在 PA的位置上,如加工 B点时,工件应逆时针旋转 θ1,则 B到达 B’,此时刀具处在PB’的位置上,则刀具应逆时针旋转 θ2。
设 AB=rX(X为长度系数),则:
毛胚直径大于 135,旋转刀架与主轴速比为 0.48,旋转刀架的旋转半径为 115。
以上为一把刀具时的刀尖复合运动轨迹,当多把刀具时,车出的工件端面形状为刀尖复合运动轨迹的重叠部分,则多边形的边数为 k与刀数 n之积,则 k·n=6。当k=1时,n=6;当 k=2时,n=3;当 k=3时,n=2,如图4。
2 原理误差
当速比不同时或刀具回转半径不同时,车削误差也不同。为了车削出正六边形,必须计算出不同方法(即不同速比)或不同刀具回转半径时的车削误差。边的中凸误差
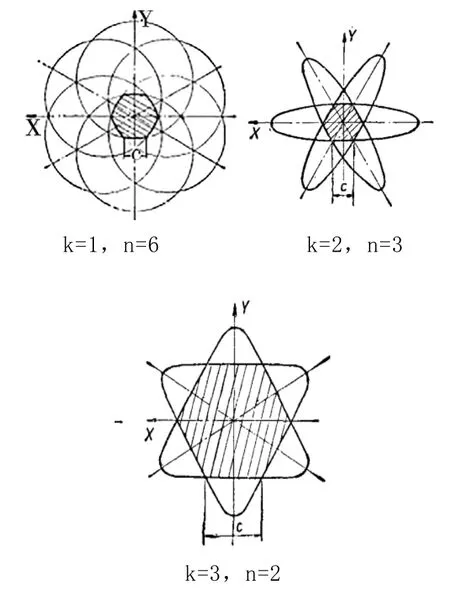
图4
如图1所示,OA1联线与 y轴的夹角为 φ,则tanφ=x/y,可得:

已 知 a=115,b=135。 当 θ=0时 ,由 式 (1)知 x=x0=0, y=ya=a-b=20,
当 φ=30。,k=2时, 代 入 式 (2)得

以 θ1代 入 式 (1)得 y1=19.979, 则 △ =y0-y1=0.021<0.1。
3 加工参数优化

TQ171
:A
:1671-0711(2017)07(下)-0164-02