一种外圈断裂式薄壁轴承装配方法
2017-07-25李兵建孟庆伟马万明张风琴
李兵建,孟庆伟,马万明,张风琴
(1.洛阳轴研科技股份有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)
1 外圈断裂轴承结构
外圈断裂薄壁轴承结构特殊,使用过程中需要保证轴承结构的完整性,不但套圈、保持架、卡环等零件的生产制造中存在诸多难点,最终保证其使用性能的装配方法也十分重要。
某型外圈断裂薄壁轴承结构如图1所示,保持架引导间隙为0.05~0.15 mm,采用冠形保持架。受结构设计限制,在装配过程中,需对轴承外圈沿轴向进行断裂,待完成装配后,在外圈两端外径处压装卡环,以保证轴承的完整性和使用性能。
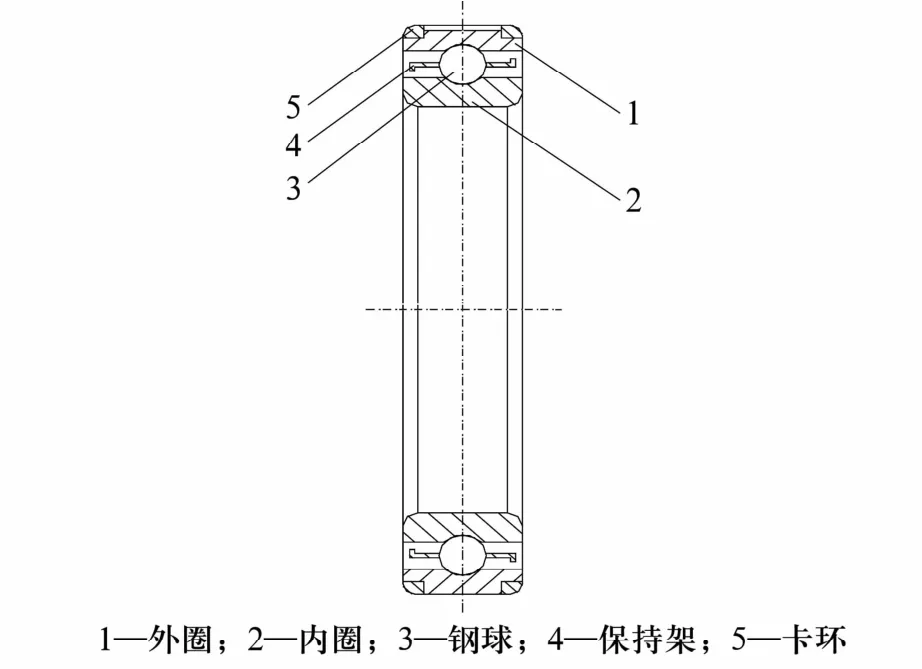
图1 外圈断裂薄壁轴承结构图Fig.1 Diagram of thin-walled bearing with fractured outer ring
2 轴承装配方法
常规轴承的装配通常在套圈分选、退磁、清洗后,按照轴承设计要求进行滚动体和保持架的装配,待最终装配、测试完毕后,清洗防锈,完成轴承的装配[1]。
结构特殊的外圈断裂薄壁轴承装配过程中,需预先在外圈外圆沿轴向加工一圆弧形凹槽,然后沿所切方向轴向断裂。轴承装配时,合套、退磁、清洗过程与常规轴承相同,只是钢球的装入方法不同。在常见的断裂套圈轴承装配方法中,先预装一部分钢球,并装入保持架,然后张开外圈断裂处,转动保持架,再将剩余钢球逐个装入,此装配方法虽然简单可行,但要求很高的装配技能,并且装配后的成品轴承易存在以下不足:
1)薄壁外圈断裂处长时间张开,钢球装满后产生的变形不易完全恢复;
2)尖锐的断裂处容易划伤钢球表面;
3)断裂处易脱落铁屑并进入轴承沟道,影响使用性能;
4)装配效率低,不能满足批量生产的需要。
在实际生产过程中对成品轴承的尺寸公差、形位公差、游隙以及旋转灵活性都有较高的要求,因此,上述的装配方法不能够完全满足该类轴承的生产需求。
3 外圈断裂轴承快速装配方法
3.1 装配原理
根据断裂后薄壁外圈的结构特点,在其强度范围内,用锥度引导块缓慢胀开断裂外圈,使其满足装入其余零件的要求;然后按照轴承装配方法将其余零件装入钢球托盘,并将托盘放入锥度引导块凹槽;最后通过压装块对内圈施加轴向作用力来完成轴承装配,如图2所示。
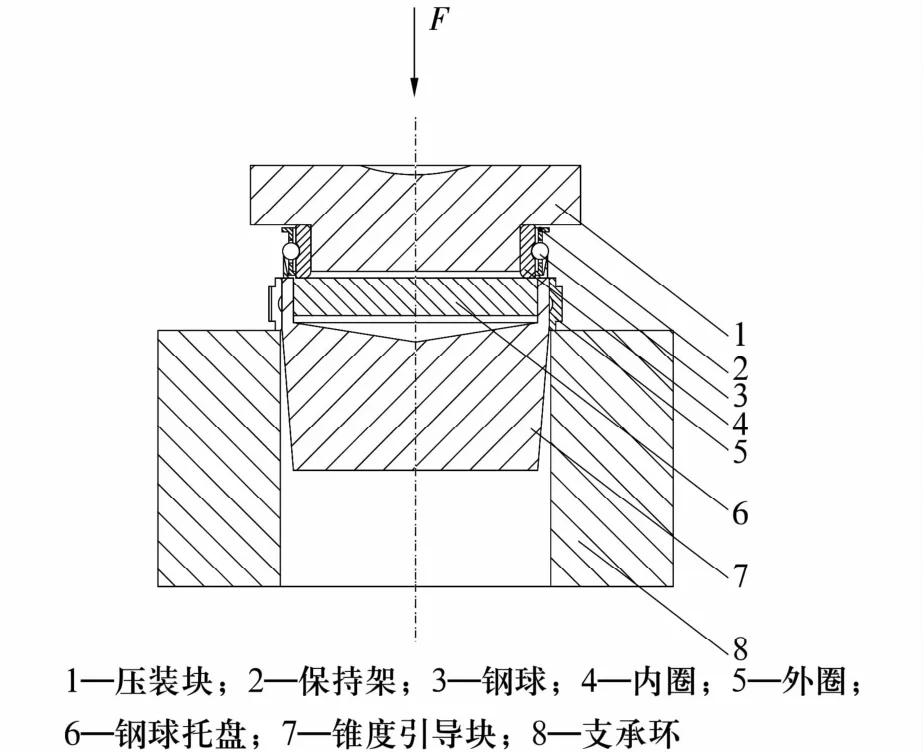
图2 外圈断裂轴承装配原理图Fig.2 Assembly schematic of bearing with fractured outer ring
3.2 装配步骤
1)将内圈、保持架依照规定顺序放入托盘;
2)将钢球逐粒放入保持架兜孔中,并用托盘支承,保证钢球不脱落;
3)锥度引导块缓慢压入断裂外圈内孔,使其胀开,并使锥度引导块上端面圆柱部分与断裂外圈上端面平齐;
4)调整锥度引导块和断裂外圈的位置,使外圈与支承环上端面接触良好;
5)把装好轴承组件的托盘的下端小圆柱部分放入锥度引导块上方的凹槽内,并使其接触良好;
6)把压装块的小圆柱部分装入内圈内孔中,并使其接触良好;
7)对压装块施加轴向力,把内圈、保持架和钢球压入断裂外圈中,完成薄壁断裂轴承的装配。
4 应用实例
外圈断裂式薄壁球轴承1410,公差等级为P5,外径22.225 mm,内径15.875 mm,宽度3.967 mm,外圈内径20.26mm,采用冠形保持架,钢球数量24,径向游隙0.013~0.038 mm,轴承工作温度177℃。
4.1 装配工装的设计
1)锥度引导块
为保证断裂外圈能够均匀胀开,将锥度引导块的下端设计为10°锥面,上端设计为与断裂外圈宽度相同的圆柱面,圆柱面的直径为内圈沟径最大值与2倍钢球直径之和。为保证钢球不被划伤,可将锥度引导块圆柱面直径适当增加0.03~0.05 mm,并使锥面和圆柱面圆弧过渡。锥度引导块圆柱面上端设计为凹槽,凹槽需和托盘下端配合良好。
2)支承环
支承环高度为锥度引导块的1.5倍,外径为40 mm,内径等于锥度引导块圆柱面直径+0.1 mm。
3)托盘
托盘下端圆柱面高度等于锥度引导块凹槽高度,圆柱面与凹槽内圆面为间隙配合。托盘上端为凹槽结构,用来放置内圈、保持架,并支承钢球。
4)压装块
压装块的大端外径与轴承外径相当;小端外径和轴承内径间隙配合,高度为轴承宽度的4/5。
4.2 轴承装配
制造好上述工装,按照3.2节的装配步骤将分选、清洗、退磁后的轴承零件进行快速装配。
4.3 精度检测
将装配好的200套轴承外径两端分别压装卡环,并再次对轴承进行退磁、清洗,然后随机抽取20套进行旋转精度(Kia≤4μm,Kea≤6μm)和径向游隙(Gr=13~38μm)的检测,结果见表1。由表1可知,轴承内、外圈的径向旋转精度达到P5,并且径向游隙也符合要求。
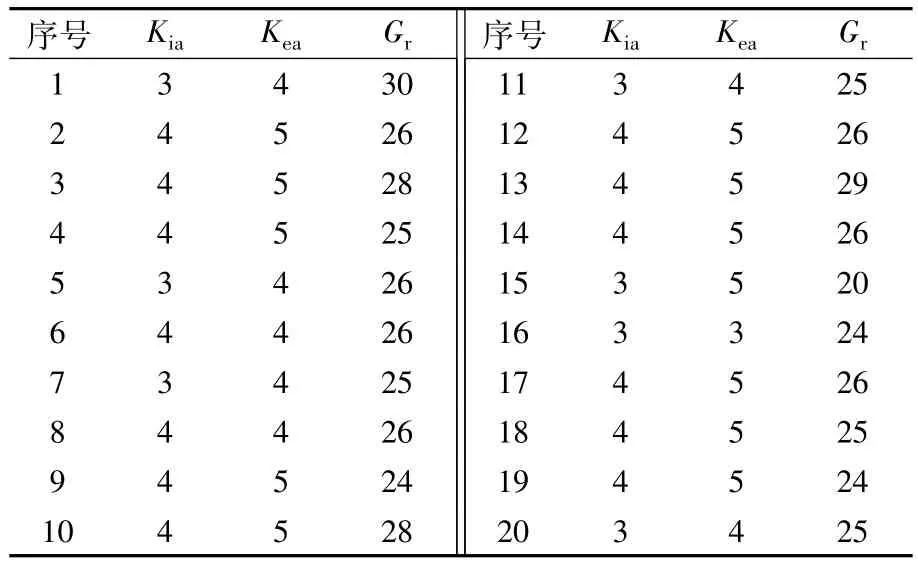
表1 检测结果Tab.1 Test results μm
4 结束语
通过设计工装使外圈断裂薄壁轴承实现了快速的径向胀开,然后将内圈、保持架和钢球快速装入,实现了快速装配轴承的目的。对装配后的轴承进行旋转精度和径向游隙的抽检表明,精度等级达到P5,满足了产品图纸要求。该装配方法可为结构相同或相似轴承的快速装配提供借鉴,降低劳动强度。
