干熄焦设备故障状态的预防及控制
2017-08-01陈小齐
陈小齐
(湖南省工业设备安装有限公司,湖南 岳阳 414100)
干熄焦设备故障状态的预防及控制
陈小齐
(湖南省工业设备安装有限公司,湖南 岳阳 414100)
针对干熄焦设备故障问题,分析常见故障状态,并且提出了预防与控制的策略,通过做好干熄焦设备维护管理工作,改进设备,提升干熄焦设备运行的安全性以及稳定性。干熄焦设备常见故障多为电气故障,若不能及时做好预防与控制,则会影响生产的效率与安全,因此加强对干熄焦设备原理与故障研究,有着现实的意义。
干熄焦设备;故障状态;预防措施;控制策略
随着循环经济以及绿色经济发展理念的不断深入,焦化行业的发展面临着节能与环保难题。干熄焦技术被广泛的应用于焦化生产过程中,凭借其环保性以及节能性等优势,利用干熄焦设备,实现稳定生产。干熄焦设备的核心是提升机设备,也是故障发生的主要部位。
1 干熄焦设备概述
干熄焦系统的核心为干熄焦设备提升机,主要是用来输送红焦的设备。干熄焦提升机作业的环境温度较高,而且长时间处于重载状态下,在实际运行的过程中,极易发生机械故障以及电气故障,包括提升制动器失灵故障、走行超限故障等,影响着干熄焦系统运行的稳定性以及安全性。或下行的过程中,整流逆变电流较大,进而使得电压波动较大,使得电气设备故障受到影响,发生信号误动作。(3)夹焦炭问题。干熄焦设备在走行期间,焦罐底闸门出现夹焦炭问题,使得闸门难以完全关闭,进而造成闸门被撞坏故障或者导致装置事故。焦罐盖定位装置如图1所示。

图1 焦罐盖定位装置示意图
2 干熄焦设备故障状态分析
2.1 钢丝绳磨损状态
干熄焦提升机配置 4根φ34mm的钢丝绳,每个卷筒使用2根钢丝绳。钢丝绳的一端,使用2个紧固件固定,另外一端则穿越吊钩滑轮,固定在均衡器杆上。当某根钢丝绳断裂后,剩余的钢丝绳能够支撑负荷。若钢丝绳一股中的断丝量> 10%,则需更换,或者钢丝绳直径磨损> 7%,则需要更换。干熄焦设备使用期间,受到焦粉磨损以及红焦烘烤等影响,极易造成钢丝绳磨损或者断丝,需要定期更换。
2.2 电气故障状态
干熄焦设备运行过程中电气故障较为常见,主要包括以下内容。(1)变频调速故障。干熄焦设备故障中,变频调速故障状态体现是中控电脑界面警报故障信息,整流状态显示为 F008,或者整流回馈单元显示 F103。除此之外,变频调速故障还有可能是因为接地故障,而发生短路故障。(2)信号故障。主要是受到电磁干扰的影响,进而造成假电流问题。控制系统和干熄焦用电网络采用的是相同的供电系统,因为干熄焦提升机上行
2.3 机械刮蹭
提升机在提升与下降过程中,吊具与焦罐在水平方向存在一定量的晃动量,固定在吊具上的信号开关挡片会跟随吊具摆动,在挡片划过固定在竖向导轨上的槽型开关时,挡片容易刮蹭到槽型开关,导致槽型开关损坏或其支架变形,同时也导致挡片变形,未及时处理会刮蹭其他开关,致使竖向轨道上其他开关跟随损坏,严重影响提升机的正常运行。提升机在水平方向行走时,也存在同样的问题。提升机车轮轮槽宽度大于轨道顶面宽度,且行走时因两端所受到的阻力存在差异,导致其行走路线与轨道不平行,存在一个微小的并且变化着的夹角,易引起控制走行的槽型开关发生碰撞损坏。
3 干熄焦设备故障的预防与控制策略
3.1 做好钢丝绳问题的预防与控制
为了能够提高钢丝绳的使用寿命,可以采取优化涂油泵参数的措施,更改润滑时间间隔,控制在 15分钟/次。同时需要合理的调整喷嘴喷射的角度,确保钢丝绳能够得到均匀的润滑,以此减少钢丝绳磨损与断丝。做好定检工作,每2个月便需要进行检查,及时更换磨损严重的钢丝绳,以确保钢丝绳的性能能够保证干熄焦设备运行的安全性。
3.2 电气故障预防与控制措施
针对变频调速故障,当显示 F008状态时,则可以选择更换整流回馈单元快熔装置,复位进线开关,实现送电。当故障状态为 F103时,则需要利用万能表,检查电阻,若发现熔断器熔断故障,则需要做好更换工作,为了避免此类故障,可以在整流回馈单元的输入端电网以及逆变器的中间整流以及回馈,利用自耦变压器,实现和电网连接,最终实现能量回馈,做好电缆接地处理,避免造成整流器快熔被损坏。针对电磁干扰故障,为了避免电缆平行敷设,则可以采取交错布线的方式,以 400kW 电动机为例,其供电方式是利用 3根 3芯 185mm2的电缆,对此不可以使用相同三芯电缆作为一相,避免谐波干扰。将工作现场限位,变为图尔克生产载码体限位,支持总线通讯,减少电磁干扰。针对夹焦炭问题,则可以改造提升机井架上部,在焦罐底闸门的下部,可以设置检测装置,以及时发现运行问题,即闸门不能完全关闭问题,通过检故障信号并且动作,进而带动电气节点,实现信号传输,发出警报,同时将故障信号传递给 PLC控制模块,以促使程序连锁保护,停止干熄焦提升机运行,以确保系统运行的安全性,避免引发重大碰撞事故。改进焦罐盖定位装置,以解决距离问题,利用八字导轨来解决此类问题,形成四对倒八型导轨,如图2所示。
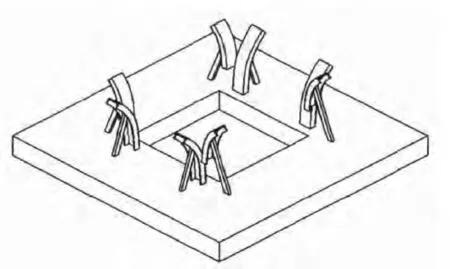
图2 四对倒八型导轨口示意图
3.3 信号开关刮蹭的预防与控制
提升机吊具的晃动直接导致竖向轨道上槽型开关的刮蹭,控制晃动量能有效避免刮蹭槽型开关,吊具的晃动量由竖向导轨决定。竖向导轨两侧面的间距一般比导向轮直径大 5~ 15mm,即图3中 Lc,也是吊具在纵向的最大晃动量,焦罐在横向的最大晃动量为 L1+L2。影响 Lc的主要因素是竖向导轨的制作安装精度误差与垂直度误差,影响 L1+L2的主要因素除了竖向导轨安装误差外,还有吊具本身的制作精度。严格控制竖向导轨制作安装精度,校验调整导向轮间距能有效防止刮蹭到信号开关,同时信号开关安装时也需要进行多次反复试验,找到合适位置。
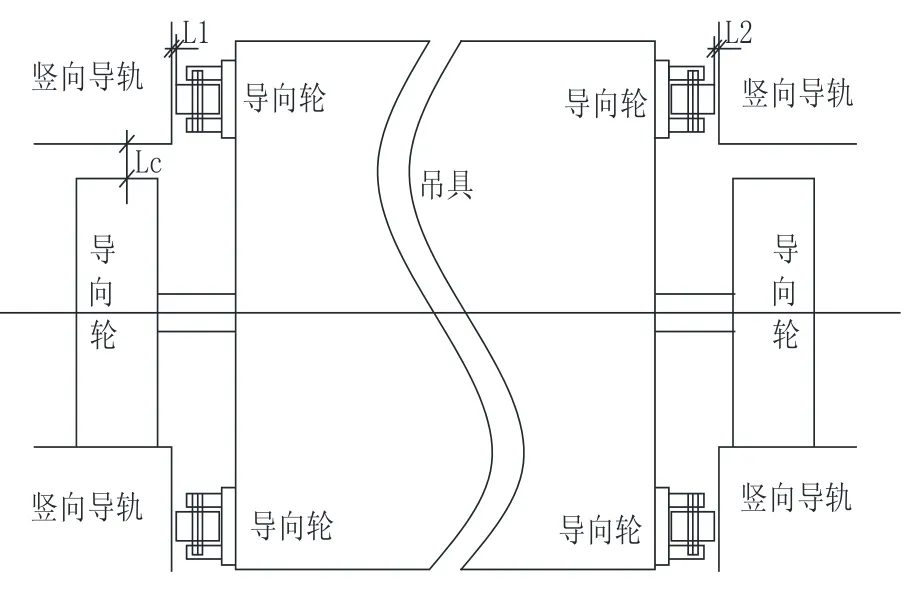
图3
提升机走行时槽型开关的刮蹭主要由提升机本体在轨道上的摆动造成,有效的控制方法有。(1)控制轨道的平直度,减小轨道差异造成的阻力差。(2)提升机与电缆拖车的连接不得使用固接,纵轴线方向必须是活动的。(3)轨道在长度方向是可以串动的,需在轨道两端增加挡铁,并留约 30~ 50mm的间隙。
3.4 提升制动器的可靠性
为了能够提升制动器运行的可靠性,可以采取以下措施。(1)调整制动力矩。调整螺母,并且调节弹簧工作长度,使其变短,增大制动力矩,使其处于70%~ 80%范围内。(2)调整推动器补偿行程。推动器工作要控制在绿色范围内,若接近红色范围时,则需要做好调整工作,如果补偿行程为0时,则制动器将会失效,引发严重的后果。在进行调整的过程中,需要观察补偿行程,确保推动器能够正常运行。(3)调整两侧瓦块退距。通过手动释放装置的方式,或者通电打开制动器,进行调整并且观察制动盘和衬垫之间的间隙,若存在两侧不匀问题,则需要做好螺母锁紧处理,并且要调整螺栓,当两侧间隙相等后,则停止旋转,锁紧螺母。(4)调整平行度。采取手动释放装置的方式,来调整两侧衬垫与制动盘之间的平行度,观察制动块,若为倒八字型,则需要手动调整衬垫,使其能够靠近制动盘,进行3次闭合操作,使得制动盘和衬垫能够自动平行。
3.5 改进提升机本体缺陷
为了能够预防干熄焦设备故障的发生,则需要针对提升机本体缺陷,做好相应的改进,采取以下措施。(1)提高耐磨性。将提升机电缆保护层,更改为双层保护层,以提高提升机的耐磨性。(2)设置连接箱。在提升机的拖链系统两端,设置中间连接箱,便于临时检修。(3)提升可靠性。将提升机关键点位,给更改成为双极限检测,以此确保检测的可靠性。(4)独立安装通信线路,避免受到大电流干扰。(5)增加联络电源,确保 PLC控制系统不会断电。
4 结语
对于干熄焦设备故障的预防与控制,需要制定应急生产方案与检修方案,规范岗位人员操作规程,确保对讲系统正常通信,明确干熄焦设备应急检修方案,明确检修要点与程序。完善定修制度,做好点检缺陷清理,制定检修方案明确缺陷项目,以确保短停配套检修的效率。
[1]高云 , 宁瑞学 . 干熄焦旋转密封阀的常见故障与处理 [ J].燃料与化工 , 2011(02):30+32.
[2]毛 泽 寿 . 浅 析 提 高 干 熄 焦 提 升 机 运 行 的 稳 定 性 [ J].四 川 冶金 , 2016(06):62-66.
[3]卢 锦 华 . 干熄 焦 电 机 车 控 制 屏 的 程 序 改 造 [ J].工 业 控 制 计 算机 , 2016(07):160.
TQ520.5
A
1671-0711(2017)07(下)-0030-03