高炉炉缸活性的基础研究
2017-07-25代兵
代 兵
高炉炉缸活性的基础研究
代 兵
通过对高炉炉缸活性的基础研究,重点分析了炉缸活性的概念及其影响因素,提出了炉缸活性量化计算模型。通过采集与处理现场高炉数据以及编程技术完成了模型的在线和离线计算,成功应用于本钢新一号高炉的生产,并以该高炉曾经发生的炉缸堆积事故,从操作制度阐述了恢复炉缸活性的方法和过程。实践证明,这些研究可以为维护炉缸活性的长期良好稳定提供参考。
高炉 炉缸活性 量化计算模型 操作制度
高炉炉缸工作情况对高炉生产能否实现“高效、优质、低耗、长寿”的总目标有着重要且深远的影响。作为一切还原反应的源头,炉缸是高炉生产的焦点,从眼前来看,它影响着高炉炉况的稳定顺行以及高炉生产的各项经济技术指标,从长远来看,它直接影响着高炉的一代炉龄。炉缸是冶炼过程中发生还原反应所需煤气和热量的发源地,炉缸中煤气的初始分布状态,不仅决定炉缸截面的热量分布和温度分布,而且对整个高炉沿其高度方向的温度分布和气流分布起着决定性的作用,这对高炉冶炼过程是至关重要的;与此同时,炉缸的熔渣层可以在铁水通过时完成脱硫过程,这对于保证铁水质量是举足轻重的。因此,炉缸的工作状态对整个冶炼过程具有决定性的作用。
高炉冶炼长期稳定顺行要求炉缸具有良好的活性状态,焦炭主流供料区具有足够的透液性和透气性,初始煤气流分布合理,装料制度与送风制度相适应,炉缸热量充分且铁水环流较弱等等。但近年来,随着高炉大型化的不断发展,也对炉缸活性状态的良好稳定提出了更高的要求。由于受到操作制度不合理及原燃料质量波动等因素的影响,国内多座高炉发生了炉缸堆积等恶性事故,造成了巨大的经济损失。因此,如何正确理解炉缸活性问题,炉缸活性与哪些因素有关,如何实现炉缸活性的量化评价,发现炉缸活性失常又如何恢复?这些问题越来越受到广大炼铁工作者的关注。
1.炉缸活性的概念及其影响因素
炉缸活性是指液态渣铁流入炉缸,并能从炉缸内自由排出的顺畅程度。根据炉缸活性的定义,结合高炉生产需要长期稳定顺行的特点,从高炉操作角度来说,要求炉缸活性长期保持良好的状态。那么根据炉缸活性的定义可以知道,影响高炉炉缸活性的因素大致可以分为三个方面:(1)主流供料区的焦炭所提供的“透气-透液通道”数量;(2)熔体(渣铁)的流动性能;(3)风口回旋区的位置。三种因素相辅相成,相互影响。
1.1 造成主流供料区的焦炭所提供的“透气-透液通道”减少的主要原因
(1)焦炭质量差,冷热强度低,反应性高,粒度小,粉末多,这是“透气-透液通道”减少的内因。
(2)长期过量喷吹,未燃煤粉量增大,沉积在死焦堆中,这是“透气-透液通道”减少的外因。
(3)碱金属负荷过重,严重破坏焦炭的反应性和热强度,导致焦炭在下降过程中破损,碎焦增多,这是“透气-透液通道”减少的外因。
1.2 造成熔体(渣铁)流动性能变差的主要原因
(1)炉缸热制度长期不合理,炉温持续偏低,渣铁物理热不足,过热度下降,粘度增大,流动性变差。
(2)造渣制度长期不合理,采用超高碱度、高Al2O3低MgO的造渣制度,易形成短渣,炉渣粘度增大,流动性变差。
(3)长期过量喷吹,过量未燃煤粉进入炉渣,以悬浮状存在于炉渣中,会增加炉渣的粘度,炉渣流动性变差。
(4)长期进行钒钛磁铁矿冶炼,由于钛化物的析出,渣铁流动性能变差。
1.3 造成风口回旋区位置不合理的主要原因
(1)盲目追求高风量,风口面积过大,长期处于低风速、低鼓风动能的送风制度,风口回旋区缩小,鼓风吹不透中心,炉缸中心堆积。
(2)长期边缘过重,风口面积过小,长期处于高风速、高鼓风动能的送风制度,中心煤气流过分发展,风口回旋区扩大,中心过吹,炉缸边缘堆积。
所以,炉缸活性状态的良好需要长期的关注和维护,炉缸活性问题犹如交通拥堵问题,焦炭似公路,熔体(渣铁)似汽车,回旋区似交通警察,公路越宽阔,汽车行驶越快,交通警察的位置越合理,整个交通就会越通畅,炉缸活性也会越好。但是,炉缸活性问题和交通拥堵问题还存在一个最显著的区别,就是交通拥堵问题是裸露在外的,是一目了然可以被发现的,而炉缸活性问题是在高炉内部,是密闭的,很难被发现并掌握,即使被发现了,也很有可能已经造成了严重的后果。因此,如何既快速又准确的发现炉缸活性的变化,如何真正实现炉缸活性状态的监测,这很关键。
2.炉缸活性的量化计算模型
文献中记录了计算炉缸活性的模型,分别是炉缸工作活跃指数模型和炉缸活跃性指数模型。其中,炉缸工作活跃指数模型,即炉缸炉底各层中心热电偶温度均值与炉缸侧壁各层热电偶温度均值的比值,炉缸炉底温度在一定程度上间接反应了熔体在炉缸中心死焦堆的渗透能力,所以该模型可以间接的反应炉缸的活性状态。对于大型高炉而言,由于硬惯性大,若未能在第一时间发现炉缸活性波动,那么恢复炉况所需要的时间更长,造成的损失更大。而用炉缸炉底各层中心热电偶的温度均值来反映炉缸中心死焦堆的渗透能力就是间接的,当该温度出现明显降低时,就已经表明这时的死焦堆的渗透能力处于崩溃的状态,炉缸已经失去活性,未能达到尽早发现炉缸活性异常的目的。
而炉缸活跃性指数模型则是根据前人的研究,利用渣铁流动性阻力系数的概念,认为炉缸活性是液态渣铁流入炉缸,并能自炉缸内自由排出的顺畅程度,分析了渣铁流入并流出炉缸的阻力系数和的关系,从而提出该模型为式(1):

该模型在高炉炉况正常时,可以很好的描述高炉炉缸活性。但是,在炉缸活跃性发生异常时,该模型的计算结果与实际情况是不符的。其原因是:根据文献中分析,当发生炉缸堆积时,即fL-in<fL-out时,随着fL-in与fL-out差的绝对值的增大,炉缸活性应是降低的,而计算公式得到的结果是增大的,这与实际情况是严重不符的,所以这时该模型已经不能真实反映炉缸活性,不能再被采用。
综上所述,随着高炉大型化的不断发展,传统的炉缸活性量化计算模型已经不能满足生产的要求,有必要对进行升级和优化,以适应生产的需要。
2.1 炉缸工作活跃指数优化模型
提出利用炉芯死料柱温度代替炉缸炉底各层中心热电偶温度均值这一问题,是由于炉芯死料柱温度能够直接反映死焦堆的温度状态及其变化,从而可以在最短的时间内反映出死焦堆的渗透能力的变化。炉芯死料柱温度越高,死焦堆的渗透能力越强,炉缸活性越好。国外Shibaike等给出了一个计算炉芯死料柱温度的公式,如式(2):

式中,DMT为炉芯死料柱温度,℃;Tf为理论燃烧温度,℃;Vbosj为炉腹煤气量,m3/min;D为炉缸直径,m;FR为燃料比,kg/t;△T为炉渣流动性指数,℃;ηco,c为炉身探针测得的炉中心CO利用率,%;Dpcoke为炉芯死料柱焦炭尺寸,mm。
当高炉生产正常时,炉芯死料柱温度在1380℃-1450℃之间波动,一般低于渣铁出炉温度70℃以上,表明这时的渣铁可以顺畅的流进并流出炉缸,即炉缸活性正常。若炉芯死料柱温度低于1360℃,甚至低于一般炉渣的熔化性温度的时候,表明炉渣的粘度增大,流动性下降,这会导致死料柱的透气性和透液性变差,即炉缸活性下降。
在修正后的炉芯死料柱温度计算模型的基础上,进一步定义了炉缸工作活跃指数优化模型,即炉芯死料柱温度与炉缸侧壁各层热电偶温度均值的比值,具体如式(3):

式中,DMT为炉芯死料柱温度,℃;TC为炉缸侧壁各层热电偶温度均值,℃。
2.2 炉缸活跃性指数优化模型
根据前人的研究,渣铁流动阻力系数可由式(4)求解,

式中,fL为渣铁流动阻力系数,无纲量;ε为炉缸焦炭料柱的空隙度,无纲量;φ为炉缸内焦炭的形状系数,无纲量;dp为炉缸内焦炭的直径,上部取0.02m,下部取0.018m;μ为炉缸内液体的粘度,Pa.s;ρ为炉缸内液体密度,t/m3;V0为液体穿过炉缸截面平均流速,m/s;g为重力加速度,9.81m/s2;D为炉缸直径,m;H为开始出渣出铁时渣铁层厚度,m。
令fL-in表示渣铁流入炉缸的阻力系数,fL-out表示渣铁流出炉缸的阻力系数,分析fL-in和fL-out两者的关系可以得到:
①fL-in≈fL-out:这是较理想的状态。在高炉连续出铁的条件下,炉缸下部顺利流出渣铁的同时,腾出空间接纳上部软熔带生成的渣铁,且炉缸下部液面基本保持恒定。
②fL-in<fL-out:这是很不理想的状态。正常作业的高炉不会出现这种状态,这意味着渣铁会滞留在炉缸内,将破坏高炉的正常生产,一般在炉外事故或者炉缸严重堆积、炉缸冻结的情况下出现。
③fL-in>fL-out:这是通常高炉的工作状态,炉缸下部在“等待”上部渣铁的进入。一般而言,在此情况下,两者之差的绝对值越小,表明炉缸活跃程度越高。
基于以上的分析,笔者提出了炉缸活跃性指数优化模型,其具体计算方法如式(5)所示:

式中,NAH是炉缸活跃性指数,无纲量;fL-in是渣铁流入炉缸的阻力系数,无纲量;fL-out是渣铁流出炉缸的阻力系数,无纲量。
炉缸活跃性指数优化模型将炉况正常和异常的情况进行了细化分析,可以计算出不同情况下的炉缸活跃性指数。当炉况正常时,即当≥1时,NAH将随着fL-in和fL-ou的增大而降低,也随着fL-in与fL-out差的绝对值的增大而降低;当炉况异常时,即当≥1时,NAH也会随着fL-in和fL-out的增大而降低,随着fL-in与fL-out差的绝对值的增大而降低,而且下降的更快。即使高炉发生炉缸堆积事故时,也可以在第一时间通过计算结果被发现,为更早的发现炉缸活跃性失常提供依据。
2.3 模型应用情况
目前,以上两个模型应用在本钢板材炼铁厂新一号高炉(炉容4747m3),其中炉缸工作活跃指数优化模型实现了在线计算,炉缸活跃性指数优化模型实现了离线计算。新一号高炉于2014年11月11日至2014年11月13日进行72小时的年修,图1是休风前后炉况波动及恢复过程的炉缸活性量化计算结果。实践证明,两种炉缸活性量化计算模型可以真实的反应炉缸活性状态,有效地帮助高炉操作者及时把握炉缸活性,当炉缸活性下降或失常时,可以在第一时间发现并尽早进行操作干预,及时恢复炉缸活性。
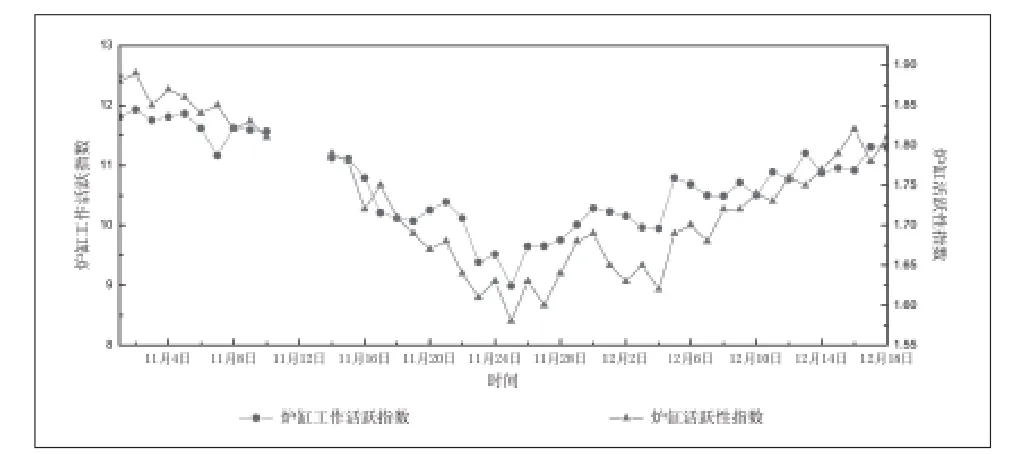
图1 炉缸活性计算结果曲线
3.炉缸活性的恢复
根据分析影响高炉炉缸活性的因素,恢复炉缸活性的方法大致可以分为提高原燃料质量和调整操作制度两方面,其中提高原燃料质量不在高炉操作者的管理范围内。从调整高炉基本操作制度出发,恢复炉缸活性的方法大致有四种:调整热制度、调整造渣制度、调整送风制度、调整装料制度。本文以本钢新一号高炉曾经发生的炉缸堆积事故为例,重点讲述四种制度的调整过程。
本钢板材炼铁厂新一号高炉是我国东北地区最大的高炉,于2008年10月9日投产,高炉容积4747m3,设有38个风口,4个铁口。采用了很多最先进的生产技术设备,如卢森堡PW公司生产的带分料器的固定上料罐串罐式无钟炉顶,薄壁内衬铜冷却壁,联合软水密闭循环,环保英巴法水渣处理,环缝煤气清洗及TRT余压发电等。开炉40余天便达产,在一段时间内实现了日产过万、燃料比500kg/t以下、焦比320kg/t以下的本钢炼铁历史最好指标。但从2009年2月份开始,由于受到原燃料条件、特大型高炉操作理念等因素的限制,高炉在长期稳定顺行等方面遇到了很多困难。尤其是 2009年11月4日年修后,频繁的休风造成了长时间的慢风,炉缸活性逐渐变差,加之风口漏水等因素,炉况顺行遭到严重破坏,至2010年4月8日发生崩料事故,炉况彻底失常,形成大面积炉缸堆积。这次失常是新一号高炉开炉以来最为严重的一次。
3.1 调整热制度和造渣制度
针对渣铁流动性能变差的情况,2010年3月份进行了洗炉操作,包括热洗炉和锰矿洗炉。热洗则为提高生铁物理热,由1505℃提至1520℃,铁水Si由0.5%提至0.65%,以较低的炉渣碱度,充沛的炉缸温度,从而从热量方面考虑提高渣铁的过热度。锰矿洗炉是通过加入锰矿,分别增加炉渣和铁水中的锰含量。锰在炉渣中可以形成低熔点的锰橄榄石类硅酸盐,提高炉渣的流动性和稳定性;一定量锰在铁水中可以增加铁水的过热度,提高铁水的流动性,提高铁水中Mn的质量分数,使其达到0.70%,8月份炉芯温度大幅回升后铁水中Mn降低到0.50%。
3.2 调整装料制度
为调节煤气流分布,改善压量关系,新1号高炉采取集中发展中心气流的策略。2010年4月份发生崩料事故后,经过观察炉顶料面,采取了扩大外环布料角度,由原先的39.5°增加到41.5°,抑制边缘,集中气流,发展中心。经布料制度调整后,压差明显回落,风量显著增加,由崩料后3000m3/min迅速增加到6000m3/min,布料矩阵为。在选择中心加焦布料模式之前进行过几次装料制度的调整,采取的是布置两道煤气通路的模式,但效果并不理想,原因在于当时炉缸不活跃,风量萎缩,气流不畅通。更改中心加焦模式后中心气流强劲,中心温度控制在600℃左右,边缘温度控制在80℃以下。10月份炉况恢复已经接近于正常,此时为保证中心气流,选择减少中心矿石档位,适当扩大中心加焦量来开放中心,布料矩阵调整为,风量迅速突破到6700 m3/min,炉况得到进一步强化。
3.3 调整送风制度
2010年恢复炉况期间,由于长期炉缸堆积,炉缸中心死区较大,炉缸几乎失去活性,风口烧损严重。在这种情况下,新一号高炉利用每一次定修机会,逐步调整并探索合适的风口面积,使鼓风动能可以适应各方面条件的变化,在合理的范围内得到逐步提高。随着风量的提高、高风温的实施,炉缸截面上的燃烧带扩大,风口回旋区的位置逐步趋向合理,初始煤气流分布趋向正常,温度场分布更加均匀有效,炉缸渗透性得到明显改善,炉缸均匀活跃,炉缸活性明显增强。经过一年的探索实践证明,本钢新一号合理的鼓风动能范围为14000kg·m·s-1-14500kg·m·s-1,风口面积为0.4710m2,计算得到风口回旋区的深度为2.06m,形成了比较合理的送风制度,对于整个炉缸活性的恢复和维护发挥了极其重要的作用(见图2、图3、表1)。

图2 本钢新一号高炉恢复过程风口面积变化
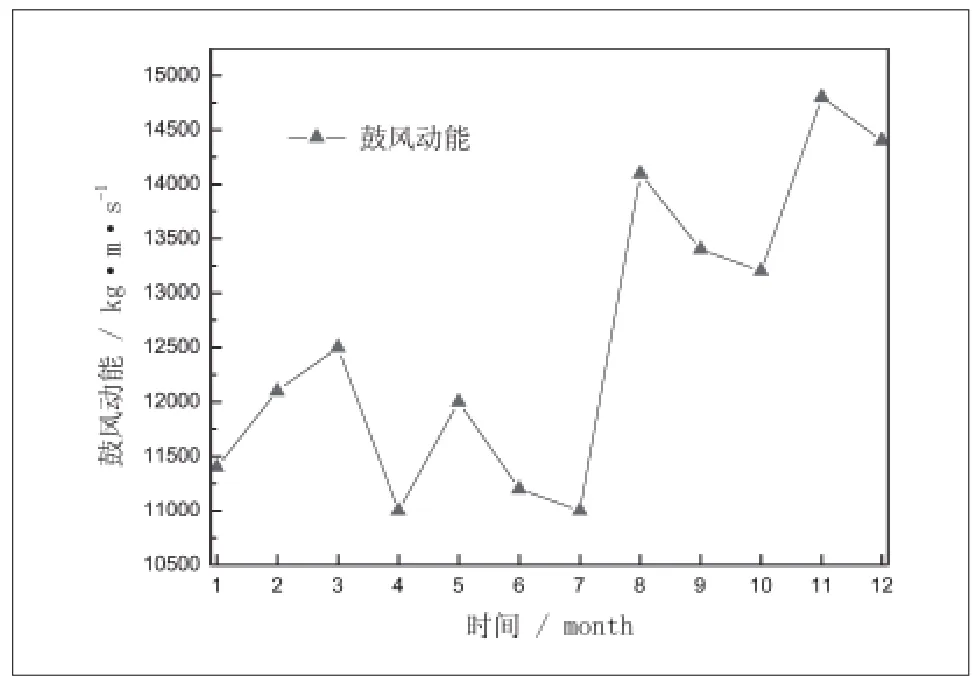
图3 本钢新一号高炉2010年鼓风动能变化曲线
4.结论
(1)通过分析炉缸活性的概念及其影响因素认为:炉缸活性是指液态渣铁流入炉缸,并能自炉缸内自由排出的顺畅程度,其影响因素大致可以分为三个方面:主流供料区的焦炭所提供的“透气-透液通道”数量;熔体(渣铁)的流动性能;风口回旋区的位置,并进一步分析了各因素对于炉缸活性的意义。
(2)提出了两个炉缸活性量化计算模型,即炉缸工作活跃指数优化模型和炉缸活跃性指数优化模型。通过采集与处理现场高炉数据以及编程技术完成了模型的在线和离线计算,并成功应用于本钢新一号高炉的生产中,可以有效实现对高炉炉缸活性的量化计算,真实反映炉缸活性状态。
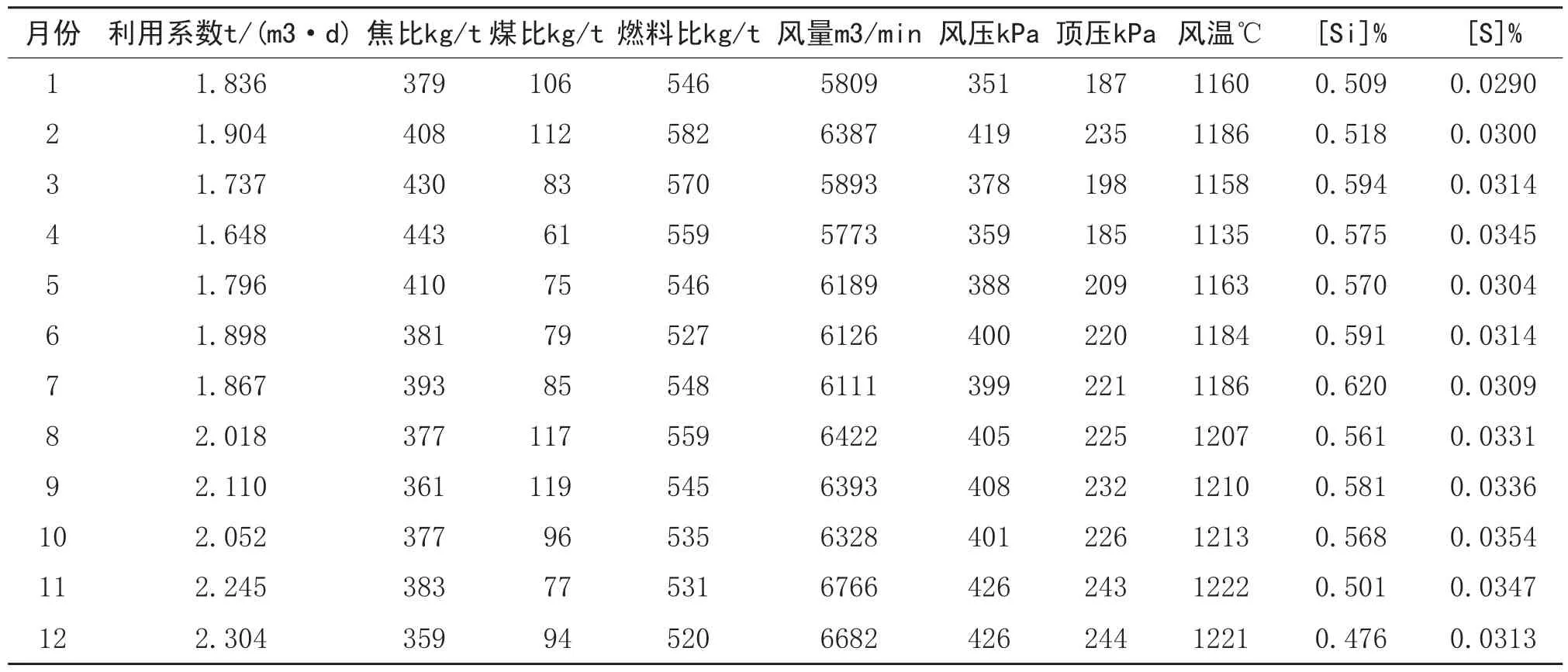
表1 2010年本钢新一号高炉月平均经济技术主要指标
(3)以本钢新一号高炉曾经发生的炉缸堆积事故为例,分别从热制度、造渣制度、送风制度、装料制度四个基本操作制度阐述了恢复炉缸活性的具体方法和过程。这也是本钢板材炼铁厂对于大高炉炼铁所积累的经验。
略
(作者单位:本钢板材股份有限公司炼铁厂)