设计空间法优化银杏叶滴丸滴制工艺
2017-07-31申基琛王青青陈安潘方来龚行楚瞿
申基琛+王青青+陈安+潘方来+龚行楚+瞿海斌
[摘要] 运用设计空间法优化银杏叶滴丸滴制工艺。首先通过预实验和文献调研确定潜在关键工艺参数和潜在关键工艺评价指标,然后采用Box-Behnken设计开展试验,根据试验结果确定关键工艺参数和关键工艺评价指标,再采用二阶多项式模型描述关键工艺参数与关键工艺评价指标间的定量关系,最后计算获得基于概率的设计空间并验证。验证结果表明,在工艺参数设计空间内操作能够确保银杏叶滴丸高效产出。银杏叶滴丸滴制工艺关键参数的推荐操作范围为:滴距5.5~6.7 cm,滴速59~60 滴/min,为银杏叶滴丸的工业生产提供了参考。
[关键词] 银杏叶滴丸;滴制工艺;关键工艺参数;设计空间
[Abstract] In this paper, a design space approach was applied to optimize the dropping process of Ginkgo biloba dropping pills. Firstly, potential critical process parameters and potential process critical quality attributes were determined through literature research and pre-experiments. Secondly, experiments were carried out according to Box-Behnken design. Then the critical process parameters and critical quality attributes were determined based on the experimental results. Thirdly, second-order polynomial models were used to describe the quantitative relationships between critical process parameters and critical quality attributes. Finally, a probability-based design space was calculated and verified. The verification results showed that efficient production of Ginkgo biloba dropping pills can be guaranteed by operating within the design space parameters. The recommended operation ranges for the critical dropping process parameters of Ginkgo biloba dropping pills were as follows: dropping distance of 5.5-6.7 cm, and dropping speed of 59-60 drops per minute, providing a reference for industrial production of Ginkgo biloba dropping pills.
[Key words] Ginkgo biloba dropping pills;dropping process;critical process parameters;design space
銀杏叶具有活血化瘀、平喘敛肺、清心明智等功效,其制剂在临床上常用于治疗冠心病、心绞痛、脑梗死、老年痴呆等疾病[1]。银杏叶滴丸是《中国药典》2015年版一部[2]里的收载品种,其制法为:取银杏叶提取物,加聚乙二醇,加热熔化,混匀,滴入甲基硅油冷却剂中,制成丸。从工业生产实际情况分析,滴制工艺对滴丸的质量和产量影响较大。滴制工艺参数较多,如滴速、滴头与冷凝液液面距离、冷凝液温度等。但是,目前针对银杏叶滴丸滴制工艺的研究很少,滴制工艺参数与滴丸质量和产量的关系并不明确。
近年来,质量源于设计(quality by design,QbD)理念在国际制药领域产品和工艺开发中得到大力推行[3]。QbD强调理解药品生产过程,即明确工艺参数如何影响工艺指标。实施QbD的关键之一是获取设计空间(Design space)。设计空间指能够确保产品质量的输入变量(例如原料属性和工艺参数等)的范围。获取设计空间的主要步骤为:确定评价工艺的关键指标;辨识影响这些指标的关键工艺参数;采用试验设计方法,建立工艺评价关键指标与关键工艺参数之间的数学模型;计算设计空间并验证。设计空间法已广泛应用在化学药和生物药的工艺研究中[4-5],也应用在中成药的分离、纯化等工艺研究中[6-7]。
本研究运用设计空间法优化银杏叶滴丸的滴制工艺,计算获得基于概率的设计空间并验证,为提升银杏叶滴丸生产技术水平提供方法。
1 材料
数控超级恒温槽(ZCY-15B,宁波天恒仪器厂);数显测速电动搅拌器(JJ-1A,常州润华电器有限公司);多功能滴丸试验机(DWJ-2000S,烟台康达尔药业有限公司和烟台百药泰中药科技发展有限公司联合制造);电子天平(XS105型,Mettler Toledo公司);智能溶出试验仪(ZRS-8GD,天津市天大天发科技有限公司)。
银杏叶提取物(批号20161002,江苏贝斯康药业有限公司);聚乙二醇4000(批号FS160927276,辽宁奥克医药辅料有限公司);二甲基硅油(350Cst,批号 20160901,江西阿尔法高科药业有限公司),石油醚(批号 20161021,国药集团化学试剂有限公司)。
2 方法
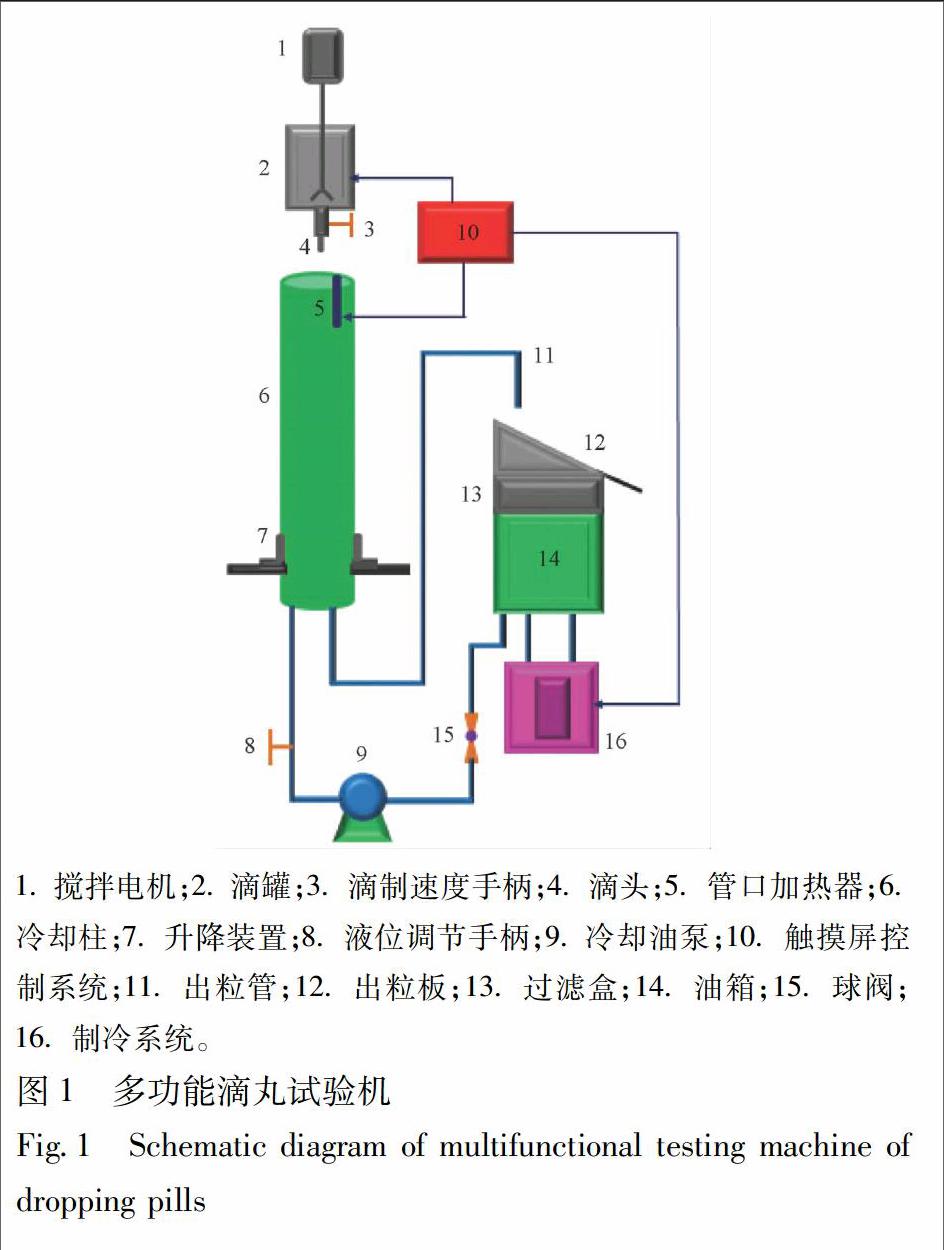
2.1 银杏叶滴丸的制备 银杏叶滴丸制备参照《中国药典》2015年版:先将玻璃夹套反应器与数控超级恒温槽相连,开启数控超级恒温槽,设置温度为80 ℃,待温度稳定后,开启循环泵,然后将聚乙二醇4000加入玻璃夹套反应器中,待其成为熔融状态后,用电动搅拌器搅拌,搅拌速度400 r·min-1,再加入银杏叶提取物,继续搅拌20 min,最后将混合药液转移至多功能滴丸试验机的滴罐中。多功能滴丸试验机的示意图见图1,冷却柱高度1.68 m,滴头口内径2.0 mm,外径5.5 mm。试验时,待滴丸机上的工艺参数达到设定值并且平衡后,打开滴制速度手柄使混合药液滴入二甲基硅油中,每次试验加入约50 g的混合药液,得到大约800颗滴丸。滴制完毕后,收集滴丸机出粒板上的滴丸,然后在通风橱中用沸程30~60 ℃的石油醚洗涤滴丸并风干,再用6目不锈钢分样筛筛选滴丸并将筛好的滴丸装好备用。滴制时若滴速达不到设定的滴速,则采用氮气钢瓶充气加压,在整个滴制过程中需要调节氮气流量来维持滴速恒定。试验中也观察到滴速不能无限增加:氮气加压如果过大,药液呈线状下落,无法制成滴丸。
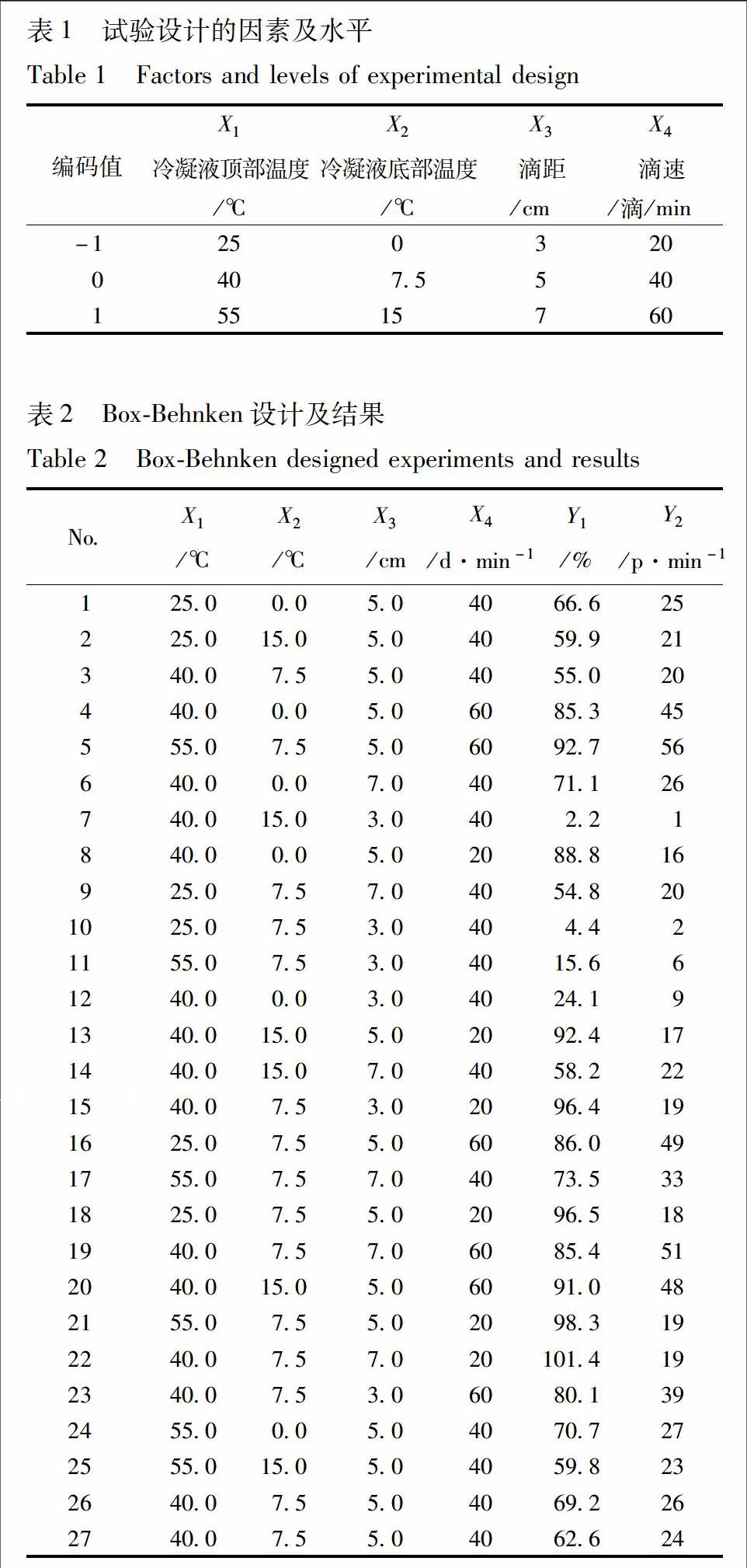
2.2 试验设计 根据前期预实验的结果和其他滴丸的研究论文[8-10],选择冷凝液顶部温度(X1)、冷凝液底部温度(X2)、滴距(X3)和滴速(X4)作为银杏叶滴丸滴制工艺的潜在关键工艺参数,以成品率、溶散时限和产能作为滴制工艺潜在关键评价指标,采用Box-Behnken试验设计研究潜在关键工艺参数和工艺评价指标之间的定量关系。试验中各因素及水平见表1,具体试验设计见表2。
2.3 分析方法 成品率的测定采用取样称重法。参照《中国药典》2015年版四部里的其他通则中的药材和饮片取样法[11]:做出的滴丸颗数在100~1 000颗的,按总数的5%进行取样,若滴丸颗数超过1 000颗,则取样颗数为50+(滴丸总颗数-1 000)×1%,取样方法按四分法进行。将取样所得滴丸逐个称量,本研究所用滴丸機的标示丸重为60 mg,根据《中国药典》2015年版四部中的制剂通则滴丸质量差异评价标准[11],滴丸质量在52.8~67.2 mg均为合格滴丸。滴丸的成品率(Y1)的计算公式如下。
式中m为制得的滴丸质量,M为加入滴丸机的混合药液质量,N为滴丸取样颗数,n为取样滴丸中合格滴丸的颗数。
本研究中产能的定义为每分钟内合格滴丸的产出颗数。产能的测定方法为:按表2设的滴制工艺条件滴制滴丸并记录每批滴丸的滴制过程所消耗的时间,取样估计每批制备好的滴丸中合格滴丸的颗数。产能(Y2)按如下公式计算。
式中m样为取样滴丸的总质量,t为滴制过程耗时。
2.4 数据处理 建立关键工艺评价指标和关键工艺参数之间的定量关系时采用下式计算。
其中a0为常数项,ai,aii,aij为回归系数。采用逐步回归法简化方程,模型移入和移出特定项的P设定为0.05。相关回归计算由Design Expert V8.0.6.1(美国Stat-Ease公司)完成。使用MODDEPro11.01(美国MKS Umetrics公司)计算设计空间,计算条件:分辨率设为64,试验失败概率最大值设为5%,每个试验点的模拟次数为5万次。模拟时试验失败概率小于或等于设定的试验失败概率最大值的工艺参数组合为设计空间。
3 结果与讨论
3.1 关键工艺评价指标 《中国药典》2015年版四部[11]中规定滴丸剂需要检查其丸重和溶散时限。参照《中国药典》2015年版四部中的崩解时限检查法[11]测定了本研究所制备滴丸的溶散时限,发现都小于20 min,均符合规定,故在本研究中不作为关键工艺评价指标。试验中产出的滴丸的丸形总体上都比较良好,故不以其为关键评价指标。成品率包含对丸重的检测并能考察滴制工艺产出合格滴丸的能力,表2中成品率变化在2.2%~101.4%,说明受工艺参数变化的影响很大,所以本研究将成品率作为关键工艺评价指标。在实际生产中,产能是企业所拥有的加工能力的一个技术参数,它反映的是企业生产的经济指标,表2中产能变化很明显,在1~56颗/min,所以本研究也将产能作为滴制工艺的关键评价指标之一。
3.2 关键工艺参数的确定及其影响规律 以公式(3)建立统计模型,模型结果为:Y1=57.87+18.48X3-15.04X23+38.33X24(R2=0.823,R2adj=0.800,模型P<0.000 1,失拟检验P=0.255),Y2=22.08+7.92X3+15.00X4-5.78X23+12.84X24(R2=0.902,R2adj=0.885,模型P<0.000 1,失拟检验P=0.298)。各模型的决定系数R2均大于0.80,说明所建立的统计模型能解释大部分数据变异。模型中没有X1项和X2项,说明在试验范围内冷凝液顶部温度和冷凝液底部温度对工艺评价指标无显著影响。模型中有X3和X4项,说明滴距和滴速对成品率和产能的影响显著,可以认为是滴制工艺的关键参数。
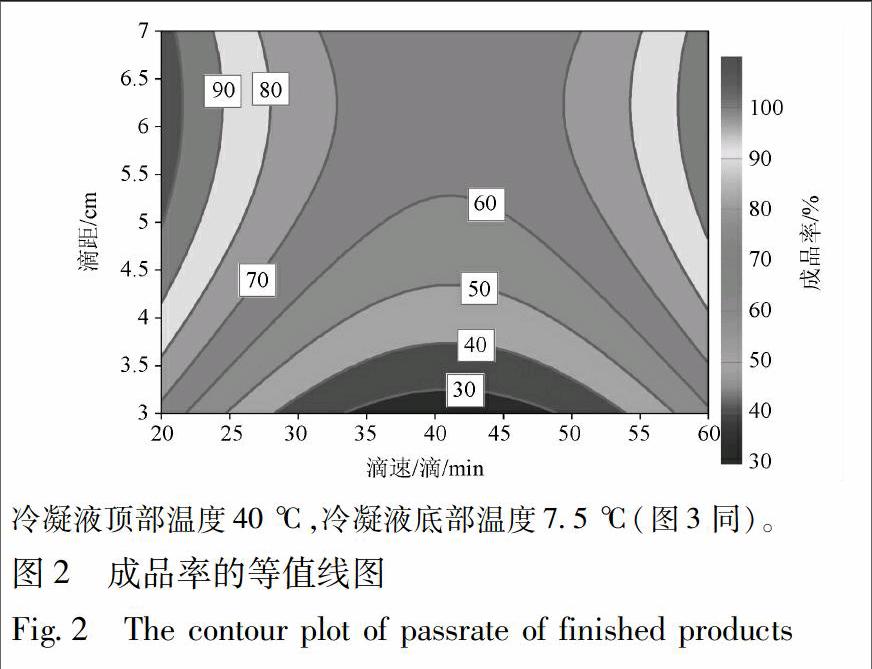
成品率的等值线图见图2。成品率随着滴速的增加存在先减少后增加的趋势。在一定范围内增加滴距可以提高成品率。原因可能是滴距小、滴速快时,滴丸在冷凝液中易粘连聚并,使滴丸质量偏大而降低成品率;当滴距大、冷凝柱顶部温度高时,药液滴入冷凝液后,液滴容易断裂而产生质量偏小的滴丸,最终降低成品率。产能的等值线图见图3。在一定范围内,增加滴距有利于产能的提高。产能总体上随着滴速的增加而增大。
3.3 设计空间及验证 在实际生产中,滴丸成品率和产能都很重要,所以希望成品率≥80%,产能≥40颗/min。计算所得设计空间见图4。从图4可以看出设计空间的形状不规则,设计空间的范围处于滴距5.10~7.00 cm,滴速58~60 滴/min。为了便于操作,推荐的工艺条件操作范围是:滴距5.5~6.7 cm,滴速59~60滴/min。
为了验证设计空间的可靠性,在设计空间内外取点进行验证,验证条件及结果见表3。在设计空间内的工艺条件V3,V4下生产滴丸,均可以使得滴丸的成品率超过80%,产能大于40颗/min,成品率最大能达到90%以上,产能最大能超过50颗/min。在设计空间外的工艺条件V1,V2下做出的滴丸成品率虽然都高于80%,但是产能均低于40颗/min,在设计空间外的工艺条件V5下生产滴丸,成品率和产能均不能达到要求。成品率和产能的预测值和试验值较为接近,说明所建统计模型适用,在设计空间内操作能保证滴丸的成品率和产能满足要求。
4 结论
本文采用设计空间法优化银杏叶滴丸滴制工艺。先通过预实验研究和文献调研确定潜在关键工艺参数和潜在关键工艺评价指标,然后进行Box-Behnken试验设计并根据试验结果确定关键工艺参数和关键工艺评价指标,再使用二阶多项式模型描述关键工艺参数与关键工艺评价指标间的定量关系,最后计算获得基于概率的设计空间并验证。本研究发现成品率随着滴速的增加存在先减少后增加的趋势,产能总体随着滴速的增加而增大。在一定范围内增加滴距可以提高成品率和产能。银杏叶滴丸滴制工艺的推荐操作空间为滴距5.5~6.7 cm,滴速59~60滴/min,在该操作空间内,成品率大于80%、产能大于40颗/min的概率均可达到0.95以上,并且验证结果和预测值符合良好,这表明在该工艺参数设计空间内操作能保证银杏叶滴丸高效优良地产出。上述研究结果,增加了对银杏叶滴丸滴制工艺的理解,为银杏叶滴丸的工业生产提供了参考。
[参考文献]
[1] 潘洪平. 银杏叶制剂药理作用和临床应用研究进展[J].中国中药杂志, 2005,30(2):93.
[2] 中国药典.一部[S]. 2015.
[3] Lawrence X Y, Gregory Amidon, Mansoor A Khan, et al. Understanding pharmaceutical quality by design[J]. AAPS J,2014,16(4):771.
[4] Iurian S, Tomuta I, Bogdan C, et al. Defining the design space for freeze-dried orodispersible tablets with meloxicam[J]. Drug Develop Ind Pharm,2016,42(12):1977.
[5] Streefland M, Herpen P, Waterbeemd B, et al. A practical approach for exploration and modeling of the design space of a bacterial vaccine cultivation process[J]. Biotechnol Bioeng,2009,104(3):492.
[6] 趙芳,龚行楚,瞿海斌.基于危害及可操作性分析的设计空间法优化红参醇提工艺[J]. 中国中药杂志,2017,42(6):1067.
[7] 许之麟, 黄文华, 龚行楚, 等. 设计空间法优化党参一次醇沉工艺[J]. 中国中药杂志, 2015,40(22):4411.
[8] 李群力. 双黄连滴丸制备工艺的研究[J]. 中草药,2005,36(4):537.
[9] 柳伟, 王宏洁, 司南, 等. 莲子心总生物碱滴丸的制备工艺及含量测定[J]. 中国中药杂志, 2007,32(7):581.
[10] 夏海建,张振海,贾晓斌. 雷公藤红素缓释滴丸的研究[J]. 中草药,2013,44(7):834.
[11] 中国药典.四部[S]. 2015.
[责任编辑 孔晶晶]
